Пайка меди со сталью: соединение с железом, алюминием, нержавеющей сталью
Пайка нержавейки с медью – технология и выбор припоя для пайки
Соединение двух различных металлов, куда относится и пайка нержавейки с медью, всегда является достаточно сложной процедурой. С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.
Пайка нержавейки с медью
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Преимущества
- Данный метод позволяет решать сложные технологические операции;
- Это один из немногих способов достичь подобного соединения;
- Сама процедура происходит достаточно быстро и не требует дополнительных инструментов, так как для этого достаточно обыкновенной горелки;
- Современные разработки припоев обеспечивают относительно высокую совместимость металлов при спаивании;
- Процесс доступен как для домашнего проведения, так и для промышленных потребностей.


Недостатки
- Качество пайки уступает другим методам по надежности;
- Трудно подобрать правильный припой;
- Флюс быстро окисляется, так что действия приходится проводить, не затягивая начало температурной обработки;
- Зачастую используются легкоплавные припои, что делает процесс обработки более сложным, так как нужно четко отрегулировать температуру и следить, чтобы ничего не растеклось.
Способы
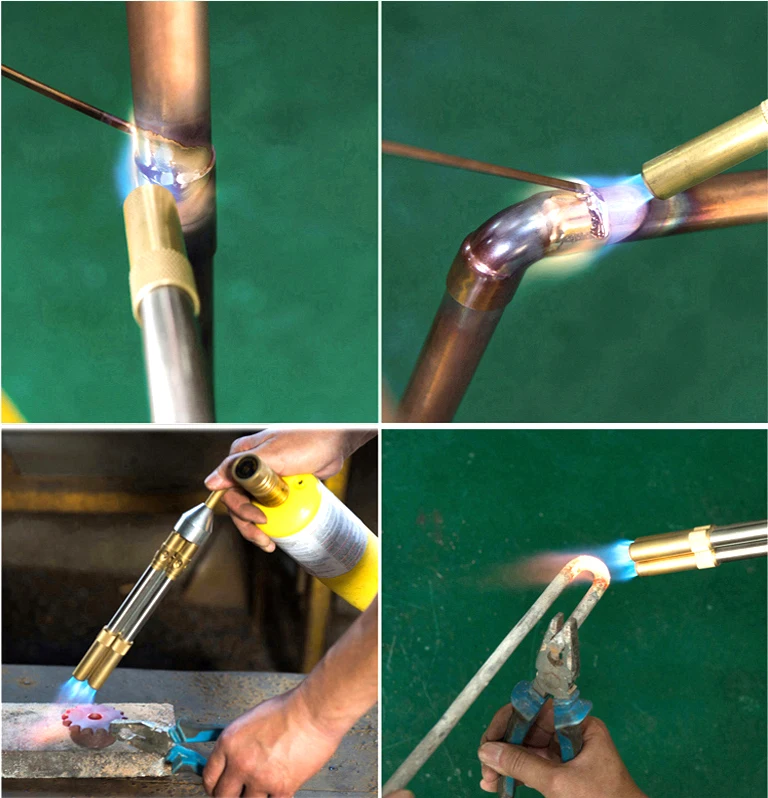
Существует несколько способов, как сделать соединение такого рода и зависят они больше не от того какой используется припой для пайки нержавейки с медью, а от инструмента обработки. Таким образом, в качестве основных выделяются два – пайка паяльником и горелкой.
В первом случае, при использовании паяльника, данный инструмент используется для относительно небольших деталей. Им удобней соединять небольшие вещи, так как нет риска перепалить их слишком большой температурой. В то же время сам паяльник уступает по мощности горелке и не может работать с твердоплавными материалами. Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Горелка является более часто используемым способом. Ею может проводиться пайка нержавейки с медью латунью и другими припоями. Здесь можно легко обрабатывать большие поверхности, делать герметические соединения. Сам процесс происходит намного быстрее, чем с паяльником, а также появляется возможность подогреть заготовки до нужной температуры. Скорость проведения процедур не позволяет флюсу окисляться.
