Пайка алюминия и меди: можно ли их паять и как это сделать в домашних условиях паяльником?
Пайка алюминия с медью
12.01.2017 Алюминия
О трудностях при пайке алюминия хорошо известно. Но следующим уровнем по сложности и трудности получения качественного и достаточно надежного соединения является пайка изделий из двух таких конфликтных и различных по своим свойствам металлов – алюминия и меди.
Этот процесс сложный, затратный, с большой вероятностью брака в работе. Но потребность в таких соединениях есть и, следовательно, такая технологическая операция становится необходимой в производственной или бытовой сфере.
Сразу предупреждение – стандартный флюс и припой, подходящий для пайки алюминия, неэффективен для такой же операции с медью. На практике приходится получать соединения из литых заготовок, листового материала, труб и проводов. Последний вариант полностью отрицается электриками, так как даже при отличном качестве пайки, надежности соединения и контакта – это место навсегда останется самым ненадежным и опасным в электропроводке из-за склонности к электрохимической коррозии.
Преимущества:
- возможность осуществления сложного по технологии соединения;
- существование нескольких способов получения соединения деталей;
- получение работником ценного опыта при пайке технологически сложных соединений.
Недостатки:
- для осуществления пайки необходимо наличие дополнительных, часто узкоспециализированных и дорогостоящих, материалов;
- специальные расходные материалы не так часто применяются – поэтому не являются распространенными и легкодоступными для их приобретения;
- с пайкой алюминий-медь справится только опытный мастер;
- в частном (бытовом) порядке такая пайка является трудноосуществимой;
- иногда требуется изготовление или подборка стальных переходных муфт; при использовании таких муфт возрастает количество применяемых расходников (для каждого металла нужен свой флюс и припой).


Трудности пайки:
- оба металла имеют оксидные поверхностные пленки;
- медь является более тугоплавкой, что часто служит причиной преждевременного прогорания легкоплавкого алюминия в процессе работы;
- металлы имеют различные коэффициенты линейного расширения.
Способы пайки
1. С использованием муфты
Этот способ основан на способности обоих металлов надежно и вполне качественно паяться со сталями. Именно к стальным переходным муфтам с разных сторон и припаивают стыкуемые заготовки.
2. С применением специальных припоев
Самый известный припой – Castolin192FBK – продается в виде прутка с сердечником из флюса. Это жидкоплавкий, низкотемпературный (380°С-430°С) припой с хорошими смачивающими свойствами на основе цинка и алюминия. Из-за низкой текучести он является отличным помощником для устранения больших трещин или отверстий.
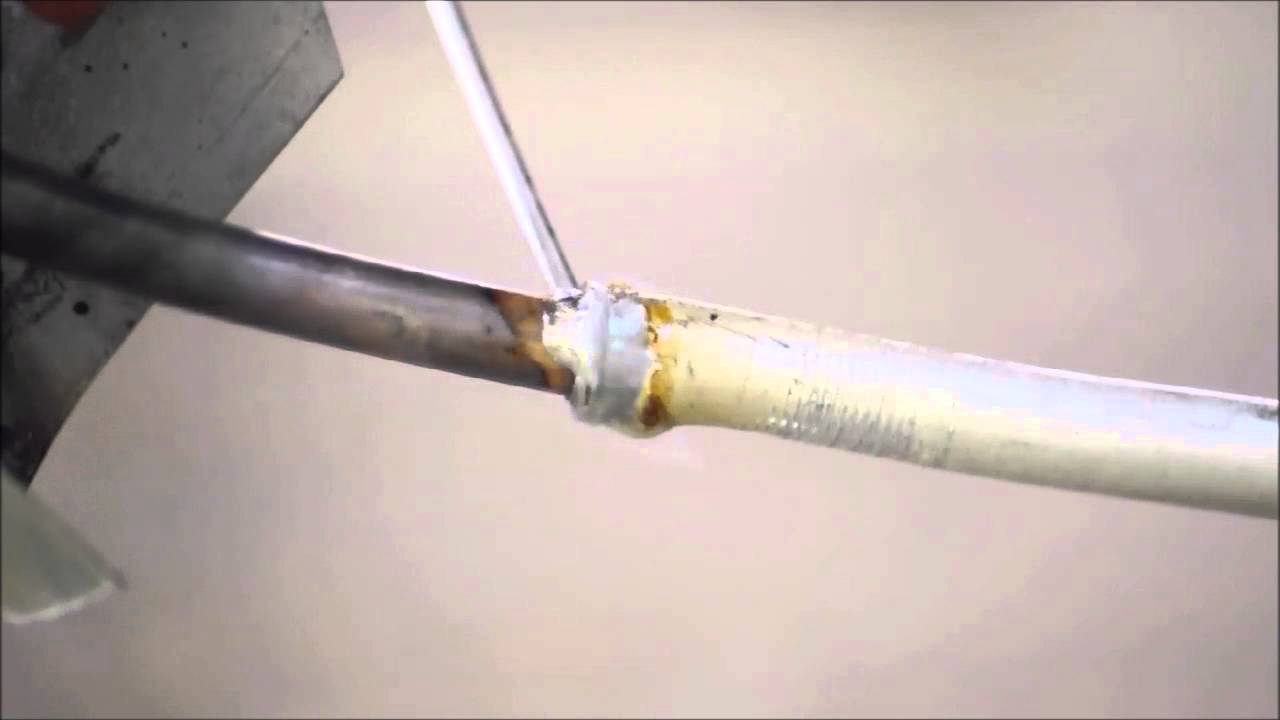
3. Поверхностная пайка
