Трубная и дюймовая резьба отличие – видео-инструкция по монтажу своими руками, особенности диаметров в миллиметрах, сантиметрах, цена, фото
Резьба дюймовая трубная: основные параметры и различия с метрической нарезкой
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.
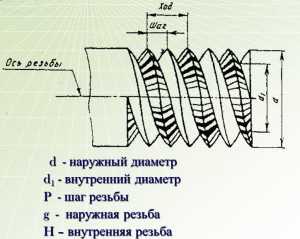
- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).
Дюймовая резьба
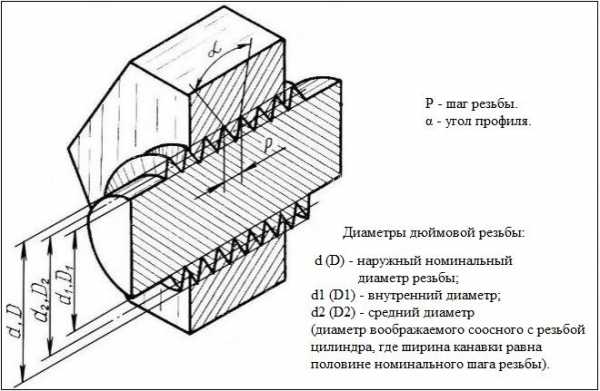
Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN). Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.
Параметры резьбовых соединений
Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки. Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.
Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.
Чертеж дюймовой нарезки
- В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.
Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Понравилась статья? Поделитесь ей:
trubsovet.ru
Чем отличается резьба дюймовая от трубной. Что такое дюймовая резьба
Что такое дюймовая резьба
В настоящее время на рынке строительных материалов зачастую предлагаются трубы, размеры которых указаны в дюймах. Многие покупатели могут не обратить на это внимания, и, следовательно, есть вероятность приобретения трубы с размером, не соответствующим требуемому. Причина этого кроется в том, что дюймовая резьба (обозначение на поверхности трубы), как видно из названия, измеряется в дюймах. При этом один дюйм равен 25,4 миллиметра. Данная величина отличается от принятых миллиметровых стандартов, что может значительно усложнить выбор необходимой детали.

Резьба дюймовая цилиндрическая предусматривает отображение размеров трубы в дюймах, в то время как шаг резьбы обозначается в долях этой единицы измерения (из-за своей малой величины).
В связи с расхождением величин миллиметра и дюйма, на практике появляется значительное различие между размерами резьбы на трубе. Это происходит потому, что западные стандарты гласят: дюймовая резьба обозначает внутренний диаметр трубы. При этом следует учитывать различия между метрическим дюймом и, так называемым, трубным.
К примеру, на трубе указано, что дюймовая резьба имеет размер ½. Таким образом, вы приобретаете трубу с наружным диаметром, равным 20,95 мм, вместо ожидаемых 12,7 мм. Следовательно, трубный дюйм получается равным 33,249 мм и состоит из размера непосредственно прохода и двойной толщины стенок.

Из данного примера видно, что использование этого показателя более приемлемо, поскольку такая система наилучшим образом характеризует размер, которым обладает дюймовая резьба.
Теперь, когда стали понятны обозначения, можно перейти к классификации и назначению данного параметра.
Цилиндрическая дюймовая резьба по назначению и характеру проводимой работы делится на:
pellete.ru
шаг, отличие от метрической, нарезка
 Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
И в данной статье мы познакомим наших читателей не только с параметрами, которыми характеризуется дюймовая резьба трубная, но и со способами «нарезки» такой резьбы на внутренней и внешней поверхности труб и фитингов. Кроме того, в материале будут перечислены отличия между дюймовым и трубным вариантами.
Характеристики дюймовой резьбы
Нормативный документ, в котором описывается цилиндрическая трубная дюймовая резьба – гост 6357-81 – настаивает на том, что главными характеристиками такой резьбы является ее диаметр и ее шаг. Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо 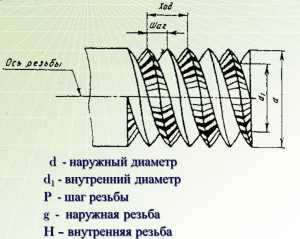 расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
Следующая характеристика шаг трубной резьбы определятся, как расстоянием между двумя соседними впадинами или двумя соседними гребнями. Причем шаг у резьбы, всегда один и тот же, как его не меряй. Ведь расстояние между витками должно быть стабильным. Иначе мы не сможем подобрать пару (гайку или болт) под резьбовое соединение.
↑Метрическая и трубная резьба – в чем отличие?
Необходимо сказать, что формулируя ключевые характеристики метрической резьбы – шаг и диаметр – используют те же определения. Ведь отличий между метрической и дюймовой резьбой не так уж и много. Так, к наиболее заметным отличиям, выделяющим дюймовый вариант, относят еще и форму профиля резьбового гребня.