Пайка меди с нержавейкой горелкой
Выбор припоя
От правильного подбора припоя зависит итоговый результат работы, так как он обеспечивает заполнение места соединения, которое должно быть полностью покрыто материалом, что должен быть хорошо схвачен на поверхности. Одним из самых простых вариантов является пайка нержавейки латунью. Ведь это очень распространенный припой, который используется также и для пайки нержавейки с нержавейкой.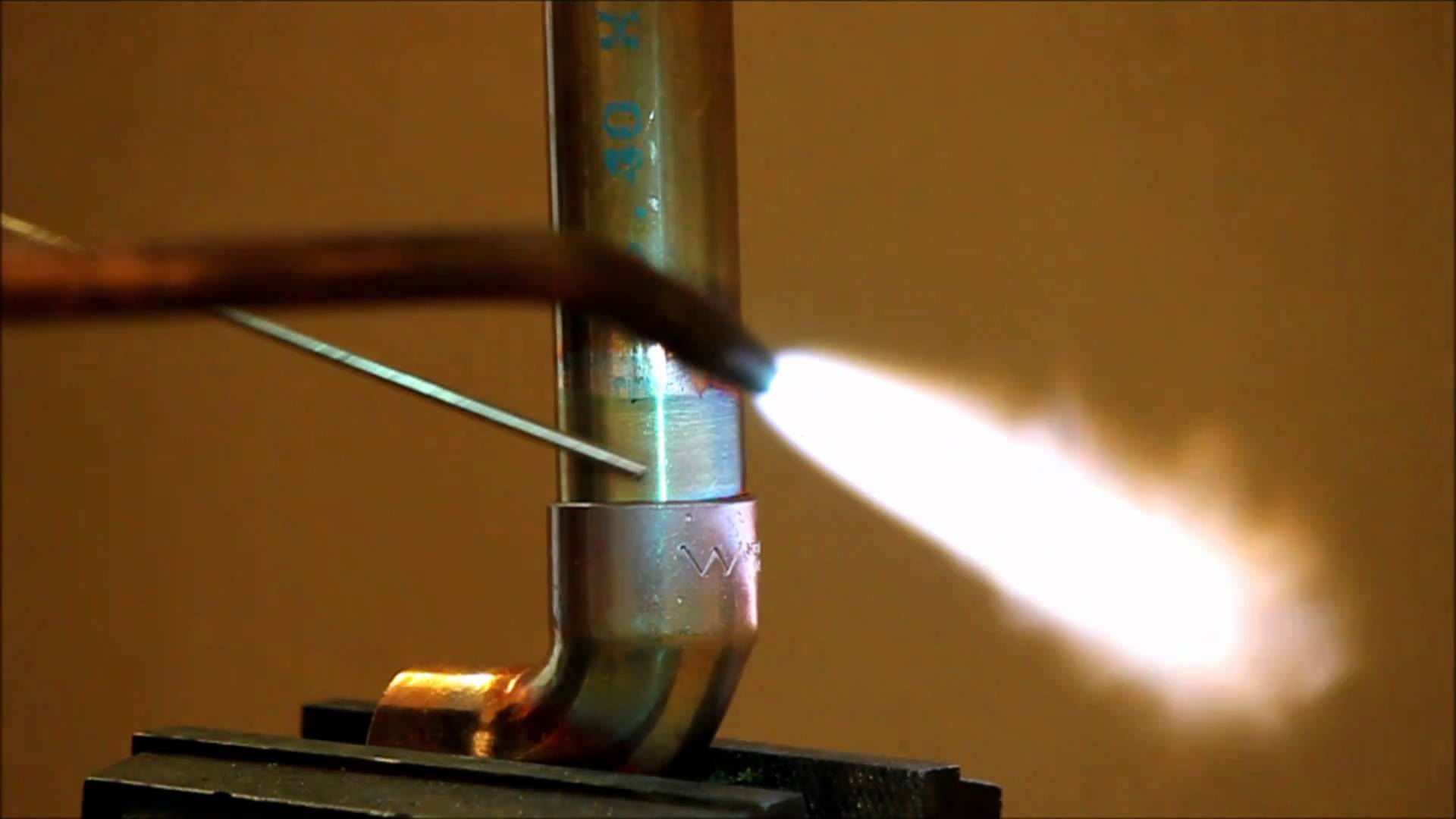 В некоторых случаях его можно использовать без флюса.
В некоторых случаях его можно использовать без флюса.
«Обратите внимание!
Он уступает другим по своим свойствам, но является более распространенным и доступным, так что он подходит преимущественно для простых соединений, на которых не лежит большая ответственность.»
Оловянно-серебряный припой, такой как Castolin 157, является отличным способом пайки, но стоимость материала является более высокой, чем у остальных.
В самых простых случаях может использоваться радиотехнический припой, но по технологии производства лучше выбирать специализированные расходные материалы.
Технология пайки нержавейки с медью
Пайка нержавеющей стали латунью, или другими припоями, начинается с подготовки поверхности.
- Материал нужно очистить от всего лишнего и снять все налеты, очистить от жира и возможной ржавчины;
- Затем подготовить флюс, подвергнуть лужению места соединения заготовок и сам припой;
- После того, как флюс будет нанесен на места соединения, следует приставить в нужное место заготовку и выложить припой;
«Важно!
Не следует затягивать этот процесс, так как флюс имеет свойство окисляться.»
- Затем следует постепенно подогревать все горелкой, пока припой не начнет плавиться;
- Нужно следить, чтобы он равномерно растекся по поверхности соединения;
- Дать остыть естественным способом.
Контроль качества
Качество пайки контролируется по ГОСТ 19249-73. Существует несколько основных профессиональных методов, которые включают:
Существует несколько основных профессиональных методов, которые включают:
- Радиоскопический метод;
- Радиационный контроль;
- Технический осмотр.
Техника безопасности