Суть метода – увеличить площадь контакта соединяемых деталей с припоем, которая повысит прочность соединения на разрыв, излом, кручение. Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Инструмент, материалы
- Условия работы определяют выбор главного инструмента – паяльника или горелки.
- Припой. Он может быть специальным для непосредственной пайки алюминия с медью. При использовании муфт в работе понадобятся припои для каждого металла, подходящие для пайки их со сталью.
- Флюс, подходящий для используемого конкретного вида припоя.
- Муфта, если выбран данный вид соединения.
- Фиксирующие положение деталей инструменты и приспособления.
- Для поверхностной пайки – приспособление для возможности разделки раструба.
Технология пайки
- Подготовительный этап, подразумевающий разделку кромок или, по необходимости, изготовление воронки-раструба.
- Механическая обработка кромок заготовок или концов проводов и трубок с обезжириванием и удалением окислов.
- Фиксация деталей перед пайкой.
- Обработка места стыка флюсом.
- Непосредственно пайка. Если для соединения выбрана муфта, то пайка производится поочередно с двух сторон. После пайки с одной стороны муфты и остывания, выполняется соединение с другой стороны и другими расходными материалами.
- После работы дать остыть стыковому шву. Остатки флюса нужно снять после окончания работы и остывания стыка.
- Проверить качество полностью готового изделия. При отсутствии брака считать его годным к эксплуатации.

Полезные советы
- Нельзя допускать нагревания открытым огнем самого припоя в месте стыка.
- При пайке нагрев производится с разных сторон стыка с перерывами. Тепло от нагретого участка металла должно плавно перейти на сам стык.
- Начинайте прогревать с меди.
- Чем медленнее будет расти температура в месте пайки, тем выше вероятность получения качественного соединения.
Техника безопасности
- Работы производить с использованием вытяжки над местом пайки или хорошей вентиляции в рабочем помещении.
- Обязательно выполнять все требования по безопасному использованию электроприборов.
- Не нарушать правила пожарной безопасности, используя горячий инструмент и открытый огонь при пайке.
- Пользоваться специальными подставками для горячего инструмента.
- Удалить из рабочей зоны все лишние предметы и вещи, особенно легковоспламеняющиеся.
Флюс Castolin AluTin 51L уп.50г Sol120/Liq350°С F-SW 24 для мягкой пайки с припоем Castolin 1827, 51 и 157 для пайки алюминия, алюминиевых сплавов, меди и медных сплавов, углеродистых и низколегированных сталей и соединений алюминия с медью
Каталог оборудования/Припои и флюсы для пайки Castolin
Артикул: A8957
Флюс Castolin AluTin 51L предназначен для мягкой пайки с припоем Castolin 1827, 51 и 157 для пайки алюминия, алюминиевых сплавов, меди и медных сплавов, углеродистых и низколегированных сталей и соединений алюминия с медью (в зависимости от типа припоя).
