Как алюминий припаять к меди – Пайка алюминия в домашних условиях газовой горелкой и паяльником с использованием оловянно-свинцовых припоев
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.

Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.

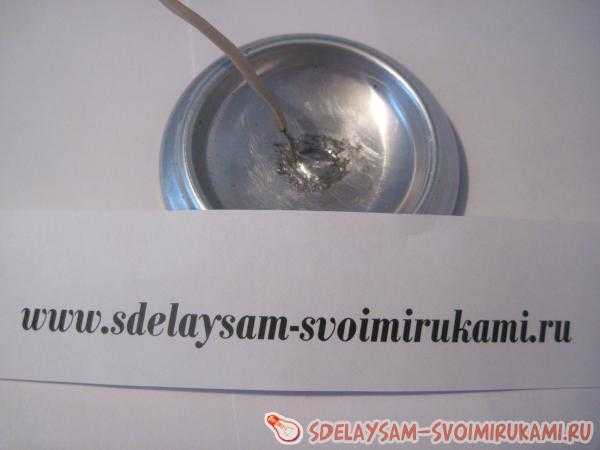
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.


Куском наждачной бумаги зачищаем место пайки до блеска.

Наливаем на это место немного масла.

Далее растираем наждачной бумагой масляное пятно.

Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.

Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.

Медный провод припаивается к залуженному алюминию очень легко.

Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.

Далее провод нужно окунуть в масло и тереть наждачной бумагой.

Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.

Провод то же прекрасно паяется к алюминиевой банке.

Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
sdelaysam-svoimirukami.ru
Пайка алюминия в домашних условиях паяльником
В настоящее время в электробытовой технике стали широко использовать алюминий и его сплавы, как, например, алюминиевые электрические провода и т. д. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия в домашних условиях оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на заслуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы).
2. Пайка листового алюминия или его сплавов призводится следующим образом: на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нягретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность алюминиевой детали предварительно омедняют, используя простейшую установку для гальванического покрытия, описанную ранее. Но можно сделать проще.
— +
Рис. 1
Для этого берётся толстая кисточка для акварельных красок, и её металлический ободок, касаясь волосков, обматывается голым медным проводом (рис. 1). Другой конец провода присоединяется к положительному полюсу источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор). Алюминиевая деталь подключается к отрицательному полюсу. Место пайки зачищают шлифовальной шкуркой. Приступая к покрытию детали, кисть нужно хорошенько смочить в насыщенном растворе медного купороса, и водить ей по детали, как при покраске. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью н другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса, представляющего собой смесь олеиновой кислоты и йодида лития.
<<<Назад*
Особенности лужения медных и алюминиевых проводов
- Этапы залуживания
- Лужение алюминиевых проводов
Чтобы получить при пайке оловянно-свинцовым припоем надежное соединение, необходимо зачистить и облудить провода.
Если пренебречь данными действиями, то маловероятно, что спайка получится качественной и долговечной.
В первую очередь следует подготовить паяльник, при необходимости провести его обслуживание: удалить ножом окалину, зачистить жало паяльника на мелкозернистом наждачном круге или с помощью надфиля.
До начала пайки паяльник нужно прогреть до рабочей температуры. Затем следует опустить жало в канифоль, коснуться твердого олова или оловянно-свинцового

