Настройка контроллера evco: Инструкцию по настройке холодильных контроллеров, руководство пользователя скачать на Becold.ru
Evco контроллер – инструкция в Челябинске от “ХолодТрейд”
Every Control Group – известная итальянская корпорация, которая специализируется на производстве электронных средств автоматизации для холодильных и тепловых установок. Компания выпускает широкий ассортимент свободно-программируемых контроллеров, предназначенных для систем климат-контроля бытовых и промышленных зданий.
Бренд EVCO появился на мировой рынке после слияния данной фирмы с итальянской организацией Contec S.r.l. Сегодня продукция этой торговой марки пользуется стабильно высоким спросом во многих странах мира, что обусловлено высоким качеством и надежностью производимых изделий.
Техническое описание устройств
Контроллеры температуры, производимые под брендом EVCO, обеспечивают стабильную и безаварийную
работу климатической техники. Устройства оснащаются аналоговыми входами для подключения температурных датчиков и цифровыми разъемами для синхронизации с периферийной аппаратурой.
Служебная информация отображается на ярких дисплеях со встроенной подсветкой. Также на экраны могут выводиться коды ошибок, которые анализируются при ремонте оборудования.
Где используются контроллеры температуры EVCO
Сфера применения оборудования данной марки достаточно широка. Аппаратура используется в системах отопления, кондиционирования и охлаждения на объектах различного назначения. Устройства могут эксплуатироваться в инженерных сетях жилых домов, коммерческих объектов, общественных заведений, административных и производственных построек. Высокие показатели пыле- и влагозащищенности приборов позволяют устанавливать их даже в помещениях с высокими показателями запыленности и влажности воздуха. Датчики серии PTC, как правило, работают в диапазоне от -50 до +150 ºС.
EVCO-контроллер: пользовательская инструкция
Процедуры монтажа, подключения и настройки контрольно-измерительных устройств EVCO могут значительно отличаться для разных моделей. Перед началом эксплуатации оборудования необходимо тщательно ознакомиться с пользовательской инструкцией, чтобы избежать преждевременных поломок и ошибок при установке. Вся необходимая документация предоставляется в базовых комплектациях устройств. Также инструкции по эксплуатации приборов можно запросить у наших специалистов при покупке товаров. Сотрудники предоставят нужные материалы и подробно ответят на возникшие вопросы.
На что обратить внимание в руководстве к эксплуатации
При изучении пользовательской инструкции стоит обратить внимание на несколько важных параметров:
- Температурный диапазон.

- Параметры питания. Устройства могут работать как от стандартных электросетей с напряжением 220 В, так и от блоков питания, рассчитанных на 12-24 В.
- Точность. В зависимости от модели, погрешность измерения может варьироваться от 0,1 до 1,0 градуса
Цельсия. - Доступные функции. Контроллеры могут поддерживать ряд дополнительных опций. В некоторых моделях предусмотрен режим сигнализации, который активируется при выходе за допустимый температурный предел.

Оборудование марки EVCO: доступная цена и высокое качество
Если хотите заказать контрольно-измерительную аппаратуру ТМ EVCO, обратитесь в нашу фирму. Мы являемся дилерами компании-производителя, поэтому цена продукции не завышена. Качество оборудования подтверждено сертификатами соответствия и сопроводительной документацией. Чтобы проконсультироваться с сотрудниками и сделать заказ, позвоните по указанному номеру.
Наша компания предоставляет широкий выбор товаров и услуг по монтажу холодильного оборудования, восстановлению стиральных машин, и починке холодильников. Звоните!
Звоните!
Контроллер evco ev3b23n7 инструкция
EVCO EV3B23N7
Download link: Контроллер evco ev3b23n7 инструкция
Специальный ключ программирования, который идет в комплекте, позволит вам комфортно копировать параметры с одного контроллера на другой, что в промышленных масштабах значительно экономит время. EVCO EVK201, EVK211 EVK201, EVK211 – для управления статической холодильной установкой с выходным реле для управления компрессором. Class and structure of software: Считываемое датчиком значение проецируется на четырех значном дисплее, который позволяет отображать значение температуры с точностью до десятичных значений.
Модели предлагаются в компактном корпусе стандартных размеров 74 х 32 мм. Программный продукт позволяет наглядно отобразить на дисплее Вашего PC полный список параметров с описанием их назначения, а также выбрать необходимые значения для записи на контроллер. Ключ EV3KEY можно использовать как самостоятельное устройство для копирования параметров с одного контроллера на другой. Если вы решили купить сплит в Адыгее, обращайт.