Назначение – пайка с припоем Castolin 1827, Castolin 51 и Castolin 157
Диапазон плавления – от +120º С до +350º С
Форма поставки – жидкость
Упаковка – 50г
- Описание
- Документы
- Характеристики
Флюс Castolin AluTin 51L:
- Тщательно разработанный химический продукт, для получения качественного паяного соединения
- Очистка поверхности – удаление оскидов (оксидных плёнок) с поверхности основного металла
- Способствует отличному сцеплению основного металла с металлом припоя, обеспечивая максимальную прочность соединения
- Смачивание – обеспечивает течение расплавленного металла припоя по поверхности основного металла
- Защита – активные компоненты флюса предотвращают образование оксидов на поверхности основного металла и металла припоя в течение всего процесса пайки
Область применения (в зависимости от припоя):
- Для пайки, в серийном производстве нелегированных и низколегированных сталей (конструкционные, оцинкованные, цементируемые и улучшенные стали), высоколегированных сталей (нержавеющие CrNi- стали), меди и медных сплавов (подшипниковые сплавы), никеля и никелевых сплавов, благородных металлов, свинца и цинка
- Нержавеющие подключения трубопроводов, кухонные раковины, футляры, сита, посуда, бытовые приборы, оснащение медных труб (теплая вода и обогрев), кабели, отводы свинцовых труб, поплавки, метизы, арматура, электротехнические компоненты, хирургические и оптические инструменты
- Системы отопления, водоснабжения и газоснабжения и т. д.
- Элементы электрических коммуникаций, кабели, патроны ламп, холодильные установки
- Благодаря хорошим низкому электро сопротивлению и высокой температуре распая, идеально подойдет для пайки электрических шин
 д.
д. Источники нагрева (в зависимости от припоя):
- комплект газосварочный Castolin 2000 Flex, Castolin 3000 Flex, Castolin 4000 Flex Pro или аналоги
- горелка газовая Castolin CT27 пьезо, Castolin СТ26 (BernzOmatic T757) пьезо, Castolin 500, Castolin 600 пьезо, Castolin 1350 пьезо или аналоги
- электропаяльник
Флюс Castolin AluTin 51L изготовлен в Европе.
Компания Castolin основана в 1906 году в Лозанне, Швейцария и, с тех пор, находится на переднем крае в сфере защиты от износа и специальных соединений материалов.
Изделие имеет все необходимые сертификаты и разрешения, для использования на территории РФ.
| Для мягкой пайки | Да |
| Для припоя Castolin 157 | Да |
| Для припоя Castolin 1827 | Да |
| Для мягких припоев на оловянной основе | Да |
| Для мягких припоев на свинцово-цинковой основе | Да |
| Для пайки углеродистых и низколегированных сталей | Да |
| Для пайки оцинкованных сталей | Да |
| Для пайки алюминия и алюминиевых AlSi / AlMg сплавов | Да |
| Для пайки меди и медных CuZn / CuSn сплавов | Да |
| Температура полного расплавления, ℃ | +350 |
US Tech Online -> Простая пайка алюминия с помощью предварительной обработки
Компания Averatek разработала специальную предварительную обработку алюминия, которая делает его многообещающей заменой материала для обычных дорожек.
|
Корпорация Averatek со штаб-квартирой в Северной Калифорнии разрабатывает и лицензирует передовые производственные процессы для многочисленных электронных продуктов, включая печатные платы очень высокой плотности (PCB), полупроводниковую упаковку и пассивные компоненты для радиочастот и миллиметрового диапазона. Кроме того, компания разрабатывает и продает основные химические вещества, которые обеспечивают эти передовые производственные процессы.
Averatek была основана SRI International, глобальным институтом исследований и разработок по контракту, и командой предпринимателей Силиконовой долины. SRI был частью Стэнфордского университета как Стэнфордский исследовательский институт с 1946 по 1970 год, когда он стал независимой некоммерческой контрактной исследовательской фирмой. Ученые SRI изобрели и запатентовали технологию, лежащую в основе процесса Averatek. По сей день SRI остается основным акционером Averatek.