При работе с горелкой следует следить за соединением баллона с газом и его местом положения, так как он представляет собой наибольшую опасность. Также нужно аккуратно обращаться с горячими предметами, которые могли не остыть после пайки. Не стоит контактировать с флюсом непосредственно, а лучше использовать защитные перчатки.
|
Уважаемые клиенты. В связи с обострением ситуации в Украине и волатильностью Российской
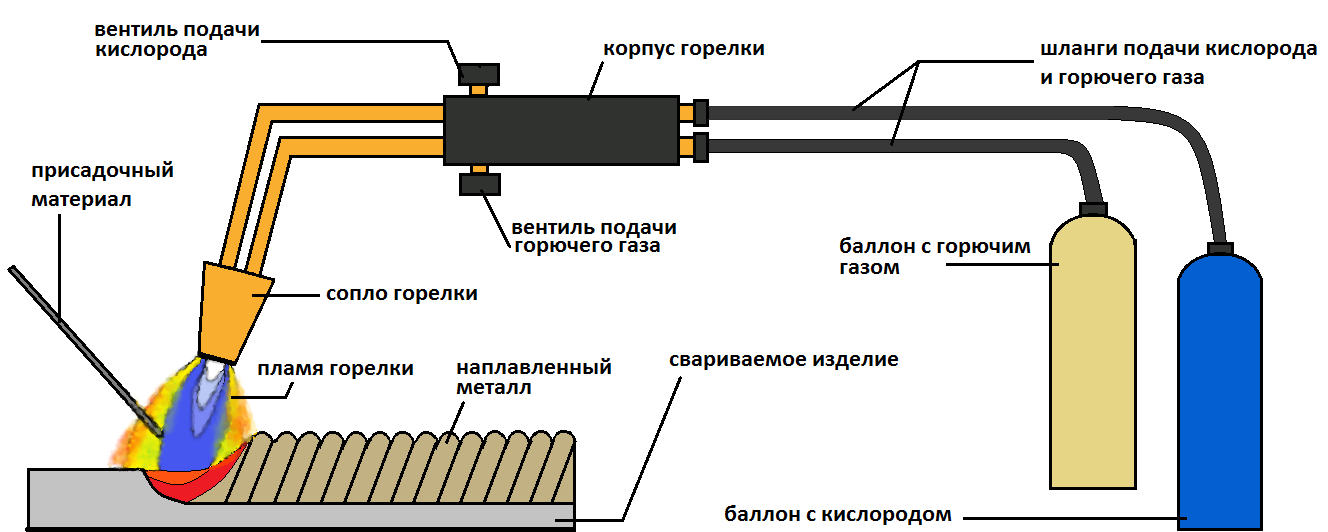
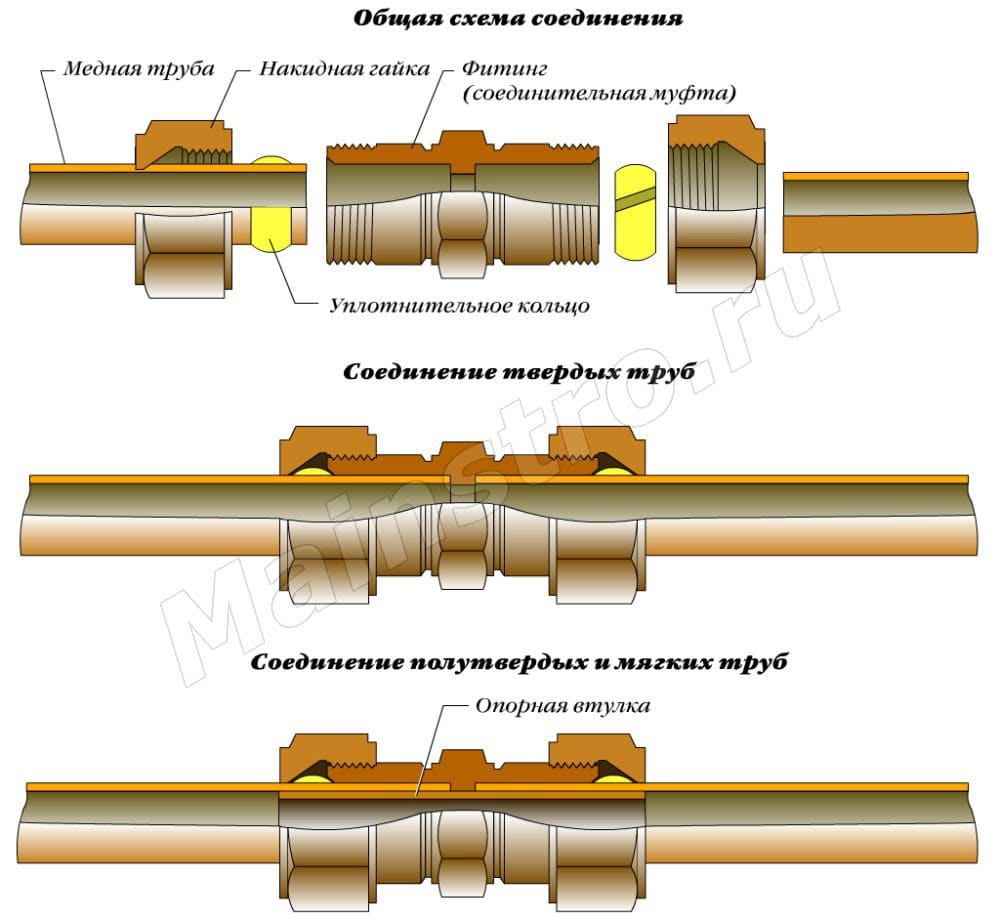
валюты цены могут отличаться от цен на сайте. Техническая информация Техника соединения медных труб легка и
надежна. Наиболее распространенной техникой
соединения является капиллярная
высокотемпературная пайка. Данный способ
основан на капиллярном эффекте, суть которого
заключается в том, что при небольшом расстоянии
между стенками двух смачиваемых поверхностей,
жидкость за счет адгезии поднимется вверх по
капилляру, преодолевая силу тяжести. Именно
данный эффект позволяет припою (рекомендуемый -
серебряно-бронзовый, но ни в коем случае не
свинцовый) равномерно распространяться по всей
поверхности независимо от положения трубы
(можно, например, подавать припой снизу). Высокотемпературную пайку с помощью горелки должен выполнять квалифицированный специалист. Также мы предлагаем специальный паяльный аппарат для электроиндукционной пайки, когда за счет подачи индукционных токов, нагревается сама труба. 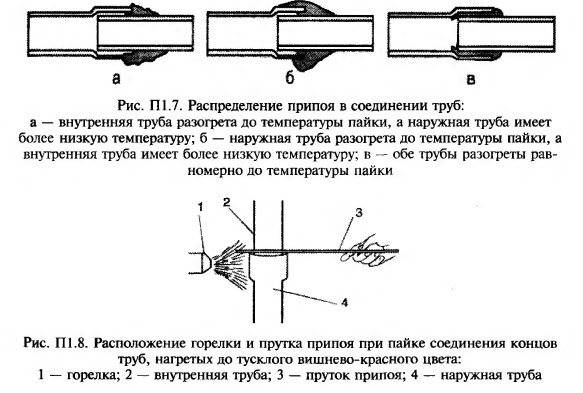 Это самый надёжный, оптимальный способ соединения медных труб, который также экономит затрачиваемые средства, так как фитинги для пайки очень дёшевы. При соединении труб высокотемпературной пайкой, всю систему можно даже заливать раствором и бетоном, что не допускается при соединении на “скрутки”. Недостаток данного соединения – пропаянное высокотемпературной сваркой соединение отжигается и превращается в мягкую медь. Пайка нагревом 1. Общие сведения. Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°С. Для качественного соединения металлов припой должен распределиться под действием капиллярных сил и “смочить” основной металл. Смачивание -это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения, существующие между молекулами припоя. Степень смачивания – это функция основных составляющих процесса пайки: металлов, припоя и температуры. Хорошее смачивание происходит только на совершенно чистой не окисленной поверхности. 2. Припои. Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия. 