У дюймовой резьбы такой профиль выглядит более «острым» — верхний угол «исходного треугольника» резьбового профиля равняется 55 градусам.
Кроме того, помимо формы профиля, трубная резьба метрическая отличается от трубного варианта еще и исчислением размеров шага и диаметра. Ведь у метрического варианта все размеры исчисляются в миллиметрах. Ну, а шаг и диаметр трубного варианта вычисляется в дюймах. Причем совсем не в тех дюймах, которые соответствуют 2,54 сантиметра, а в особых, трубных дюймах, соответствующих 3,33 (а точнее 3,3249) сантиметра.
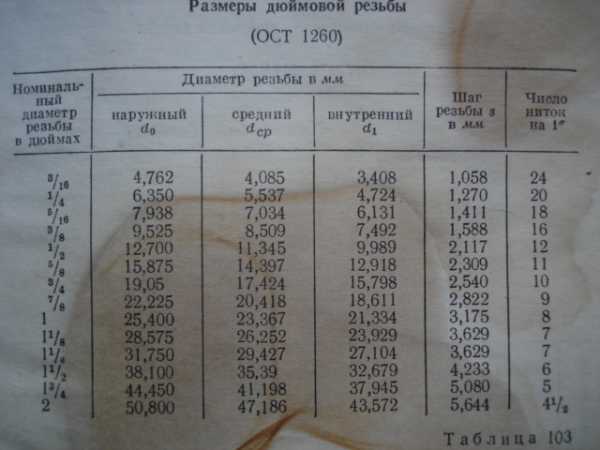
Размеры дюймовой резьбы
Причем на такой необычной системе исчисления размеров настаивает основной нормативный документ, которым описывается резьба дюймовая трубная – гост 6357-81. В этом сборнике стандартов указаны не только целые, но еще и дробные значения «трубных дюймов». Например, один из сортаментов трубной резьбы обозначается, как ¾ дюйма, что соответствует почти 25 миллиметрам.
Шаг резьбы в «трубном» исполнении считают не в миллиметрах, а в нитках – количестве канавок, нарезанных на одном дюймовом мерном отрезке трубы. Например, у обычных водопроводов есть всего два варианта «шага» резьбы: на 11 ниток (соответствует метрическому шагу в 2,31 мм.) и на 14 ниток (соответствует метрическому шагу около 1,8 мм).
Разумеется, такие причудливые системы исчисления шага и диаметра немного затрудняют процесс определения данных величин.
↑Определение шага трубной резьбы и промер ее диаметра
При определении диаметра и промере шага трубной и метрической резьбы мы использует одни и те же инструменты: калибры, гребенки (резьбомеры) и механические измерители (штангенциркули, микрометры и так далее). Поэтому промер этих параметров будет реализован по тем же самым правилам и в «метрическом», и в «трубном» вариантах.
В качестве калибра можно использовать муфту или штуцер, на которых нарезана наружная или внутренняя резьба с известными параметрами. Промер шага осуществляется просто: болт вкручивают в резьбу и, если процесс не вызвал затруднений, а сам болт сидит в трубе плотно, то диаметр и шаг резьбы в трубе считается определенным. В ином случае процесс повторяют со следующим калибром. До тех пор, пока в определении шага метрической резьбы или ее трубного аналога не будет поставлена финальная точка.
Резьбомер «работает» еще проще. Его измерительные пластины похожи на набор пилочек. И эти пилочки нужно приложить к резьбе, нарезанной на трубе (или на ее внутренней поверхности). Если профиль пилочки совпал с профилем трубы – их оценивают «на просвет» — то резьба соответствует значению, указанному на пластине резьбомера. Штангенциркулем можно измерить лишь внешний диаметр резьбы. Микрометр годится для такой же операции. Поэтому лучшим инструментом для определения шага и диаметра резьбы являются калибры и резьбомеры.
Способы нарезки дюймовой резьбы
И метрическая резьба, и ее трубный аналог нарезаются на внутренней или внешней поверхности всего двумя способами: механическим и ручным. Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Технология нарезки резьбы вручную реализуется следующим образом:
- Труба фиксируется в тисках, метчик вставляется в вороток, а плашка – в плашкодержатель.
- Далее, плашку надевают на трубу, а метчик вставляют в трубу. После чего, вращая рукояти воротка или плашкодержателя, ввинчивают или навинчивают метчик или плашку на трубу.
- В случае необходимости операцию повторяют несколько раз, постепенно прорезая тело трубы на глубину, равную высоте профиля резьбы.
Разумеется, нарезание наружной и внутренней резьбы происходит не одновременно, а последовательно. Впрочем, чаще всего, пользователя интересуют детали с односторонней резьбовой поверхностью – либо внутренней, либо внешней.