По сей день SRI остается основным акционером Averatek.
Предварительная обработка алюминия
Компания Averatek недавно выпустила свой Mina ™ , химический состав, который предлагает множество преимуществ по сравнению с традиционными методами пайки алюминия. Mina — это предварительная обработка алюминия, которая позволяет припаивать алюминий так же легко, как и медь.
Чтобы полностью разработать Mina, Averatek необходимо было сотрудничать с наиболее подходящим поставщиком услуг по производству электроники (EMS), чтобы проверить производственные процессы для новых технологий / продуктов для вывода на рынок. После встречи более года назад на отраслевом сетевом мероприятии Averatek стала партнером Absolute EMS, Inc., ведущего поставщика услуг по производству под ключ и консигнационного производства. Absolute EMS собирает компоненты для поверхностного монтажа на полимерную подложку с алюминиевыми дорожками с помощью Averatek Mina. Компания также проводит опытно-конструкторские работы в своем магазине.
Можно наносить на алюминиевые подложки с помощью трафаретного принтера и отверждать при низких температурах. Mina также можно наносить с помощью других методов дозирования, таких как распыление шприцем. Алюминий стоит значительно дешевле меди и может обеспечить такое же низкое сопротивление при значительно меньшем весе.
Mina — это альтернативный метод усовершенствованной упаковки и микроэлектроники, который позволяет пользователям использовать преимущества алюминия по стоимости и весу.
«Мина действительно революционер», — говорит генеральный директор Averatek Харис Басит. «До сих пор вы не могли легко припаять алюминий из-за его естественного оксидного слоя. Мина меняет это, открывая новый мир возможностей для пользователей недорогих печатных плат, а также мощных приложений, которые выигрывают от низкого теплового сопротивления. соединения с алюминиевыми радиаторами и корпусом».
Мина решает множество задач. Например, обычно на всех алюминиевых поверхностях присутствует оксид, который препятствует связыванию припоев с металлом сердцевины. Для борьбы с этим оксидом существуют процессы, включающие серию травителей и обработок, которые удаляют этот оксид. Это обычно называют процессом цинкования. После удаления оксида поверхность покрывают благородным металлом, таким как ENIG или ENEPIG, чтобы покрыть поверхность и защитить ее от образования нового оксидного слоя.
Для борьбы с этим оксидом существуют процессы, включающие серию травителей и обработок, которые удаляют этот оксид. Это обычно называют процессом цинкования. После удаления оксида поверхность покрывают благородным металлом, таким как ENIG или ENEPIG, чтобы покрыть поверхность и защитить ее от образования нового оксидного слоя.
Mina, однако, устраняет необходимость во всей влажной химии и отделке поверхности. Он печатается непосредственно на алюминиевых подушках с помощью трафаретного принтера и отверждается при низких температурах. Cured Mina не проводит электричество, что позволяет равномерно нанести покрытие по всей поверхности, если расстояние между подушечками слишком мало.
После этого платы можно хранить, поскольку Mina остается стабильной после отверждения, или платы можно сразу пройти через процесс сборки компонентов, в котором припой будет нанесен на контактные площадки с последующей загрузкой компонентов в сборщик и, наконец, переплавить.