припоя.
Если на жале паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Все металлы, находящиеся в воздухе, окисляются. Их поверхность покрывается оксидной пленкой, которая препятствует смачиванию металла расплавленным припоем. Поэтому все спаиваемые поверхности нужно зачистить до металлического блеска ножом или мелкой наждачной бумагой, дополнительно можно обезжирить растворителями.
Паяльником нужно прогреть провод, нанести на него канифоль, неторопливыми движениями втереть в него припой.
Если весь участок проводника равномерно пок
роется припоем, залуживание можно прекратить.
Лужение проводов из меди особых проблем не доставляет. Даже начинающие паяльщики справятся с этой работой. Но далеко не все умельцы знают о том, как залудить провод из алюминия.
Алюминиевый провод в домашних условиях паять сложно, многие умельцы за такую работу не берутся.
Как спаять алюминий
Проблема в том, что если удалить оксидную пленку, то алюминий в воздухе практически моментально окисляется и пленка восстанавливается. Но, проявив терпение, можно получить достаточно качественную спайку.
Несколько рекомендаций, как правильно лудить алюминиевые провода:
- приготовить флюс, растворив в диэтиловом эфире канифоль;
- подготовить стальные опилки;
- зачистить провод обычным способом;
- сразу же нанести на провод флюс;
- посыпать место пайки металлическими опилками;
- тщательно выполнить облуживание, втирая припой в алюминий.
Металлические опилки играют роль абразивных частиц и постоянно разрушают образующуюся оксидную пленку.
По мере необходимости их нужно подсыпать на место спайки.
 Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным.
Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным.
Профессионалы предпочитают использовать специальные припои и флюсы. Паяемая проволока в этом случае должна прогреваться не паяльником, а газовой горелкой или паяльной лампой. Температура нагрева припоя и облуженного провода должна быть не менее 600°С.
Еще один простой способ, как лудить провода алюминиевые с помощью проводов медных.
Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт. На зачищенный алюминий в месте спайки наносят несколько капель медного купороса и обматывают его несколькими витками медного провода.
К отрицательному полюсу источника тока подключают алюминиевый проводник, а медный — к положительному. В цепи возникает электрический ток, происходит электролиз, алюминиевый проводник покрывается тонким слоем меди. На алюминиевом проводнике образуется слой, залуженный медью. Такой способ нельзя применить для залуживания массивных деталей, но для паяния тонких проводников он вполне сгодится.
Если нет медного купороса, его можно заменить соляной кислотой.
В месте предполагаемой пайки нужно с нажимом двигать медным проводником. Электролиз в этом случае протекает более эффективно. Но нужно помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работы его нужно промыть чистой водой или слабым раствором щелочи.
Кожа — Алюминий
Алюминиевая форма не используется для облегчения пайки и производится после цинковой обработки продукта и. [1]
Для пайки и лужения алюминия используйте ультразвуковой паяльник.
Алюминий в воздухе, как известно, быстро покрывается слоем оксидной пленки, что предотвращает склеивание припоя с металлом. Под действием ультразвука оксидная пленка разрушается и удаляется с поверхности алюминия. [2]
Особенно трудно закалить алюминий. Ультразвуковое тушение, используемое для пайки узкими швами, не подходит для прореживания больших поверхностей, таких как алюминиевые шины.
На заводе «Динамо» они разработали метод абразивных и абразивных кристаллических деталей алюминиевой шины. [4]
Особенно сложно очистить алюминий. Ультразвуковое упрочнение, используемое для пайки узкими манометрами, не подходит для прореживания больших поверхностей алюминиевых шин. [5]
Особенно сложно очистить алюминий.
Ультразвуковое упрочнение, используемое для пайки узкими манометрами, не подходит для прореживания больших поверхностей алюминиевых шин. На заводе «Динамо» они разработали метод абразивных и абразивных кристаллических деталей алюминиевой шины. [6]
В дополнение к ультразвуковым паяльным аппаратам для абразивной обработки алюминия применяются абразивные растворители. В отличие от обычных паяльников, абразивные шлифовальные детали 5 (рис.
68), спрессованный из порошка припоя и асбеста, который играет роль абразива. [8]
Проблемы при пайке, сварке и фрезеровании алюминия и его сплавов, объясняемые наличием на их поверхности чрезвычайно устойчивой оксидной пленки, могут быть легко устранены ультразвуком. [10]
В дополнение к ультразвуковым паяльным аппаратам для абразивной обработки алюминия применяются абразивные растворители.
В отличие от обычных электрических паяльников абразивные шлифовальные машины имеют рабочую палочку 5 (фиг.68), спрессованную из порошка припоя и асбеста, которые играют роль абразива.
[12]
Важным преимуществом над вышеупомянутыми способами калия алюминия является использование ультразвука.
[13]
Ультразвуковые пайки используются для пайки и лужения алюминия.
Рубрика: «Работа с металлом»
Алюминий в воздухе быстро покрывается слоем оксида, который предотвращает склеивание припоя с металлом. Под действием ультразвука оксидная пленка измельчается и удаляется с поверхности, посредством чего припой открывается для доступа к алюминиевой поверхности. [15]