Ключ EV3KEY можно использовать как самостоятельное устройство для копирования параметров с одного контроллера на другой. Если вы решили купить сплит в Адыгее, обращайт.
Контроллер EVCO – Модели могут комплектоваться серийным портом с протоколом связи ModBus для подключения к системе удаленного доступа и управления RICS и для ключа программирования EVKEY.
Muito fácil configuração e parametrização automática com 69 receitas para os balções e câmaras. Racks com até 6 compressores de resfriados, 6 de congelados e 6 ventiladores. Руководство по работе с сетевыми контроллерами доступа NC В сплит-системах POLAIR Standard применяются герметичные поршневые компрессоры ведущих европейских производителей. Хладагент — R 959. В качестве дросселирующего устройства используется капиллярная трубка. Терморегулятор — электронный блок управления. Специалисты интернет-магазина РемТоргХолод произведут все необходимые работы установке и обеспечению бесперебойной эксплуатации приобретённого у нас оборудования.

Settings on digital thermostat EVK203N7
Имеющиеся дополнительные опции Нет. EV3 – это новое поколение цифровых контроллеров EVCO для холодильной техники. EVK 241-251 Контроллер для холодильных систем одно реле, один датчик один цифровой вход или два датчика один вспомогательный. EV3B – это линейка базовых контроллеров элегантного дизайна для управления холодильниками для напитков, шкафами, холодильными столами и прилавками для пиццерий. Racks com até 6 compressores de resfriados, 6 de congelados e 6 ventiladores.
Автоматизация производства
С каждым годом современные организации и производственные компании стараются всё больше повысить качество предоставляемых товаров и услуг, а также увеличить производительность труда. В связи с этим всё чаще отдаётся предпочтение роботизированным системам, нежели человеческому труду.
Автоматизация производства и производственных процессов позволяет повысить безопасность, свести к минимуму количество брака, увеличить объём продукции, ну и, конечно же, снизить затраты на выплату зарплат работникам. В конечном итоге всё это позволяет предприятию увеличить прибыль.
Настройка АСУ ТП
АСУ ТП – автоматизированная система управления технологическими процессами.
АСУ ТП выполняет следующие функции:
- – сбор и хранение данных;
- – оценка состояния оборудования;
- – контроль и управление технологическими параметрами;
- – прогнозирование аварийных ситуаций и защита.
Настройка автоматизированных систем происходит на трёх различных уровнях. На верхнем уровне решаются вопросы диспетчеризации процессов при участии операторов. При этом происходит настройка серверов, пользовательских ПК и других инженерных станций. На настроенных компьютерах выводится вся информация о производстве, здесь же можно подавать команды на изменение параметров. Для упрощённого управления процессами, разработано большое количество SCADA-систем.
Все данные собираются на среднем уровне с помощью ПЛК-контроллеров. Контроллеры состоят из главного процессорного модуля и модулей расширения. Функционал системы можно расширять, добавляя различные модули дискретных, аналоговых входов/выходов. Каждый контроллер имеет свой интерфейс, который может быть связан со SCADA-системой. Настройка программируемых логических котроллеров и панелей оператора выполняется специально обученным инженером, а если необходимо создать сложные программы, то понадобятся услуги профессионального программиста.
Нижний уровень включает в себя различные датчики, сенсоры, измерительные приборы и исполнительные механизмы. Нижний или полевой уровень собирает данные о состоянии оборудования, а также обеспечивает управляющее воздействие. Всё оборудование нижнего уровня также должно быть правильно установлено с соблюдением всех необходимых требований и в соответствии с условиями среды использования.
Программирование контроллеров
В состав системы АСУТП входит множество различных аппаратных средств, таких как контроллеры, операторские станции, измерительные приборы, а также разные исполнительные механизмы.
Программирование промышленных контроллеров осуществляется по составленному заранее алгоритму исходя из нужд Заказчика. Разработка программного обеспечения производится для конкретного предприятия и под определённые задачи.
Слева на фотографии изображена загрузка программы на контроллер Evco в щите управления опреснительными установками. По центру фото контроллера Siemens LOGO! с модулями расширения. Программирование контроллеров Сименс и корректировку программ можно производить с помощью ввода информации с клавиатуры. При этом программа сохраняется в съёмном модуле памяти, после установки которого можно переписать программу. Также программирование можно осуществлять на компьютере, предварительно установив ПО Comfort Soft, где наглядно представлены все сервисные функции. На правом фото показана настройка АВР TruOne от ABB. С помощью ноутбука производится загрузка корректного русифицированного шрифта для интерфейса.