Mina активируется во время цикла оплавления и обеспечивает хороший припой к алюминиевому сердечнику.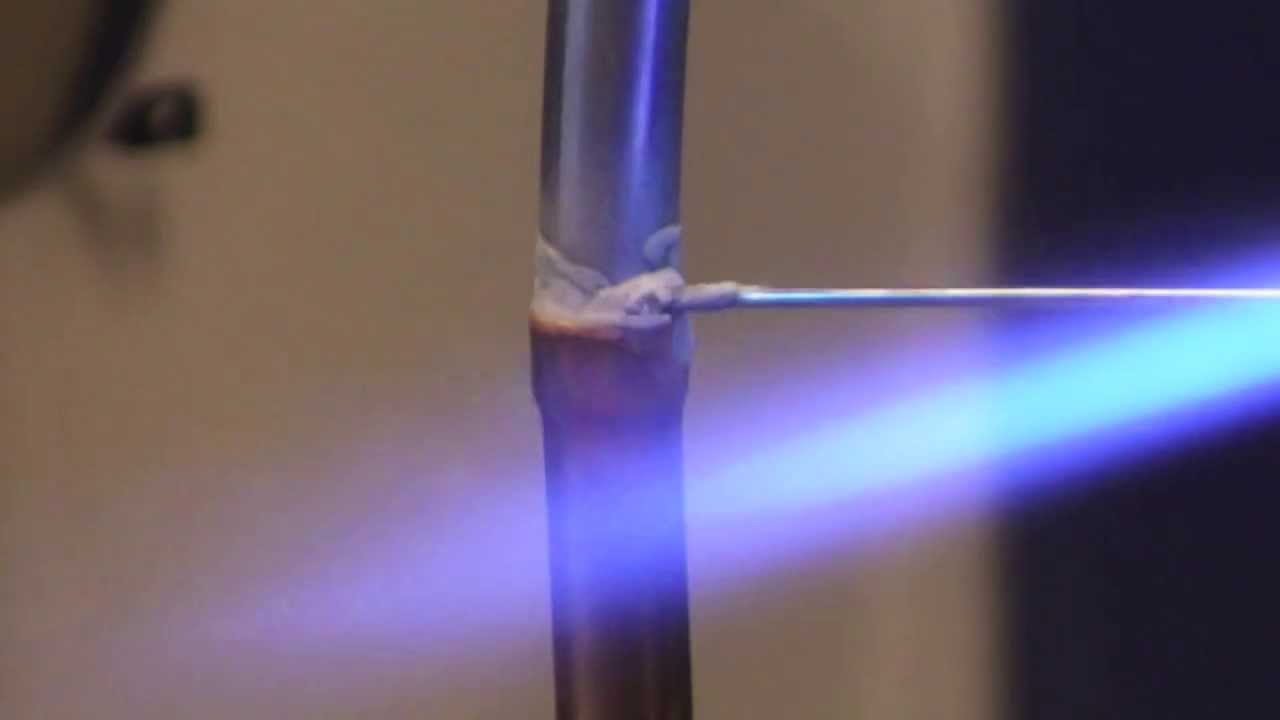 За исключением периода оплавления, Мина остается полностью инертной.
За исключением периода оплавления, Мина остается полностью инертной.
Перспективные приложения
Дивьякант Кадивала, вице-президент по производству, говорит: «Выбор припоя зависит от подложки. Обычно алюминий используется на подложках из ПЭТ или алюминий-ПЭТ. ПЭТ не может выдерживать высокие температуры в течение длительного времени, поэтому низкое предпочтительным вариантом стала температурная пайка».
Mina™ подходит для многих рынков, особенно для тех, кто хочет снизить стоимость печатных плат, таких как: автомобильная промышленность; RFID; одноразовая электроника; светодиодные панели освещения, фары и многое другое; силовая электроника, которая напрямую подключает мощные устройства к алюминиевым радиаторам; и для рынков, которые полагаются на механическое соединение.
«Мина™ доказала свою надежность в светодиодной и автомобильной промышленности, а также в медицинской и военной/авиационной промышленности», — добавляет Кадивала. «На самом деле Mina подходит для любого рынка, который хочет заменить медь алюминием. Алюминий используется в электронике для изготовления корпусов, шасси, радиаторов, недорогих печатных плат, дорожек и многого другого».
Алюминий используется в электронике для изготовления корпусов, шасси, радиаторов, недорогих печатных плат, дорожек и многого другого».
Обработка Mina более безвредна для окружающей среды и может занимать всего несколько секунд, она обеспечивает превосходные паяные соединения, поддерживает рулонное производство для массового производства, может заменить анизотропную проводящую пасту на основе серебра (ACP) припоем для экономичного производство и снижает углеродный след за счет отказа от традиционных процессов влажной химии и гальванопокрытий.