Механический способ нарезки резьбы выгладит проще:
- Трубу зажимают в патроне токарно-винторезного станка, в суппорте которого находится резьбовой резец.
- Станок включают, в трубе (или на трубу) делают фаску.
- После нарезки фаски к внешней или внутренней поверхности подводят резец и включают «резьбовую» подачу, предварительно настроив скорость перемещения суппорта.
Разумеется, и плашку, и метчик можно использовать и на станке, фиксируя инструменты или в передней или в задней бабке, но формирование резьбы резцом дает более качественный результат (при условии достаточной квалификации токаря).
vsetrybu.ru
Характеристика трубной и дюймовой резьб
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные Клейма цифровые и буквенные Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные с коническим хвостовиком»» Фрезы шпоночные с цилиндрическим хвостовиком»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1000»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенкеры Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей. Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESAB, ШвецияFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
amstool.ru
Дюймовая резьба: размеры, таблица, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
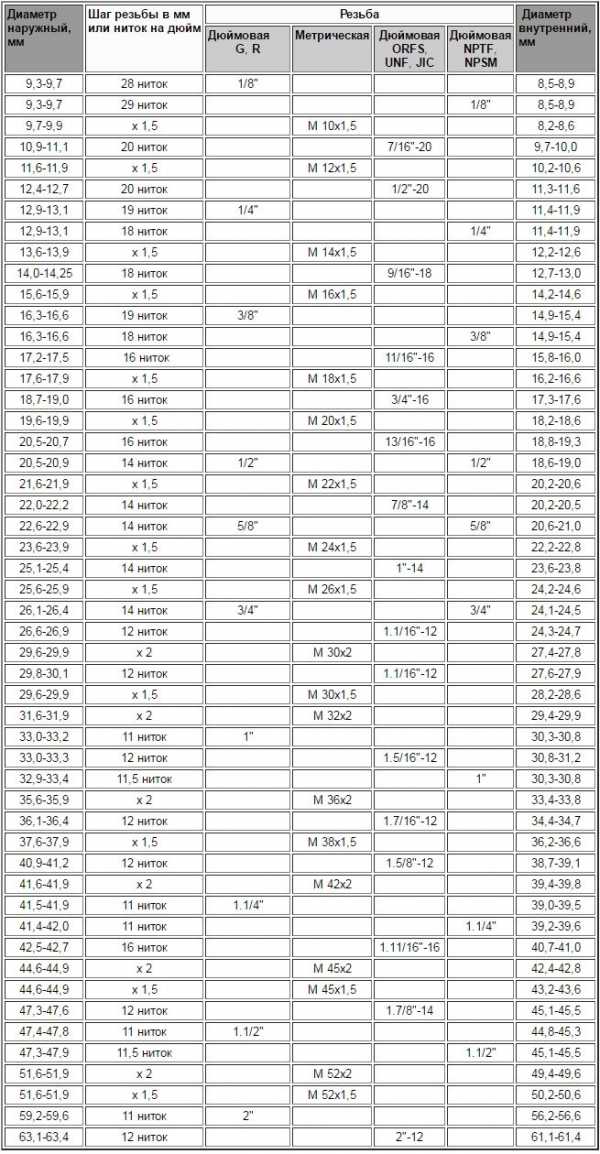
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
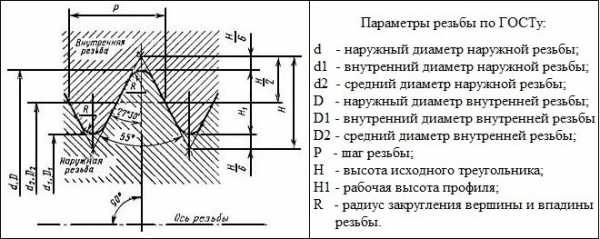
Чертеж. Основные параметры профиля по ГОСТу
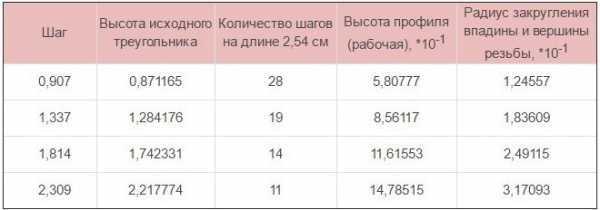
Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Таблица размеров метрической и дюймовой резьбы. Отличие метрической от трубной резьбы
Что такое метрическая и дюймовая резьба – СамСтрой
Резьба является последовательные канавки винтовой нарезки с постоянными показателями шага и сечения, наносимые на коническую или цилиндрическую поверхность. Она служит для устройства соединения труб разного назначения при помощи резьбы.