Страницы: 1 2
Спаять какие либо металлические детали в домашних условиях – дело нехитрое, многие мальчишки, особенно увлеченные радиотехникой, легко с этим справляются. Для пайки, или лужения, необходим собственно паяльник (самый примитивный, требующий нагрева на источнике тепла или более совершенный – с регулируемой температурой), припой, флюс и канифоль.
Подготовленные к пайке детали зачищают и обезжиривают с помощью наждачной бумаги, бензина или растворителей.
Затем на поверхность наносят флюс, который предотвращает процессы окисления на спаиваемых деталях.
С помощью паяльника, жало которого предварительно опускают в канифоль, на место спайки наносят припой.
Как паять алюминий самому
Однако, не все так просто — некоторые металлы и сплавы с трудом поддаются пайке.
Как паять алюминий? Вся сложность в том, что алюминиевые сплавы окисляются на воздухе за доли секунды, образуя пленки, делающие пайку обычными способами невозможной.
Однако существует метод, позволяющий спаять алюминиевые поверхности при помощи самого обычного паяльника, припоя и канифоли.
Пайка алюминия потребует наличия достаточно мощного паяльника (60-100 Вт), так как у этого металла очень хорошая теплопроводность.
Возможно, потребуется дополнительно прогреть спаиваемые детали над пламенем газовой плиты.
Секрет в том, что место спайки натирается кирпичом, песком, строительным раствором и сразу же заливается канифолью.
Жалом паяльника протираем спаиваемые детали, удаляя оксидную пленку.
В результате, без особых затрат получаем очень прочное соединение.
Припой для алюминия, состоящий из олова и цинка (олова и висмута), вкупе с флюсом из парафина и стеарина также дает хороший результат, если место спайки защитить от окисления канифолью.
Чем паять алюминий, если речь идет о проводах? В этом случае, вероятно можно вовсе обойтись без спайки: например, воспользоваться клеммником.
Если нужно соединить провода в ограниченном пространстве, куда клеммную плашку, или подобный соединитель поместить невозможно?
Тогда лучше просто сделать скрутку (намотать провод оди на другой) и спаять обжать пассатижами.
Флюс для пайки алюминия, активный, на основе ортофосфорной кислоты, сегодня вполне доступен.
Купить его можно в любом магазине, торгующем разного рода радио — и электронными деталями и комплектующими.
Пожалуй, это самый простой и эффективный способ спаять алюминий.
Еще по теме:
Состав флюсов для высокотемпературной пайки приведены в соответствующем разделе.
В таблице приведены состав, температурные интервалы активности и назначение некоторых флюсов, разработанных с 1973 по 1984 г. Среди органических кислот и других веществ, пригодных в качестве активатора флюсов для пайки алюминия и его сплавов при температуре <300 °С, пригодны только алифатические кислоты, их амиды, а также триэтаноламин, имеющий свойства основания.
Среди алифатических кислот наиболее активны одноосновные кислоты: стеариновая, элаидиновая, олеиновая, лауриновая, коприновая, каприловая, капроновая, валериановая, масляная, пропионовая, уксусная, муравьиная. Активность этих кислот повышается с увеличением их относительной молекулярной массы и температуры плавления. При взаимодействии их с оксидом Al2O3 протекают следующие реакции:
Al2O3 + 6RCOOH → 2 (RCOO)3Al + ЗН2O (1)
2Al + 6RCOOH → (RCOO)3Al + ЗН2 (2)
Наиболее энергично протекает реакция с муравьиной и уксусной кислотами, менее энергично с капроновой кислотой.
Однако введение этих кислот во флюсы мало перспективно вследствие их интенсивного выкипания при температуре пайки и снижения энергии разрыва связи СОО—НС — с возрастанием молекулярной массы кислоты. Соли карбоновых кислот, получаемые по реакциям (1) и (2), термически неустойчивы. Например, уксуснокислый алюминий разлагается при температуре 200°С.
| Марка или номер флюса | Состав флюса, % | Температурный интервал активности,°С | Примечание |
| 1 | 4—7 борофтористого аммония; 4—7 борофтористого кадмия; эпоксидная смола остальное | <450 | Для пайки алюминия и сплава Al — 2 % Mg(АМг2). Высокая коррозионная стойкость |
| Ф59А | 10±0,5 фторобората кадмия; 2,5±0,5 фторбората цинка; 5±0,5 фторбората аммония; 82±1 триэтаноламина | 150—320 | Для пайки алюминия или сплава АМц с медью и сталью припоями на основе: Sn — Zn, |
| Ф61А | 10 фторбората цинка; 8 фторбората аммония; 82 триэтаноламина | 150—320 | Для пайки алюминия, бериллиевой бронзы, оцинкованного железа, меди припоями на основе Sn — Zn, Zn — Cd |
| Ф54А | 10 фторбората кадмия; 8 фторбората аммония; 82 триэтаноламина | 150—320 | |
| 3 | 7 бромида висмута; 47,9 уксусной кислоты; 55,1 олеиновой кислоты | <380 | Для лужения в жидком олове более активен, чем флюс Ф54А |
| 4 | 4,2—10 иодида титана; 16,8—22 канифоли; капроновая кислота — остальное | <350 | Для лужения алюминиевых сплавов слабокорро-зионно-активен |
| 5 | 1,5 триэтаноламина; 4 салициловой кислоты; 94,5 этилового спирта | 150—320 | Для пайки алюминия с медью, бериллиевой бронзой, оцинкованным железом припоями на основе Sn —Zn и Zn —Cd |
| 6 | 30 г иодида лития; 200 мл олеиновой кислоты | <450 | Для пайки алюминия |