Партнерство с Absolute EMS
Дуг Доу, главный операционный директор, Absolute EMS, говорит: «Для меня большая честь быть партнером Averatek. Его миссия — создавать решения, обеспечивающие «технологии завтрашнего дня», и это означает, что вместе мы работаем над вещами, которых отрасль еще не видела. . Прозрачная полимерная подложка может представлять собой очень тонкий кусок гибкого ПЭТ с гибкими алюминиевыми дорожками, где компоненты размещаются со стратегической точностью. Команда ученых Averatek работает с Absolute EMS, чтобы постоянно раздвигать границы науки и техники».
Команда ученых Averatek работает с Absolute EMS, чтобы постоянно раздвигать границы науки и техники».
Компания Absolute EMS, расположенная в самом сердце Силиконовой долины, является лидером в предоставлении производственных услуг на ультрасовременном высокотехнологичном предприятии EMS. Основанная в 1996 году, компания изначально обслуживала медицинскую промышленность, поэтому ее внимание сосредоточено на контролируемом производстве, масштабируемом и воспроизводимом. С момента своего создания Absolute EMS расширила свои вертикали, включив в них медицинские, военные, промышленные, сетевые и инженерные службы.
«Было здорово тесно сотрудничать с Absolute EMS при выводе на рынок этой новой возможности, — заключил Басит. «Абсолютная EMS сочетает в себе строгость и контроль качества установленного производственного предприятия с гибкостью и открытостью, необходимыми для разработки новых продуктов и процессов. Поиск одной организации, которая сочетает в себе оба качества, значительно ускорил наш цикл разработки».
Мягкий припой к алюминию
Где весь мир собирается длягальваники, анодирования и отделки Вопросы и ответы с 1989 г.
—–
Мы пытаемся припаять небольшой многовыводной алюминиевый компонент (алюминиевый сплав 7075) мягким припоем к печатной плате, каждый вывод имеет площадь припоя около 1 кв. мм. Было бы неплохо использовать ту же паяльную пасту и методы оплавления, которые мы используем для поверхностного монтажа электронных компонентов, которые также находятся на печатной плате.
Кто-нибудь знает, как обработать алюминий, чтобы его можно было припаять? Было высказано предположение, что цинк может работать, а затем меднение, стоит ли пытаться?
В основном мы инженеры-электронщики, так что это немного выходит за рамки нашей основной деятельности, любая помощь будет оценена по достоинству.
авиационные и морские исследования – Мельбурн, Виктория, Австралия
Здравствуйте, Питер, мы покрываем серебрением все алюминиевые компоненты, требующие пайки в наших продуктах. Это включает в себя никелевое нижнее покрытие для герметизации алюминия, а затем серебряное финишное покрытие. Мы делаем это главным образом потому, что это делает алюминий более электропроводным, а оксид серебра также электропроводным. Я также слышал о каком-то специальном флюсе, позволяющем паять алюминий. Кажется, я также видел ссылку на него на Finishing.com С уважением
Darren WassBrisbane Australia
Я бы сказал, что если вы сделаете поперечное сечение и протравите свое паяное соединение, вы обнаружите, что на самом деле припаяны к никелевому слою, что, вероятно, вы и хотите сделать. Никелирование имеет молекулярную адгезию к алюминию, поэтому проблемы со слоем оксида алюминия, образующимся на воздухе, исключены.
Питер, вероятно, имеет в виду цинкование, а затем меднение, которое сработает; никелевое грунтовочное покрытие также требует некоторой предварительной обработки цинкатом или станнатом, чтобы получить идеальную адгезию к алюминию.
Стадия цинкования или станната наносит слой металла на алюминий, предотвращая преобразование оксида, затем никель или медь связываются либо с ним, либо с алюминием, некоторое количество цинка или олова обычно удаляется во время нанесения покрытия, растворяясь в раствор для гальванического покрытия, но в любом случае адгезия к алюминию или предварительной пластине будет высокого порядка, если она выполняется с использованием соответствующих методов гальванического покрытия.
Том Пуллицци
Фолс Тауншип, Пенсильвания
этот текст заменяется на bannerText (Здесь нет «мертвых тем»! Если эта страница в настоящее время не находится на горячей линии, ваши вопросы, ответы или комментарии восстановят ее )
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности. С помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции.