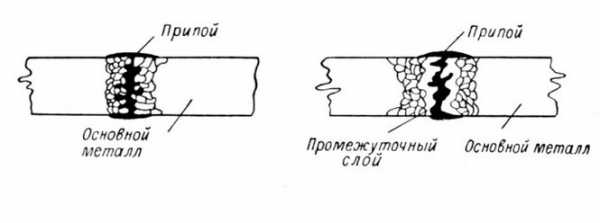
Пайка медью стали – Припой для пайки меди, алюминия, латуни, стали, нержавейки. Состав припоя для пайки. Виды припоев для пайки
Пайка меди и стали – Секрет дачи
Пайка меди – сложный процесс, который под силу только опытным слесарям. Как правило, в ней возникает необходимость при прокладке отопительных систем и разнообразных водоводов скрытого монтажа.
Это достаточно сложная и требующая специальных знаний и сноровки задача, ведь при соединении медных труб необходимо учитывать массу нюансов. Особенно важно соблюдать правильный температурный режим, чтобы не перегреть медь, так как технология пайки этого не любит.
Процесс выглядит следующим образом. Перед тем как начать паяние, трубы вставляют одну в другую. Убедившись, что внутренняя вошла на глубину не меньше, чем ее собственный диаметр, и зазор между ними составляет около 0,01-0,02 мм, можно приступать к процедуре.
Нагревание является непременным и обязательным шагом, когда идет пайка меди. Обе трубы греют горелкой по всей поверхности соединения, но припой нагревать не нужно.
На этом этапе, если вы хотите добиться надежного соединения, которое проработает много лет, нужно контролировать температуру. При перегреве металл начинает взаимодействовать с припоем и образуются нежелательные химические соединения. Это может произойти, если нагреть трубы до температуры плавления.
Но не только перегрев страшен, когда идет монтаж медных труб методом пайки. Недогрев в этом деле может нанести вреда не меньше, к тому же он значительно сокращает срок службы соединения.
Добавление припоя при пайке необходимо начинать только в том случае, если наружная и внутренняя трубы нагреты до оптимальной температуры. Если наружная нагрета сильнее, чем внутренняя, то припой будет перемещаться к более сильному источнику тепла. Если же все сделано правильно, он будет затекать равномерно и заполнять все свободное пространство.
Проверить, достаточно ли нагрета поверхность, несложно. Если твердый прут припоя, соприкасаясь с медью, плавится, значит, температура оптимальная.
Пайка меди с латунью
В случае, когда необходимо припаять к медной трубке латунную, подход в общих чертах тот же, что и с медью, но отличия определенные все же есть. В первую очередь — это изменения в процессе подготовки поверхностей. Если у вас на повестке дня пайка меди с латунью, на место соединения наносится немного флюса. Он смачивает места соединения и обеспечивает хорошее сцепление припоя. Но после окончания процедуры необходимо с помощью горячей воды и щетки удалить остатки флюса, иначе он может вызвать коррозию.
Сталь с другими металлами
Если у вас имеется какая-то стальная деталь, к которой необходимо припаять элемент, выполненный из другого металла, то выполняется эта задача по правилам, озвученным в первых частях. Но и тут есть свои нюансы. Для такой работы вам обязательно понадобится серебряный припой. Его необходимо нанести, до того как соединение будет разогрето. Тогда в процессе пайки серебро начнет проникать в зазоры между спаиваемыми частями. Не забудьте окунуть пруток с припоем во флюс до начала работы. Если этого не сделать, цинк окислится, и результаты вас не обрадуют. После того как завершится пайка, флюс необходимо тщательнейшим образом удалить с соединений. В противном случае коррозия гарантирована.
9 правил пайки
- Если вы хотите максимально качественно прогреть и очистить место соединения, используйте горелку с уменьшающимся факелом пламени.
- Обязательно зачищайте поверхность перед пайкой, не забывайте про обезжиривание.
- Контроль зазоров и расположения деталей должен быть самым тщательным.
- На наружную поверхность необходимо наносить немного флюса.
- Обязательно надо нагревать детали, но главное — не перестараться.
- Проверить равномерность распределения припоя следует с помощью горелки.
- Флюс после окончания работы надо смыть щеткой под струей воды.
- Нагревать детали нужно быстро, в противном случае им грозит перегрев.
- Если вы хотите сохранить здоровье, обеспечьте вентиляцию при работе.
Видеоурок: Набор для пайки автомобильный
Не один ремонт не обходится без пайки, даже в автомобиле, если нужно к примеру, подпаять клемму или спаять провода, то без хотя бы простого паяльника здесь не обойтись, а лучше если есть целый набор, который и рассмотрим на примере автомобильного набора для пайки российского производителя Векта 21 Век. Набор предназначен для лужения и пайки низкотемпературными припоями и включает в себя классический электрический паяльник ЭПСН мощностью 40Втинапряжением 12В, поэтому можно производить работы запитываясь от бортовой сети автомобиля, через, входящий в комплект, адаптер под “прикуриватель”. Так как жало паяльника медное, то его можно затачивать надфилем или напильником под любым углом, придавая ему нужную форму для пайки. Паяльные флюсы, входящие в набор, позволяют проводить работы с различными материалами, а именно, спирто-канифольный нейтральный флюс СКФ, идеально подходит для пайки цветных металлов и сплавов, паяльной кислотой легко паять сталь, латунь и бронзу, активный флюс для алюминия легко справится с алюминиевыми проводами, удаляя с них окисную пленку, а сосновая канифоль идеально подходит для пайки и лужения медных проводов. Также в набор входит мягкий оловянно-свинцовый припой ПОС-61, 2 медных провода, к примеру для создания перемычек 2 термоусадочные трубки, для быстрой изоляции проводов после пайки.Таким образом, автомобильный набор включает в себя все самое необходимое для быстрой и надежной пайки, имея такой в своей машине, у вас всегда будет под рукой, порой очень нужный паяльный инструмент.
secretdachi.ru
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
stroy-block.com.ua
Медные припои
Медь широко используют в качестве припоя при пайке ни низкоуглеродистых и углеродистых сталей, малолегированных и легированных сталей, коррозионностойких сталей, чугуна, никеля и никелевых сплавов, а также ряда других металлов и сплавов. Низкая упругость паров меди способствует ее применению при пайке деталей электровакуумных приборов.
Медь, как и любой другой чистый металл, не имеет интервала кристаллизации, что позволяет получать плотные паяные швы без пористости. Являясь прочным и высокопластичным металлом, медь дает возможность получать прочные и пластичные швы, в том числе и в случае спаев, несогласованных по коэффициентам термического расширения.
Для пайки обычно рекомендуют использовать медь марок М0 М0б, М1р, М2р по ГОСТ 8592001, не содержащих кислород, а пайку производить в восстановительной или защитной газовой атмосфере либо в вакууме.
В окислительной атмосфере кислород диффундирует в медь с образованием закиси меди Cu2О, что может привести к появлению межкристаллитных трещин и последующему водородному охрупчиванию в процессе отжига паяного соединения в водородсодержащей атмосфере. Аналогичным образом, при пайке в восстановительной атмосфере кислородсодержащей медью марок Ml, М2, М3 присутствующая в них закись меди Cu2О восстанавливается водордом с образованием большого количества водяных паров, приводящих к пористости и охрупчиванию паяного шва; при этом происходит потеря вакуумной плотности паяного соединения.
При температуре пайки 1100…1120 С медь хорошо растекается по паяной поверхности и легко поднимается в капиллярные зазоры на большую высоту. Это используется для получения паяного соединения большой протяженности (15 мм и более), которое трудно осушить другими припоями. Соединительные зазоры при пайке медью рекомендуется иметь порядка 0,05 мм и менее.
В случаях, когда пайка происходит без флюса в вакууме, в атмосфере инертного газа, либо в водороде, паяемые металлические поверхности должны быть подготовлены к пайке – протравлены и обезжирены. Растекаемость меди по такой поверхности улучшается с увеличением продолжительности процесса пайки (рис. 1). Обычно продолжительность пребывания паяемой конструкции при температуре пайки не превышает нескольких минут.
Рис 1. Изменение угла смачивания меди М0 от времени выдержки: по молибдену (1), никелю (2), ковару (3 и железу (4). Вакуум 10-4 мм рт.ст.; температура 1100оС
Как правило, соединение, паяемое медью, более прочное, чем чистая медь (табл.1): если у меди величина временного сопротивления разрыву составляет около 200 МПа, то σb паяного медью соединения достигает 350400 МПа и более. Это обусловлено растворимостью паянного металла в меди.
Таблица 1. Технологические свойства чистой меди при пайке в вакууме*
Свойства | Величина |
Температура пайки, С | 1100…1120 |
Угол смачивания**, град: |
|
по ковару | 10 |
по стали | 9 |
по молибдену | 35 |
по никелю | 30 |
Временное сопротивление разрыву паяного встык соединения σb, МПа: |
|
стальковар | 390 |
сталь сталь | 370 |
молибденкоррозионностойкая сталь | 350 |
молибден-ковар | 320 |
молибденмолибден | 410 |
Относительное удлинение δ5, %: |
|
сталь ковар | 30 |
сталь сталь | 33 |
молибден-ковар | 2,5 |
*Упругость паров меди при температуре 700 С менее 10-8 мм рт.ст. | |
**Угол смачивания угол, образуемый касательной к поверхности капли припоя и плоскостью твердого тела. | |
Следует отметить, что жидкая медь весьма активно взаимодействует с паяемыми металлами. Жидкая медь склонна к проникновению по границам зерен железа в низкоуглеродистых и конструкционных сталях. При пайке высоконикелевых сталей, никеля и никелевых сплавов медь в расплавленном состоянии взаимодейвует с основным металлом, образуя более тугоплавкий, чем медь сплав, который при температуре пайки плохо растекается и не падает в зазоры. При пайке молибдена необходимо строго соблюдать режим пайки (температура 1100 С, выдержка не более 10 минут), так как увеличение температуры и выдержки приводят к увеличению хрупкой диффузионной зоны и к снижению прочности паяного соединения. Подобное явление происходит и при пайке титана чистой медью; в этом случае при избытке меди могут образовываться легкоплавкие структурные составляющие.
При флюсовой пайке углеродистых и малолегированных сталей в контролируемых газовых средах самым распространенным способом является пайка медью в печах с восстановительной атмосферой (водород, диссоциированный аммиак, продукты цепочного сгорания смеси воздуха с газами: генераторным, бытовым, пропаном и другими). Окисная пленка на поверхности этих сталей химически неустойчивая, легко восстанавливается в газовых средах и растворяется флюсами № 200 и № 201 (ГОСТ 23178-78). При пайке малолегированных сталей, содержащих хром и алюминий, которые образуют на поверхности стали более химически стойкие окислы, следует применять более активный флюс № 209 (ГОСТ 23178-78).
При температуре пайки чистая медь достаточно хорошо растекается по паяемой поверхности коррозионностойких сталей; при этом происходит отжиг стали. Хорошие результаты получаются при пайке коррозионностойких сталей медью в среде аргона с трехфтористым бором (BF3).
При пайке медью конструкционных сталей можно совмещать процесс пайки с закалкой и последующим отпуском; при этом сохраняется прочность основного металла и повышается прочность паяного шва. Аналогичным образом можно поступать и при пайке медью инструментальных сталей.
При пайке чугуна медь в качестве припоя применяют сравнительно редко, так как высокая температура пайки приводит к графитизации чугуна. Кроме того, при перегреве выше 900 С в процессе охлаждения может выделяться хрупкий цементит.