| 7 | 4,2—10 иодида титана; 16,8—22 канифоли; капроновая кислота — остальное | <450 | |
| 8 | 5—8,6 BiBr2; 23—39,8 капроновой кислоты; канифоль — остальное | <450 | |
| 9 | 10—15 тетрафторбората цинка; триэтаноламин остальное | ≥350 | Для пайки алюминиевых проводов с изоляцией (повышает ее стабильность) Для пайки алюминия |
| 10 | 7,5 фторгидрата анилина; 92,5 канифоли | <250 | |
| 11 | 83 триэтаноламина; 9 фтор-бората кадмия; 7 кислого фтористого аммония; 1 канифоли | > 150 |
Среди двуосновных предельных кислот, более сильных, чем одноосновные, первые три члена гомологического ряда кислот (щавелевая, малоновая, янтарная) не обладают активностью при пайке алюминия, что обусловлено декарбоксилированием их при нагреве.
Высшие кислоты имеют во флюсах такую же активность, как и одноосновные кислоты, с тем же числом атомов в радикале.
Ангидриды кислот не активны при пайке. Более высокую активность во флюсах для пайки алюминия имеют галогензамещенные кислоты, что объясняется одновременным воздействием на оксид алюминия как карбоксильной группы, так и атома галогена.
Обнаружено, что активны во флюсах некоторые твердые аминокислоты: α-аминопропионовая и фениланитрониловая, которые обеспечивают хорошее растекание припоя.
С учетом физических свойств, степени токсичности и активности во флюсах среди органических кислот наиболее пригодными можно считать высшие жидкие незамещенные кислоты, их твердые аналоги и аминокислоты.
Флюсующая способность смесей кислот в любых соотношениях не превышает активности компонента с наиболее высокой молекулярной массой.
Салициламид и мочевина по активности равноценны действию капроновой или элаидиновой кислоты.
Добавка солей в кислотные растворы
Активность аммонийных солей органических кислот близка к активности исходных одно- и двуосновных кислот. Эти соли имеют преимущества перед амидами — меньшую летучесть при пайке и лучшую растворимость в кислотах.
Характерно, что введение органических кислот и их производных в триэтаноламин не повышает его активности при флюсовании алюминиевых сплавов.
Дальнейшее повышение флюсующей активности кислотных органических растворов достигается при добавке в них галлоидных солей аминов или металлов.
Введение в дециловый спирт (температура кипения 231°С) LiI и SnCb или в капроновую кислоту (температура кипения 205°С) LiBr, LiI, NaI, SnCb в виде кристаллогидратов активирует раствор.
Введение в кислотные флюсующие растворы солей 95 %-ного этилового спирта дезактивирует их из-за вытеснения воды по реакции:
Al (OR)3 + 3h3O → Al (ОН)3 + 3ROH.
Однако присутствие кристаллизационной воды в спиртовом растворе хлорида олова не влияет на активность его при пайке
Реактивные органические флюсы
Для пайки алюминия легкоплавкими припоями были предложены реактивные органические флюсы.
Основой этих флюсов является органический аминоспирт триэтаноламин, а активаторами фторбораты тяжелых металлов и аммония. В местах контакта фторборатов с алюминием через несплошности в оксидной пленке Al2O3 высаживаются металлы: кадмий и цинк. Остатки триэтаноламина в процессе нагрева переходят в инертное вещество смолообразного вида, не вызывающее коррозии паяных соединений. Эти флюсы и их остатки после пайки имеют рН = 8, что также подтверждает их некоррозионно-активность.
Все эти флюсы не отличаются по коррозионной активности при пайке алюминия, но при пайке его со сплавом АМц, медью и ее сплавами наиболее эффективным является флюс Ф59А. Температурный интервал активности этих флюсов 150—300°С. Флюсы этого типа непригодны для пайки в нахлестку с укладкой припоя у зазора деформируемых сплавов АМг, Д1, Д16, В95 и литейных алюминиевых сплавов. Ими можно пользоваться только при облуживании паяемой поверхности алюминия с последующей пайкой, например с флюсом ЛТИ-120.
При этом температура между паяемыми деталями при пайке не должна отличаться более чем на 10°С.
Как паять алюминий паяльником
Остатки флюсов легко смываются водой или протираются влажной салфеткой, смоченной водой или этиловым спиртом, и не вызывают сколько-нибудь заметной коррозии в течение более 1000 ч. Исследования показали, что по сравнению с флюсами, содержащими в качестве растворителя уксусную, капроновую, олеиновую, лауриновую кислоты, а в качестве активатора хлорид висмута, флюс Ф54А обеспечивает большую площадь растекания припоя П250А по алюминию АД1; но он менее активен при пайке коррозионностойкой стали, латуни и меди, чем флюсы, содержащие хлорид висмута.
Флюсы Ф54А, Ф59А и Ф61А пригодны для пайки в указанном интервале температур припоями П200А, П250А, П300А, П170А и П150А.
Для этого используют терморегулирующие электропаяльники, индукционный нагрев, а также пайку погружением в расплавленный припой. Недопустима пайка с этими флюсами при нагреве открытым пламенем из-за возможности их сгорания. При температуре выше 350 °С в паяных швах соприкасающихся соединений, выполненных этими флюсами, образуются непропаи. При быстром нагреве (электроконтактным, индукционным способами) в среде чистого аргона пайка с этими флюсами возможна при температуре 320 °С.
Есть данные о применении для пайки алюминиевых сплавов легкоплавкого припоя Sn — (8—15)% Zn— (2—5)% Pb с температурой плавления 190°С с флюсом в виде раствора борно-фтористого и фтористого аммония в моноэтаноламине.