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
– наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
–внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
–шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
–высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:–цилиндрический тип;
–конический вид;
–резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резь
pellete.ru
Метрическая трубная резьба: виды, размеры |
Дюймовая резьба применяется для создания витков только в металлических трубах. Также дюймовая резьба используется в процессе производства разборных фитингов из металла и пластмассы.
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия. В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.
Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Резьба метрическая также как и дюймовая имеет стандарт по диаметрам от 1 до 180 мм. Говоря об отличиях этих двух видов, стоит отметить, что они заключаются в форме профиля виткового гребня.
Дюймовый профиль визуально выглядит более острым. Это обусловлено углом верхнего «исходного треугольника», который равен 55°.

Наружная дюймовая резьба
Также трубная резьба метрическая отличается от дюймовой исчислением значений шага и диаметра. Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Трубный дюйм же равняется 3,33 см. В обоих случаях параметр шага трубных витков отсчитывается не в миллиметрах, а в нитках.
Нитки здесь — это точное количество канавок, которые имеется на участке трубы в 1 дюйм. Так, к примеру, стандартные водопроводные магистрали имею обозначение резьбы всего в двух вариантах – 11 ниток (метрический шаг в 2,31 мм) и 14 ниток (метрический шаг в 1,8 мм).
Резьба трапецеидальная применяется при производстве всевозможных винтов. К ним можно отнести ходовые винты для режущих станков, винты гидравлических прессов, устройств для подъема и червячных передач.
Такие витки существенно отличаются от других видов визуально – они выполнены в форме равнобокой трапеции. Значение угла профиля при этом может быть равно 15, 24, 30 и 40°.
Как определить шаг и диаметр?
При определении таких значимых характеристик может быть использован такой инструмент, как:
- Калибр;
- Гребенка;
- Штангенциркуль;
- Микрометр.
В некоторых случаях функцию калибра может выполнить муфта или штуцер с нанесенными заранее внутренними или внешними витками, которые соответствуют заранее заданным параметрам.
При выполнении промера шага применяется болт, если при вкручивании в витки возникает значительное сопротивление, то они переделываются.
В том случае, если процесс происходит без трудностей и болт плотно размещается в трубе, шаг считается выполненным правильно.
При повторном создании витков процесс проходит с ориентировкой на создание большего калибра. Резьбомером пользоваться достаточно просто. Он оборудован измерительными пластинами, которые вставляются в еще не состыкованные резьбовые соединения.
Пластины напоминают маленькие пилочки, и если при приложении их к виткам профиль пластинок совпадает нарезанными на внутренней или внешней поверхности витками, то они соответствуют установленному значению.
Это значение обозначено на пластине инструмента. При помощи штангенциркуля может быть измерен только показатель внешнего диаметра витков, ту же функцию выполняет и микрометр. Специалисты рекомендуют проводить замеры наиболее приспособленными для этого инструментами – калибрами.
Нарезка наружной трубной резьбы (видео)
Способы нарезки
Как метрические, так и трубные (дюймовые) аналоги витков могут создаваться как на внутренней, так и на внешней поверхности.
Осуществляется это при помощи двух способов: механического и ручного. При реализации ручного способа используют такие приспособления как мечники и плашки.
Метчик может создавать внутренние витки, а плашка – наружные. Процесс начинается с того, что изделие прочно закрепляется в тисках, а мечник вставляется в ворот.
При использовании плашки функцию вортока выполняет плашкодержатель. После этого плашка надевается на изделие, а при использовании метчика он вставляется прямиком в отверстие трубы.
Далее вращается рукоять воротка или плашкодержателя. Если это делать метчиком, то он ввинчивается в изделие с приложением некоторого усилия.
Если нужно, то все действия повторяются еще раз, при этом постепенно будут создаваться витки в теле изделия, на той глубине, которая будет равна высоте профиля.
Внутренние и наружные витки нарезаются не одновременно, а в последовательном порядке. Однако в большинстве случаев создаются поверхности только с наружными или внутренними канавками.
Создание витков механическим способом подразумевает использование специального резца, который крепится к суппорту станка.

Шаг метрической резьбы
Перед началом работ суппорт перемещается к раю заготовки, после чего задается высота профиля при помощи подачи поперечного типа.
Далее активируется продольная подача, и суппорт перемещается к винтовой направляющей. Шаг регулируется в процессе движения суппорта в продольной плоскости.
При механическом способе также может использоваться клупп — инструмент с пластинами, имеющими гребенчатый профиль.
С помощью установленной головки создать можно 2-5 типоразмеров канавок наружного типа. После того как пластины будут установлены в головке клуппа, труба зажимается в тисках или с применением гаечного ключа.
Торец изделия обрезается под прямым углом. После запуска инструмента головка в момент вращения создает канавки на детали.
homebuild2.ru