Рис. 1. Оптимальный вид пламени горелки для пайки твердым припоем: 1 – факел пламени,насыщенный газом; 2 – факел ярко синего цвета В большинстве случаев пайку соединений осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% – это медно-фосфорный припой, а сплав с содержанием серебра 45% (содержит также кадмий) – это серебряный припой. 3. Пайка. Рис. 2. Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины) Пересыщенная кислородная смесь – это газовая смесь, содержащая избыточное количество кислорода, в результате чего образуется пламя, которое окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле (рис. 3). Рис. 3. Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький) 3.1.2. Необходимым условием надежной пайки
является чисто та поверхности. Перед операцией
пайки очищают соединяемые металлические
поверхности от грязи проволочной щеткой или
наждачной бумагой. Необходимо предотвратить
попадание масла, краски, грязи, смазки и алюминия
на поверхность соединяемых металлов, иначе они
будут препятствовать попаданию припоя в
соединение, смачиванию и соединению припоя с
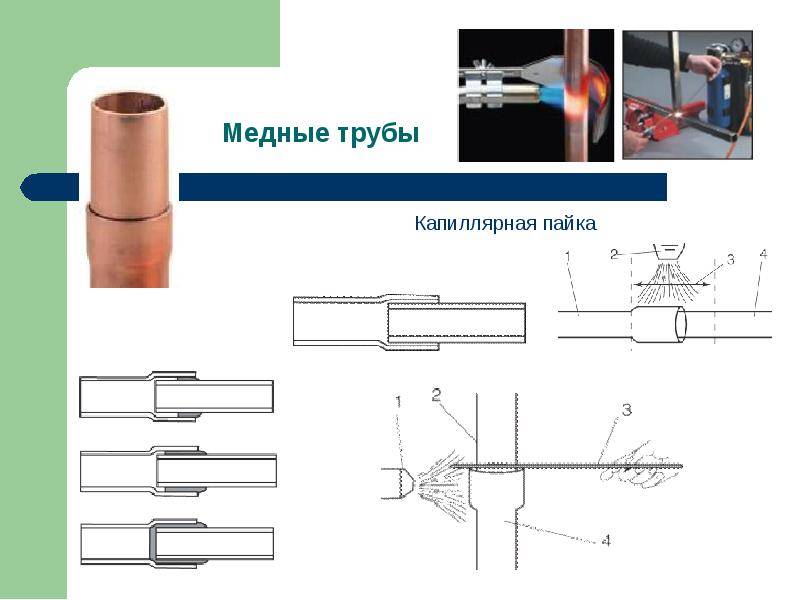
металлическими поверхностями. Рис. 4. Установка соединяемых пайкой труб 3.1.4. Соединяемые трубы, нагревают равномерно по
всей окружности и длине соединения. Рис. 5. Если внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру, то расплавленный припой не затекает в зазор между соединяемыми трубами и перемещается в направлении источника теплоты (рис. 7). Рис. 6. Перегретое соединение труб Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 7, б). Рис. 7. Распределение припоя в соединении труб: Если равномерно разогревать всю поверхность
концов спаиваемых труб, то припой плавится под
воздействием их теплоты и равномерно поступает в
зазор соединения (рис. Рис. 8. Расположение горелки и прутка припоя при пайке соединения концов труб, нагретых до тусклого вишнево-красного цвета: 1 – горелка; 2 -внутренняя труба; 3 – пруток припоя; 4 – наружная труба 3.1.6. Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9). Рис. 9. Перемещение припоя в зазоре между трубами при пайке 3.2. Соединение меди с латунью с помощью твердого
медно-фосфорного припоя. 4. Флюсы. 5. Правила пайки. |
 jpg” valign=”middle”>
jpg” valign=”middle”>
 jpg” valign=”middle”>
jpg” valign=”middle”>
 jpg” valign=”middle”>
jpg” valign=”middle”>
 jpg” valign=”middle”>
jpg” valign=”middle”>


 2).
2).

 Размещение горелки при пайке труб: 1
– наружная труба; 2 – горелка; 3 – зона нагрева; 4
– внутренняя труба
Размещение горелки при пайке труб: 1
– наружная труба; 2 – горелка; 3 – зона нагрева; 4
– внутренняя труба 7, в).
7, в).
 Проверяют его
равномерное распределение в соединении,
используя для этой цели паяльную горелку.
Расплавленный припой течет в сторону более
нагретого места соединения.
Проверяют его
равномерное распределение в соединении,
используя для этой цели паяльную горелку.
Расплавленный припой течет в сторону более
нагретого места соединения.Сантехника: TechCorner – Пайка и пайка, объяснение
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Обзор
Наиболее распространенным методом соединения медных труб является использование фитинга раструбного типа из меди или медного сплава, в который секции трубы вставляются и крепятся с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлестку, потому что раструб фитинга перекрывает конец трубы, и между трубой и фитингом образуется пространство. Это пространство называется капиллярным пространством. Поверхности фитинга и трубы, которые перекрываются, образуя соединение, известны как поверхности сопряжения. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который вплавляется в капиллярное пространство и прилипает к этим поверхностям.
Рис. 1. Соединение внахлест — трубчатые детали Присадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубы или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1981°F/1082°C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Температура плавления медного (Cu) сплава UNS C12200 составляет 1981°F/1082°C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Эта температура определена Американским обществом сварщиков (AWS) как 842ºF/450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Припои для припоя
Основным элементом, используемым в припоях, является олово (Sn), поскольку олово имеет сродство с медью и должно прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные материалы: припои
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости. Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Наиболее часто используемые типы припоя, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- BCuP Alloy (произносится как b-cup) — где B обозначает пайку, Cu — химический символ меди, а P — химический символ фосфора. Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится «мешок»), где буква B означает «пайка», а Ag — химический символ серебра. Хотя помимо серебра в сплавах BAg присутствуют и другие элементы, содержание серебра в большинстве сплавов BAg может составлять от 24% до 9%. 3%.
 3%.
3%.Совместные требования и сильные стороны
Независимо от того, используется ли процесс соединения пайка или пайка, существуют определенные основные этапы, которые следует выполнять для последовательного получения прочных соединений. Эти основные шаги описаны в стандарте установки (ASTM B828). Этот стандарт и его процедуры относятся к подготовке концов, очистке и надлежащему нанесению тепла и присадочного металла. Более подробно они объясняются в Справочнике по медным трубам CDA.
Независимо от используемого процесса соединения: пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь трубного соединения Глубина перекрытия или глубина раструба в фитингах с соединением внахлестку или с капиллярным соединением указана в производственных стандартах ASME/ANSI B16.18 и B16.22 для фитингов под давлением припоя. Это важный размер, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве так, чтобы он полностью перетекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве нахлестов или заполнений, необходимых для достижения полной прочности соединения. В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.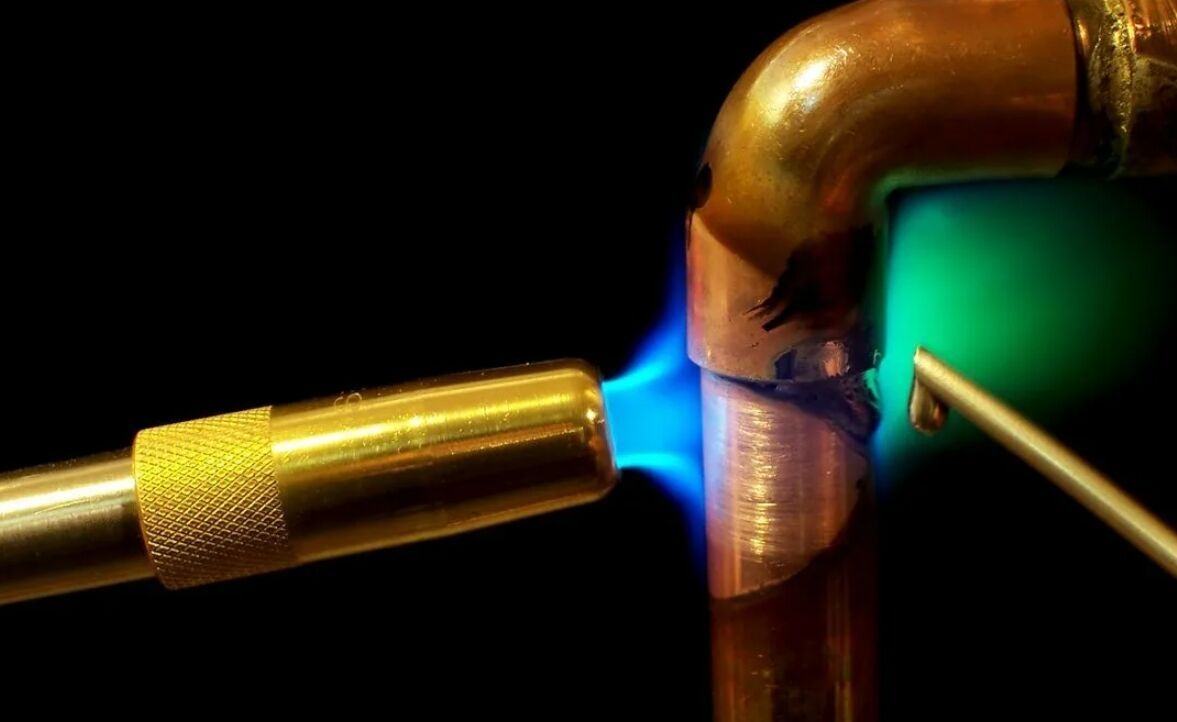
Из-за повышенной прочности припоев, даже такое относительно небольшое проникновение наполнителя приведет к правильно изготовленному паяному соединению, более прочному, чем сама труба и/или фитинг. Однако, в отличие от паяного соединения, где заглушка или закругление обеспечивают минимальную дополнительную прочность, паяное соединение должно быть изготовлено таким образом, чтобы между трубой и фитингом на лицевой стороне фитинга было предусмотрено хорошо развитое закругление или «заглушка» из присадочного металла. . Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Помимо прочности присадочного металла в соединении, общая прочность соединения или узла (трубы, фитинга и соединения) после операции соединения также должна учитываться при выборе того, следует ли использовать паяные или паяные соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет примерно 840°F/449°C. Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности – медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоя, то есть от 1150°F/621°C до 1550°F/843°C, в процессе паяного соединения основные металлы отжигаются или размягчаются, что приводит к снижение общей прочности конструкции. В то время как паяное соединение очевидно прочнее паяного соединения, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы 3a–3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. В то время как паяные соединения прочнее и в целом более устойчивы к усталости (вибрация, тепловое движение и т. д.), рабочие давления в системе должны соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварщиков: Справочник по пайке — 3-е издание
- Американское общество сварщиков: Справочник по пайке – 4-е издание
- AWS A5. 8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
- ASTM B32-04: Стандартные технические условия для припоя
 8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкойКогда паять и когда паять медные провода: взгляд на плюсы и минусы каждого
In Articles by admin
Поиск программ HVACR Certified Technician
Получите информацию о программах HVACR Certified Technician, введя свой почтовый индекс и запросив регистрационную информацию.
Можно сказать, что пайка твердым припоем буквально вывела нас из каменного века 5000 лет назад, когда человек начал разрабатывать металлические инструменты и оружие. Когда вы паяете и паяете, вы присоединяетесь к гордым рядам тех, кто пришел до вас, чтобы практиковать науку и искусство соединения металла с металлом.
На протяжении тысячелетий мы усовершенствовали эту технику, и теперь мы знаем довольно много о том, что лучше всего подходит для соединения одних металлов с другими, а также о преимуществах и недостатках каждого из этих методов.
Пайка и пайка являются одними из самых распространенных операций, которые вы будете делать в HVAC. Правильное выполнение означает, что у вас будет работающая система; который выдерживает испытание давлением и температурой. Если вы сделаете это неправильно, ваши суставы выйдут из строя, как и система, к которой они привязаны. Правильная пайка и пайка — это то, что отличает мужчин от мальчиков и девочек от женщин в мире HVAC. Эти задачи являются основными, хлеб с маслом для HVAC работы.
Соединение металлов — одна из первых тем, которую вы затронете, развивая свои практические навыки в технической программе HVAC:
Помните об этом, переходя от пайки к пайке и к сварке: поскольку теплота, необходимая для плавления, увеличивается прочность сустава также увеличивается.
Стоимость материалов также увеличивается по мере перехода от пайки к сварке, но это вторично по сравнению с минимальными требованиями к прочности и температуре для выполняемой работы.
Итак, если сварка — самый прочный способ соединения двух металлов, почему бы не использовать ее постоянно? В HVAC, когда мы используем медные линии, нам никогда не понадобится прочность, которую обеспечивает сварной шов. Паяное соединение всегда будет достаточно прочным. Во многих ситуациях паяное соединение будет достаточно прочным для того, что вам нужно. Вы можете найти некоторые исключения из этого, если вы выполняете тяжелую промышленную работу.
Паяное соединение всегда будет достаточно прочным. Во многих ситуациях паяное соединение будет достаточно прочным для того, что вам нужно. Вы можете найти некоторые исключения из этого, если вы выполняете тяжелую промышленную работу.
При выборе пайки или пайки необходимо также учитывать температуру. В некоторых ситуациях пайка будет слишком горячей для работы, и вам придется паять. Например, если вы подсоединяете медные трубки к блоку переменного тока, вы должны быть осторожны с температурой, чтобы не повредить резиновые или нейлоновые втулки, которые соприкасаются с линиями.
В целом, определение того, какой метод использовать, является балансом между достижением достаточной прочности в условиях максимальной температуры.Мы сосредоточимся на использовании медных труб/линий (трубки L). Это самый распространенный тип металлического соединения, который вы будете выполнять в качестве специалиста по ОВКВ.
Когда паять
Для пайки требуется горелка и припой.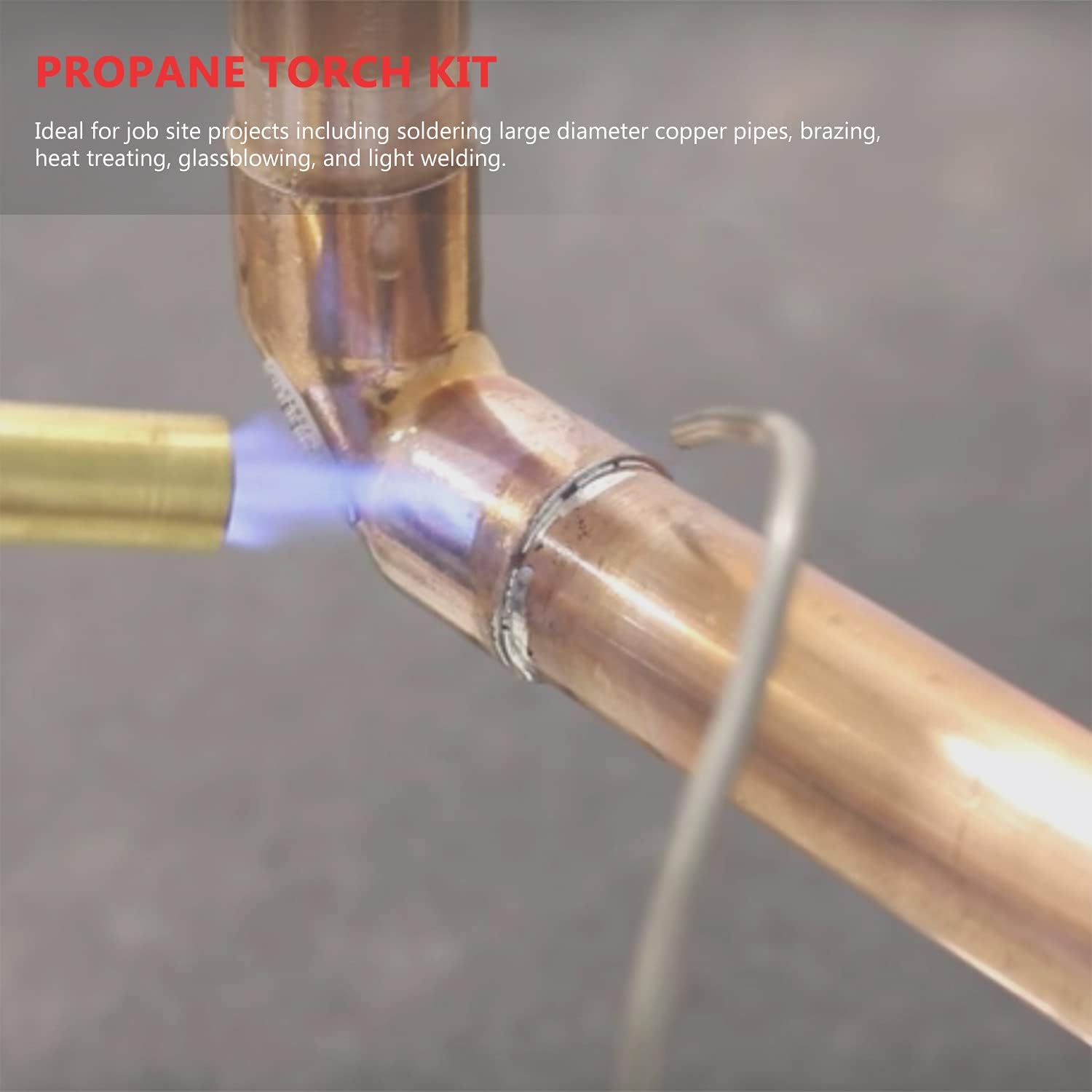
Фонари бывают двух основных типов: дешевые и дорогие. Дешевый вид — это газовая или пропановая горелка MAPP, в которой используется одноразовый баллон на 14 унций, который можно купить в любом хозяйственном магазине, и ее также называют турбогорелкой.
Более дорогой вид более громоздкий и включает в себя два баллона со сжатым газом: кислород и ацетилен. Если вы когда-либо занимались сваркой, это также очень типичная горелка, которую вы будете использовать. Если вы занимаетесь этим в течение длительного времени, стоит подумать о том, чтобы приобрести кислородно-ацетиленовую установку.
Газ MAPP или пропан достаточно нагреты для использования припоя. Ацетилен нагревается еще сильнее, поэтому работа будет еще быстрее. Если вы используете очень маленькие и тонкие медные линии, такие как те, которые чаще используются в новостройках, вы можете даже обнаружить, что ацетилен слишком горячий и сожжет ваши линии. Обычно вы можете компенсировать это, регулируя давление.
Что касается припоя, он поставляется в катушке, которую вы разматываете, когда вам нужно больше, чтобы расплавить соединение.
Стандартный припой представляет собой металлический сплав, состоящий в основном из олова, никеля или какого-либо металла с относительно низкой температурой плавления. Никогда не используйте припой со свинцом в системах отопления, вентиляции и кондиционирования воздуха. Вы можете использовать его в дренажных линиях, фитингах холодной воды и линиях холодной воды, которые не будут испытывать больших изменений давления или температуры, но, как правило, вы захотите использовать тот, который содержит от 15 до 30 процентов серебра. известный как мягкий припой. Чем выше процент серебра, тем выше температура плавления и тем прочнее будет соединение. Эти припои по-прежнему будут в основном на основе олова или никеля, но волшебным ингредиентом является серебро. Да, это более дорого, но работа с чем-либо, содержащим менее 15 процентов серебра, становится неуправляемой, и, скорее всего, вам в конечном итоге придется переделывать соединения с припоем, который содержит более высокий процент серебра.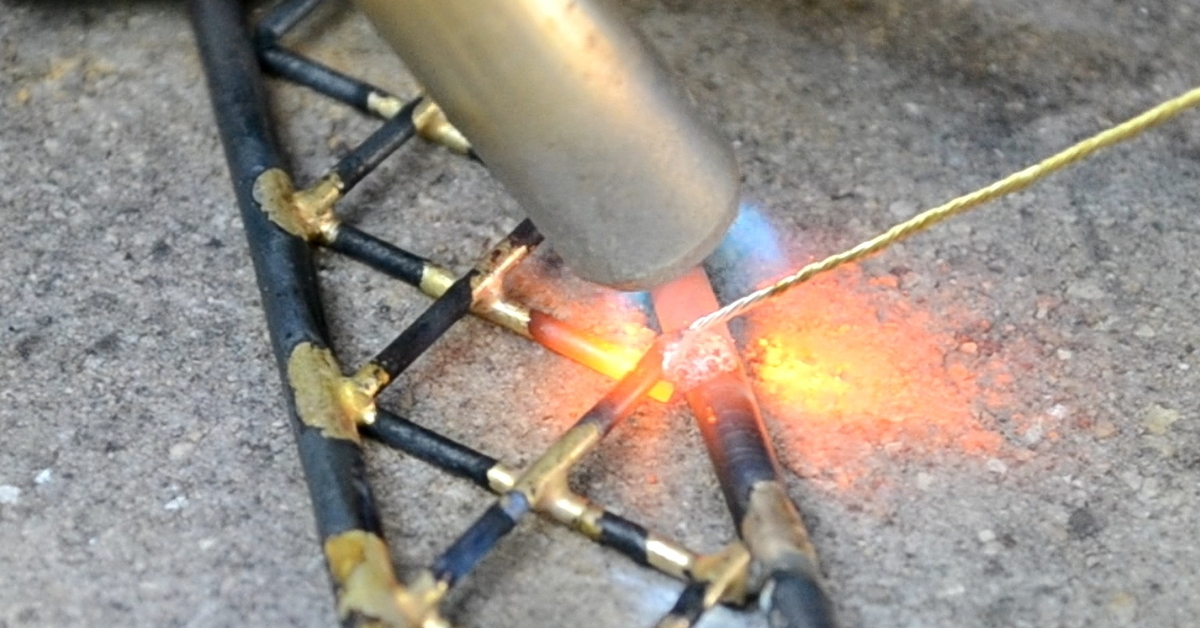
Вы услышите, как люди говорят вам, что на нагревательных или холодильных установках необходимо паять. Существуют противоречивые мнения по этому поводу в зависимости от того, с кем вы разговариваете. Чтобы урегулировать это в ваших собственных уникальных обстоятельствах с устройством, над которым вы работаете, все, что вам нужно сделать, это сравнить характеристики производителя вашего устройства HVAC со спецификациями вашего припоя с содержанием серебра. Например, характеристики типичного припоя, содержащего всего пять процентов серебра, таковы:
- Прочность на растяжение – 14 000 фунтов на квадратный дюйм
- Прочность на сдвиг – 10 000 фунтов на квадратный дюйм
Эти уровни давления намного выше, чем линейное давление большинства жилых и легких коммерческих установок ОВКВ.
То же самое и с температурой. В линии нагнетания от компрессорной установки ОВКВ жилого или коммерческого назначения часто указывается максимальная температура 225 °C. Опять же, проверьте руководство производителя, чтобы определить это. Даже если у вашего компрессора был плохой день и он нагрелся до 300 °C, он, вероятно, сгорит раньше, чем пятипроцентный серебряный припой достигнет температуры плавления около 430 °C.
Опять же, проверьте руководство производителя, чтобы определить это. Даже если у вашего компрессора был плохой день и он нагрелся до 300 °C, он, вероятно, сгорит раньше, чем пятипроцентный серебряный припой достигнет температуры плавления около 430 °C.
Могут ли течь эти паяные соединения? Да. Могут ли паяные соединения протекать? Да. Если вы работаете в пределах диапазона спецификаций производителя, и ваш блок HVAC протекает, есть вероятность, что вы плохо выполнили пайку/пайку. Пайка вместо пайки все равно не исправит плохую работу.
Хотя могут возникать споры о том, следует ли паять или спаивать нагнетательный трубопровод компрессорной установки, пайка чувствительных соединений, таких как те, которые соединяются с клапанами, реверсивными клапанами или расширительными клапанами, не является спорным вопросом. На них вы абсолютно не можете паять, потому что соответствующие температуры расплавят резиновые и нейлоновые втулки внутри.
Пайка также имеет два других важных аспекта, которые могут быть полезны в зависимости от того, что вы делаете:
- Из-за более низких температур, чем пайка, пайка не окисляет внутреннюю часть медной трубы, поэтому вам не нужно продуйте трубу азотом, когда будете паять.
- Хотя более высокие температуры, связанные с пайкой, создают более прочные соединения, более высокие температуры также ослабляют структурную целостность самой медной трубы и делают ее более склонной к разрывам, вызванным изгибами или сильными вибрациями.

Серебряный припой означает, что вы используете припой, содержащий около 45 процентов серебра или выше. Вы не будете использовать этот тип припоя слишком часто. Это полезно, когда вы делаете соединения со сталью, например, при соединении медных линий со сталью или соединения стали со сталью. Например, вы можете использовать это на сервисных клапанах, которые крепятся болтами к компрессору.
Использование серебряного припоя в таком процентном соотношении называется твердым припоем. Из-за более высокого процентного содержания серебра температура, необходимая для плавления этого припоя, больше похожа на температуру пайки, поэтому вы можете думать о серебряной пайке как о чем-то среднем между пайкой и пайкой.
Когда паять
Вы будете использовать горелку для пайки так же, как и для пайки.Поскольку пайка требует более высоких температур , чем пайка, лучше всего использовать кислородно-ацетиленовую горелку, потому что она нагревается сильнее, чем газовая или пропановая горелка MAPP, хотя для большинства небольших и средних работ (более тонкие медные трубы) турбофонарь тоже должен работать. Также помните, что газ MAPP горит горячее, чем пропан.
Прутки для пайки выглядят как выпрямленные металлические плечики для одежды, и, подобно припою, они становятся прочнее по мере увеличения процентного содержания серебра, которое они содержат. Припой — это то, что плавится в горелке, чтобы соединить два металла. Для соединения медных линий мы обычно используем прутки для пайки, изготовленные из комбинации меди и фосфора. С шестипроцентным содержанием серебра этот тип припоя начинает плавиться при температуре 1,19.0 °С.
Когда вы будете паять, вам нужно будет нагреть ваши линии до тех пор, пока они не станут светиться красным. Когда вы делаете это, вы должны постоянно держать свой факел в движении, иначе вы прожжете дыру прямо в медной трубе. Без сомнения, когда вы научитесь паять, вы будете делать это много раз.
Когда вы делаете это, вы должны постоянно держать свой факел в движении, иначе вы прожжете дыру прямо в медной трубе. Без сомнения, когда вы научитесь паять, вы будете делать это много раз.
И не ленись. Вы услышите, как люди говорят вам, что при пайке вам действительно нужно очищать медные провода, а при пайке это не такая большая проблема. Слушать. Вы должны очистить свои линии в любом случае. Правда, из-за более высоких температур, связанных с пайкой, любые примеси сгорают. Но вы не хотите, чтобы ненужные остатки углерода загрязняли вашу систему HVAC. Вы можете очистить свои линии чем-то вроде стальной шерсти. Не забудьте продуть трубопровод после того, как вы его очистите.
Говоря об остатках углерода, из-за температур, связанных с пайкой, как только вы подожжете свои медные провода, они окислятся. Другими словами, на них будут образовываться мелкие хлопья сгоревшего материала и копоти везде, где они подвергаются воздействию воздуха, точнее, кислорода воздуха. Это приводит к попаданию твердых частиц в вашу систему охлаждения или отопления, чего всегда следует избегать.
К счастью, есть простой способ предотвратить окисление в месте пайки, а именно: пропустить через систему нейтральный газообразный азот во время пайки. Это устраняет кислород, и поэтому паяные соединения не могут окисляться внутри вашего соединения.
Пайка также является хорошим способом перекрытия зазоров между соединениями с незакрепленными фитингами, например, на задней части змеевика испарителя, где всасывается и всасывается линия жидкости, а также на дренажных линиях. В идеале вы всегда должны использовать муфту для перекрытия действительно больших зазоров, но если вы не можете, вы можете припаять.
Когда использовать флюс
Флюс используется для химической очистки и очистки металлов. Предотвращает окисление и образование сажистого черного налета. Когда вы паяете, вы всегда должны использовать флюс. Используйте минимально необходимое количество – очень тонкое покрытие; никаких комочков – потому что, если вы используете слишком много, это может загрязнить систему HVAC, с которой вы работаете, не говоря уже о том, чтобы ослабить вашу трубу. Флюсируйте только наружную часть медных трубок, к которым вы присоединяетесь. Даже не используйте флюс на фитинге (кромке).
Флюсируйте только наружную часть медных трубок, к которым вы присоединяетесь. Даже не используйте флюс на фитинге (кромке).
Если вы используете серебряный припой, т. е. припой с содержанием серебра 45% или выше, для соединения меди со сталью всегда необходимо использовать флюс на кислотной основе.
Если вы выполняете пайку медно-фосфорным припоем, в том числе с серебром, флюс не обязателен на 100% при работе с медными линиями, хотя и рекомендуется. Вы все еще можете использовать очень тонкое покрытие флюса, потому что примеси в металле ваших линий означают, что медь может испытывать небольшие участки окисления.
И помните, как только вы закончите стирать флюс, иначе он начнет разъедать вашу леску — это когда вы получаете точечную коррозию, которая вызывает утечки через точечные отверстия. Дайте вашему припою или пайке остыть в течение нескольких минут, чтобы избежать загрязнения соединения водой, а затем вытрите излишки флюса влажной тряпкой.
Wiley University Services поддерживает этот веб-сайт.