Во флюсах для низкотемпературной пайки алюминия и его сплавов вместо канифоли предложено использовать пентаэритрит бензоата, который более термостоек, чем канифоль, а остатки его некоррозионно-активны и в виде эластичной пленки предохраняют паяные швы от окисления. В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой П250) не разрушаются в солевом растворе в течение 200 суток. Припой из проволоки (Sn—Pb—Ag) с сердцевиной из указанного флюса пригоден для пайки всех алюминиевых материалов, в которых содержится менее 3 %Mg и 3% Si.
У мастеров нет проблем с пайкой медных, латунных и стальных проволок и деталей, но если нам приходится иметь дело с алюминиевыми поверхностями, припой не держит продукт, а пайка превращается в пытку. Проблемы вызваны тем, что на поверхности этого металла образуется тонкая, но очень сильная оксидная пленка Al2O3. Эту пленку можно механически удалить — например, для чистки продукта с помощью наклейки для ногтей, но когда он соприкасается с воздухом или водой, металл сразу будет покрыт пленкой.
Несмотря на проблемы, с которыми мы сталкиваемся, алюминиевые изделия могут быть спаяны. Существует несколько способов припаять алюминий.
Пайка алюминиевых сплавов
Отличные результаты можно получить со следующими сплавами:
- две части цинка и восемь штук олова
- один кусок меди и 99 штук олова
- один кусок висмута и 30 штук олова
Перед пайкой, как сплав, так и деталь должны быть хорошо нагреты.
Следует также помнить, что в этом методе пайки следует использовать паяльную кислоту.
Алюминиевая пайка со специальными токами
 Стандартные токи не растворяют оксидную пленку на поверхности алюминия, поэтому должны использоваться специальные активные токи.
Стандартные токи не растворяют оксидную пленку на поверхности алюминия, поэтому должны использоваться специальные активные токи.
Алюминиевый паяльный флюс используется для работы с плоскогубцами с рабочей температурой 250-360 градусов. Этот поток, во время пайки и упрочнения, очищает оксидную пленку, очищает поверхность металла и, следовательно, припой лучше распространяется по поверхности.
Все это приводит к созданию более плотного и более прочного соединения расплавленных частей. Избытки этого потока можно легко удалить растворителями, спиртом или специальными жидкостями.
Этот поток также можно считать универсальным, поскольку его можно использовать для обработки никеля, меди, нержавеющих сталей и т. Д.
Другие способы пайки алюминия
Существуют также нестандартные способы решения этой проблемы, например:
- Тщательно очистите паяльник от алюминиевых изделий и добавьте несколько капель концентрированного сульфата меди.
Небольшой кусок медной проволоки, очищенный по кругу с диаметром, равным точке пайки, и свободный конец провода подключается к выходу батареи «плюс» для 4,5 вольт. Часть проволоки с кругом качения падает на небольшое количество сульфата меди. Минус-батарею следует подключить к той части, на которой определенный слой меди будет установлен через определенное время.
Как припаять алюминий с помощью жестяной банки
После высыхания в эту комнату вы можете обычно сваривать необходимые детали или провода.
- В этом случае используйте абразивный порошок с небольшим количеством трансформаторного масла до получения жидкой пасты.
Эта паста используется для рафинированных паяльных изделий. Затем паяльник хорошо поджарится и нанесите эти места, пока оловянный слой не будет разделен на поверхности. Затем промойте детали, а затем припаяйте обычным способом.
- Этот метод требует трансформатора.
Его минус связан с продуктом, а к соединению подключен медный провод большой части, состоящий из небольших сосудов. Если вы подключите этот провод к месту будущей пайки в течение короткого времени, будет изготовлена микропайка из меди и алюминия, которая в будущем позволит проводу подключаться обычным способом.
Для упрощения процесса вы можете использовать паяльную кислоту.
Паяльная алюминиевая посуда (без паяльника)
В некоторых потребностях домашних хозяйств используются алюминиевые аксессуары, иногда ломается и не покупается новый (что очень дорого), вы можете исправить эти продукты пайкой без паяльника.
Следующий способ подходит для герметизации небольших отверстий (диаметром до 7 мм).
- Точку пайки следует очищать металлическим блеском с помощью шлифовальной бумаги или файла. Если контейнеры эмалированные, вокруг эмали отверстия необходимо удалить в радиусе 5 миллиметров.
Для этого свет касается молотка из контейнера, который отбрасывается эмалью. Затем необходимо очистить металл.
- Точка пайки смазывается выдутой кислотой или покрыта земной канифолью. С внутренней стороны кусок горшка помещается на отверстие, а затем нагреватель нагревается над огнем плиты.
Если контейнеры эмалированы, предпочтительно нагреть их над лампочкой — это позволяет больше нагревать место, поэтому другие губки не нагреваются нагревом.
- При нагревании слизь расплавляется и закрывает отверстие в кастрюле.
В то же время паяльник не нужен.
stroitel12.ru
особенности процесса, разновидности флюса и припоев, как запаять трубу
 Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
 Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
220v.guru
Чем паять алюминий в домашних условиях

Флюс для пайки алюминия
Когда-то в давние времена я думал, что пайку алюминия производят на заводах и в домашних условиях ее не делают. Однако со временем это заблуждение развеялось. Эта статья о том как паять алюминий в домашних условиях и о том, чем паять алюминий.
В школе раньше затрагивалась тема алюминия на уроках химии и физики о его свойствах, он обладает прекрасными электропроводными свойствами, теплопроводностью, но очень плохо поддается пайке. Трудность его пайки связана с тем, что на зачищенной поверхности моментально образуется оксидная пленка, весьма стойкая к различным агрессивным средам.
Припой
Как-то раньше встречал такую информацию, что пайку производят припоем состоящим из олова и цинка или олова и висмута. Однако практика показывает, что он вполне нормально паяется обычными припоями ПОС 40 и ПОС 60. Чем паять, не важно, главное как.

Механическая прочность такой пайки небольшая, но в основном требуется не прочность, а электропроводность стыка. Чем еще можно паять алюминий кроме этих припоев не скажу, не пробовал. Можно паять и свинцом, главное, что бы хватило мощности паяльника и нагревался он до достаточной температуры.
Паяльник
Как уже было упомянуто выше алюминий обладает повышенной теплопроводностью, не зря из него делают радиаторы охлаждения. Поэтому для пайки больших элементов, мощность паяльника должна быть большой 100 — 200 Вт. Если конечно это два небольших провода, то возможно будет достаточно мощности в 60 — 100 Вт.

Флюсы
Сейчас с выбором средств нет проблем, а раньше чем только не приходилось пользоваться, что бы залудить алюминий — аспирином, техническим вазелином, солидолом. Я для пайки алюминия в домашних условиях остановил свой выбор на двух хороших флюсах Ф-64 и ФТБф — А , так же неплохие результаты у флюса ФИМ. Это самое главное пожалуй, чем лучше флюс, тем легче пайка.
Главное не нарваться на подделку, а такого сейчас хватает, купишь такой «Флюс для пайки алюминия», а он не куда не годиться. К стати, к вопросу, чем еще можно залудить алюминий, существует такой флюс Ф-34, это можно сказать как раз по составу и есть аспирин. Залудить алюминий можно и «паяльным жиром»
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким.
Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик.
Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача. Немного практики и все.
admin 23.01.2014
data-matched-content-rows-num=”4,8″ data-matched-content-columns-num=”1,4″ data-matched-content-ui-type=”image_stacked” data-ad-format=”autorelaxed”>
xn--80aanab4adj2bicdg1q.xn--p1ai
Пайка алюминия в домашних условиях, используя олово и обычный паяльник
 Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Процесс пайки алюминия
Подготовка изделия
 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
instrument.guru
Как паять медь: припои, флюсы, методы, технология
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.

Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.

Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
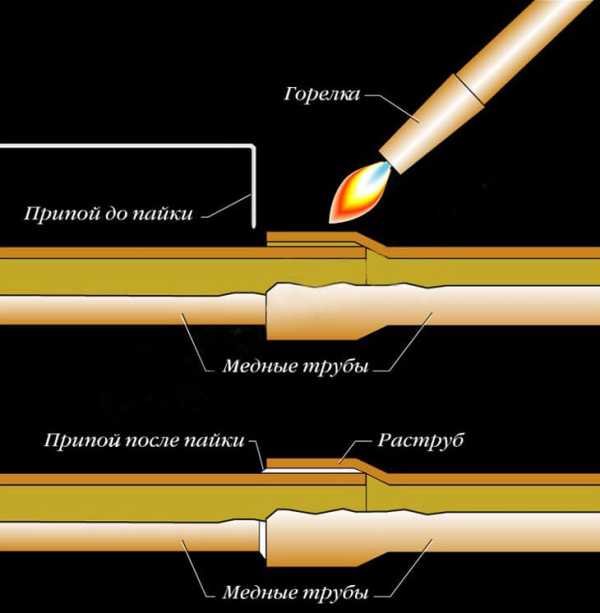
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.

Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
oxmetall.ru
Как паять медь паяльником — Как припаять алюминий к меди? — 22 ответа
Как припаять алюминий к меди
В разделе Железо на вопрос Как припаять алюминий к меди? заданный автором Ёергей лучший ответ это никак!
аллюминий не паяется в принципе.
можно приплавить попытаться…. паяльной лампой.
Привет! Вот подборка тем с ответами на Ваш вопрос: Как припаять алюминий к меди?
Ответ от Запросто[гуру]
фолга и обжать
Ответ от Ѐашид Габбасов[гуру]
Припой на основе кадмия. Известен давно.
Ответ от Невролог[гуру]
Кинь в костёр ))
…
Приплавит – наглухо! 😉
Ответ от Правосознание[гуру]
действительно лучще болтовым соединением через шайбу как и говорили. а паяют припоем ЦОП. Паяльник мощный или горелка. в качестве флюса бура используется.
Ответ от ЁУХОЙ Сушенов[гуру]
флюсом
Ответ от Андрей[гуру]
Пайка алюминия осуществляется следующим образом.
Место спая очистите до блеска металла, затем возьмите на зубчики нагретой насадки канифоль и поднесите ее к месту, которое надо облудить. Как только капля канифоли начнет покрывать деталь, медленными и короткими движениями начинайте скоблить насадкой место лужения. Очищенная поверхность (с которой удалена окись алюминия) покроется флюсом. Таким методом очищается вся поверхность спая. Затем облудите очищенное место. Делается это так. Возьмите на паяльник каплю олова, предварительно посыпанную канифолью, и поднесите ее к месту лужения. Облуженное место иногда получается шероховатым, в таком случае паяльником следует снять всю шероховатую массу. (Это пористое олово, смешанное с частицами окиси алюминия, которая образуется из-за недостатка флюса при воздействии кислорода при высокой температуре. ) После удаления окисленного олова с детали припаиваете к ней другую, подготовленную таким же образом деталь (если она алюминиевая) . На место спая насыпьте канифоли, а затем возьмите на паяльник каплю олова и поднесите ее к спаю. Как только олово смочит место спая, паяльник уберите. Перед повторным поднесением паяльника к спаю спай снова посыпьте канифолью.
Алюминий имеет большую теплопроводность, и процесс пайки поэтому начинается не так быстро, как при пайке жести. При пайке, а особенно при лужении, держите хорошо нагретый паяльник на одном месте до тех пор, пока не начнет плавит
Ответ от Ёергей Половной[гуру]
Надо специальный флюс для аллюминия
Ответ от Jenxp[гуру]
включить паяльник, когда нагреется окунуть его и кончики проводов в канифоль, потом в кусочек олова и припаяется. больше тут нечего делать
Ответ от Ёергей Курбанов[гуру]
Алюминий НЕ ПАЯЕТСЯ!! ! Есть в магазинах специальным медноалюминевые переходники готовые. Но лучше всего крепить их болтике с гайкой, а если ток большой, то все таки с помощью промежуточного переходника и обязательной проверкой плотности крепления ( прижимания ).
Ответ от Боцман[гуру]
Даже не пытайся! У меня опыт 40 лет и я этого не делаю. Только болтовое соединение через железную шайбу. Есть конечно специальные припои и технологии, но в промышленности они не используются. Потому что очень не надежно.
Но попытаться можно. Для этого зачищаешь 2-3 см алюм. провода и облуживаешь спец припоем. Далее облуживаешь 1 см медного провода, наматываешь на него алюм. и заливаешь припоем.
Ответ от Нет[гуру]
Если это силовые провода то делают соединение через клемник или болтовое соединение,
можно делать скрутку но только обязательно сначала облудить медный провод, просто так медь и аллюминий скручивать нельзя.
Ответ от Алексей Alex[гуру]
Аспирин конечно можно, но лучше купи припой для алюминия. Дело только в том, что это получится гальванопара. Отгорать провод будет постоянно. Эти металлы только через нейтральные можно соединять. Например через колодку винтами. Там каждый конец прикручивается к стальной цинкованной пластине и между собой медь и алюминий напрямую не контачат. Даже если ты облудишь при пайке эти металлы оловом, то все равно фигня может получится….
Ответ от Ass[гуру]
кстати еси даже не припаяете а просто скрутеите свои провода, то в месте скрутки провода начнут “коротить” и в итоге почернеют и перестанут проводить елестричество. Лучше применить клеммы латунные.
22oa.ru