Применению меди в качестве припоя способствует ее относительная дешевизна по сравнению с другими припоями.
libmetal.ru
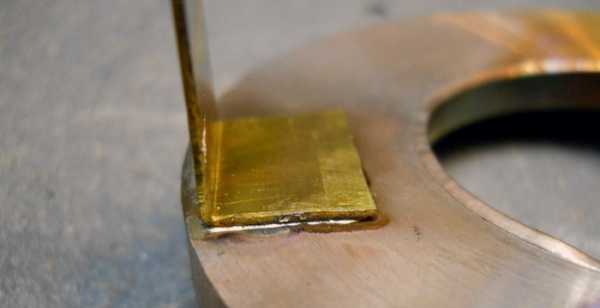
Пайка нержавейки с медью


Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.

Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал. Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.

Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно. Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.

Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.
Минусы:
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.
Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями. Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.
Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения. Стоит отметить, что данный пункт нужно выполнять достаточно быстро, нужно сделать все до того, как флюс начнет окисляться.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.
При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.

svarkagid.com
Пайка меди и стали
Домашний уют 22 октября 2012Пайка меди – сложный процесс, который под силу только опытным слесарям. Как правило, в ней возникает необходимость при прокладке отопительных систем и разнообразных водоводов скрытого монтажа.
Это достаточно сложная и требующая специальных знаний и сноровки задача, ведь при соединении медных труб необходимо учитывать массу нюансов. Особенно важно соблюдать правильный температурный режим, чтобы не перегреть медь, так как технология пайки этого не любит.
Процесс выглядит следующим образом. Перед тем как начать паяние, трубы вставляют одну в другую. Убедившись, что внутренняя вошла на глубину не меньше, чем ее собственный диаметр, и зазор между ними составляет около 0,01-0,02 мм, можно приступать к процедуре.
Нагревание является непременным и обязательным шагом, когда идет пайка меди. Обе трубы греют горелкой по всей поверхности соединения, но припой нагревать не нужно.
На этом этапе, если вы хотите добиться надежного соединения, которое проработает много лет, нужно контролировать температуру. При перегреве металл начинает взаимодействовать с припоем и образуются нежелательные химические соединения. Это может произойти, если нагреть трубы до температуры плавления.
Но не только перегрев страшен, когда идет монтаж медных труб методом пайки. Недогрев в этом деле может нанести вреда не меньше, к тому же он значительно сокращает срок службы соединения.
Добавление припоя при пайке необходимо начинать только в том случае, если наружная и внутренняя трубы нагреты до оптимальной температуры. Если наружная нагрета сильнее, чем внутренняя, то припой будет перемещаться к более сильному источнику тепла. Если же все сделано правильно, он будет затекать равномерно и заполнять все свободное пространство.
Проверить, достаточно ли нагрета поверхность, несложно. Если твердый прут припоя, соприкасаясь с медью, плавится, значит, температура оптимальная.
Пайка меди с латунью
В случае, когда необходимо припаять к медной трубке латунную, подход в общих чертах тот же, что и с медью, но отличия определенные все же есть. В первую очередь – это изменения в процессе подготовки поверхностей. Если у вас на повестке дня пайка меди с латунью, на место соединения наносится немного флюса. Он смачивает места соединения и обеспечивает хорошее сцепление припоя. Но после окончания процедуры необходимо с помощью горячей воды и щетки удалить остатки флюса, иначе он может вызвать коррозию.
Сталь с другими металлами
Если у вас имеется какая-то стальная деталь, к которой необходимо припаять элемент, выполненный из другого металла, то выполняется эта задача по правилам, озвученным в первых частях. Но и тут есть свои нюансы. Для такой работы вам обязательно понадобится серебряный припой. Его необходимо нанести, до того как соединение будет разогрето. Тогда в процессе пайки серебро начнет проникать в зазоры между спаиваемыми частями. Не забудьте окунуть пруток с припоем во флюс до начала работы. Если этого не сделать, цинк окислится, и результаты вас не обрадуют. После того как завершится пайка, флюс необходимо тщательнейшим образом удалить с соединений. В противном случае коррозия гарантирована.
9 правил пайки
Если вы хотите максимально качественно прогреть и очистить место соединения, используйте горелку с уменьшающимся факелом пламени.
Обязательно зачищайте поверхность перед пайкой, не забывайте про обезжиривание.
Контроль зазоров и расположения деталей должен быть самым тщательным.
На наружную поверхность необходимо наносить немного флюса.
Обязательно надо нагревать детали, но главное – не перестараться.
Проверить равномерность распределения припоя следует с помощью горелки.
Флюс после окончания работы надо смыть щеткой под струей воды.
Нагревать детали нужно быстро, в противном случае им грозит перегрев.
Если вы хотите сохранить здоровье, обеспечьте вентиляцию при работе.
Источник: fb.ru БизнесПрипой для пайки меди, алюминия, латуни, стали, нержавейки. Состав припоя для пайки. Виды припоев для пайки
Когда необходимо надежно скрепить между собой различные твердые соединения, то чаще всего для этого выбирается пайка. Этот процесс широко распространен во многих областях промышленности. Приходится паять и домашним ма…
Еда и напиткиМожно ли в холодильнике хранить мед и при какой температуре это делать
Мед – это ценнейший продукт пчеловодства, который обязательно нужно включать в свой ежедневный рацион. Вкусный, питательный, содержащий огромное количество витаминов, он помогает поддержать организм в зимний пер…
Еда и напиткиКлюква с медом: рецепты приготовления на зиму. Клюква с медом и лимоном
В зимнее время наш организм особенно нуждается в витаминах. Дефицит органических веществ усугубляет состояние человека: появляется раздражительность, сонливость, непонятная усталость, слабость. В итоге снижается иммун…
Еда и напиткиДо какой температуры можно нагревать мед: советы и рекомендации. Можно ли нагревать мед и теряет ли он полезные свойства
Мед представляет собой натуральный продукт, который добывают пчелы из цветочного нектара. Отличается вещество чрезвычайно богатым химическим составом. На 95% пчелиный мед состоит из углеводов, которые превосходно усва…
Еда и напиткиКориандровый мед и его полезные свойства
Большинство из нас знает о таком пряном однолетнем растении, как кориандр, называемом на Кавказе кинзой. Его ароматная зелень обогатит вкус салатов, мясных и овощных блюд, а сухие плоды этого растения широко использую…
Еда и напиткиКак готовится курица в духовке с медом и горчицей?
Курица в духовке с медом и горчицей послужит отличным горячим обедом для любого праздничного стола. Готовить такое блюдо из мяса можно по-разному. Кто-то запекает тушку птицы в целом виде, а кто-то предварительно ее н…
Еда и напиткиПирожное с медом и грушами, пирог “Тарт Татен”: рецепты с фото
Пирожное с медом и грушами – довольно вкусное и аппетитное кулинарное изобретение, десерт, в котором просто потрясающе сочетаются два этих вышеуказанных ингредиента. Любителей сладостей сегодня уже ничем не удив…
Еда и напиткиХлеб с медом и орехами. Рецепты приготовления
В нашем меню все реже стал появляться ржаной хлеб. Почему же? Раньше его готовили по государственным стандартам, и получался достаточно качественный продукт, который пользовался спросом. Сейчас же то, что продается в …
Еда и напиткиГотовим блины с медом и орехами. Секреты хозяйки
Издревле на Руси румяный блинок был не просто едой. Готовили это угощение в честь щедрого солнышка, дарящего людям свою ласку и тепло. Выпекая целые горы ароматных блинов, наши предки встречали весну. Жива эта древняя…
Еда и напиткиМаринад для индейки. Маринад для индейки целиком. Рецепт приготовления с медом и в духовке (фото)
Наверняка вы уже слышали, что мясо индейки – исключительно ценный диетический продукт. Достаточно упомянуть о том, что в нем много железа, фосфора (не меньше, чем в морепродуктах), витаминов А и Е и очень мало ж…
monateka.com
Пайка металлов
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
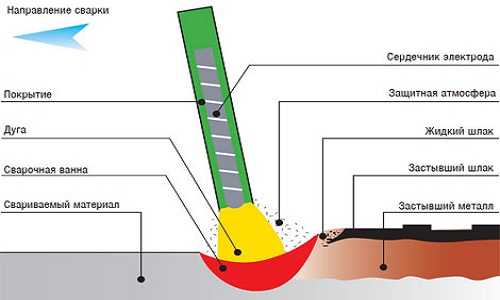
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
- температура;
- давление;
- припой.
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
- высокотемпературная;
- низкотемпературная.
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Вернуться к оглавлению
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Вернуться к оглавлению
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Вернуться к оглавлению
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
- олово;
- свинец;
- серебро;
- медь;
- никель;
- палладий.
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Вернуться к оглавлению
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
- ПОС 40;
- ПОС 30;
- ПОС 4-6.
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Вернуться к оглавлению
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
expertsvarki.ru
Пайка металлов » Использование меди в пайке
Одним из твердых припоев, широко применяемых в промышленности, особенно при пайке сталей в печах с газовой средой, является медь. Она как чистый металл не содержит легкоиспаряющихся компонентов, хорошо затекает в зазоры между паяемыми деталями и обеспечивает высокую прочность и пластичность паяного шва.
Кроме того, окислы меди хорошо восстанавливаются в атмосфере водорода. При этом паяный шов не имеет водородной хрупкости, ибо в результате пайки образуется новый сплав, на который атмосфера водорода не оказывает вредного влияния. Для выполнения пайки употребляется техническая медь в виде проволоки, отрезков, лент, фольги и т. д.
Марки меди, используемой в качестве припоя:
Марка: М1 М2 М3
Содержание меди, %: 99,9 99,7 99,5
Висмут, %, не более: 0,002 0,002 0,003
Свинец, %, не более: 0,005 0,01 0,05
Чистая медь в прокатанном и отожженном состоянии имеет Сигма_В=25-27 кг/мм*2 и Бета= 40-50 %.
Медь плавится при температуре 1083гр. Пайка осуществляется при температуре 1100-1200гр. в зависимости от марки основного металла. Прочность соединения, паянного медью, составляет 30-35 кг/мм*2 при высокой пластичности шва.
Медь как припой может быть использована для пайки главным образом в восстановительной атмосфере всех сталей: малоуглеродистых, с большим содержанием углерода, конструкционных, быстрорежущих и др. Наличие в стали хрома, алюминия и кремния ухудшает их паяемость медью в атмосфере водорода.
Однако при хорошей очистке газа от кислорода и воды пайка этих сталей медью не представляет трудности. Стали, содержащие вольфрам, молибден, карбиды вольфрама, не снижают своей прочности при пайке медью в атмосфере восстановительного газа. Стали с небольшим содержанием никеля хорошо поддаются пайке медью. При пайке сплавов, содержащих большое количество никеля, медь начинает диффундировать в сплав еще до плавления. Поэтому пайку медью таких сплавов нужно вести быстро.
Следует отметить, что медный припой имеет один существенный недостаток – высокую температуру пайки (1100-1200гр.). Такая температура пайки металлов невыгодна, так как требует повышенных затрат энергии на нагрев и, главное, вызывает заметное снижение механических свойств стали вследствие изменения ее структуры.
С целью изыскания твердых припоев с относительно низкой температурой плавления и не содержащих легкоиспаряемых компонентов были исследованы сплавы на основе меди, в первую очередь бронзы различных марок и латуни.
paika-metallov.ru