Программирование контроллеров Сименс и корректировку программ можно производить с помощью ввода информации с клавиатуры. При этом программа сохраняется в съёмном модуле памяти, после установки которого можно переписать программу. Также программирование можно осуществлять на компьютере, предварительно установив ПО Comfort Soft, где наглядно представлены все сервисные функции. На правом фото показана настройка АВР TruOne от ABB. С помощью ноутбука производится загрузка корректного русифицированного шрифта для интерфейса.
Самая распространённая схема управления в автоматизации: датчик – контроллер – исполнительный механизм. Необходимо настроить программируемый контроллер правильным образом. Датчик или сенсор собирает данные об устройстве или объекте и передаёт контроллеру, который обрабатывает информацию и согласно заданному алгоритму даёт команду исполнительному механизму.
Программироваться контроллер может как по месту, так и отдельно от шкафа автоматики.
Отладка и пусконаладочные работы
После того как были установлены все устройства нижнего уровня, а также была залита программа на контроллер или панель оператора, необходимо проверить общий алгоритм функционирования системы.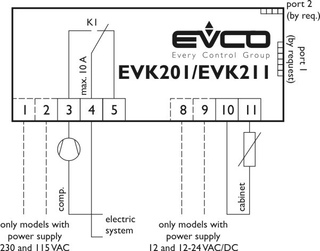 Проверяется совместимость программ, мониторится информационная база после выполнения какой-либо команды, контролируется качество решений функциональных задач.
Проверяется совместимость программ, мониторится информационная база после выполнения какой-либо команды, контролируется качество решений функциональных задач.
Комплексная наладка автоматизированных систем выполняется по специально разработанной программе, которую утверждает Заказчик. Проводятся предварительные испытания всей системы на работоспособность. Все несовершенства разработанной системы устраняются, после чего составляется акт, свидетельствующий о готовности системы приступать к эксплуатации на промышленном объекте.
Настройка частотного преобразователя
Преобразователи частоты или в простонародье «частотники» нередко используются для преобразования переменного напряжения и частоты синхронных и асинхронных двигателей. Применяются они на насосных станциях и очистных сооружениях, в промышленном оборудовании, а также в других агрегатах приводных систем и производственных линий. Частотные преобразователи (ЧП) получают напряжение от сети (например, 220В), преобразуют его и на выходе выдают синусоидальное напряжение с заданными параметрами. В ходе преобразования происходит фильтрация сигнала для снижения пульсаций напряжения. Преобразователь частоты позволяет:
В ходе преобразования происходит фильтрация сигнала для снижения пульсаций напряжения. Преобразователь частоты позволяет:
- – осуществлять контроль скорости вращения электродвигателя, обеспечивая его плавный пуск;
- – защищает от перегрузок и скачков напряжения;
- – снижает износ подключаемых аппаратов и т.д.
Выше на фотографиях изображена настройка частотных преобразователей Vacon. Щиты собирались для системы частотного регулирования конденсатных насосных агрегатов. В составе шкафов управления ЦПУ Omron с дополнительными модулями и частотные преобразователи мощностью 75 кВт. Также в шкафу установлен ИБП для обеспечения отработки автоматики в случае исчезновения напряжения. Чтобы подключить электродвигатель к частотному преобразователю необходимо предварительно произвести настройку ЧП. Это нужно для того, чтобы адаптировать его к параметрам подключаемого двигателя для дальнейшего управления электромотором, автоматического сбора и обработки данных рабочей сети.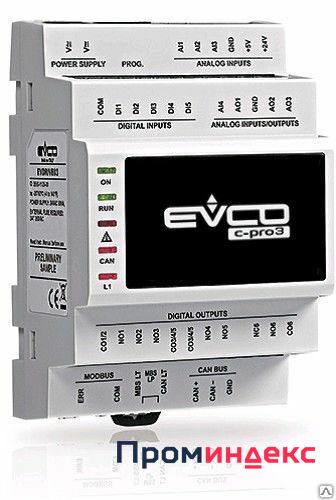 Для этого выполняется поэтапное программирование частотного преобразователя.
Для этого выполняется поэтапное программирование частотного преобразователя.
Перед тем как начать программирование преобразователей частоты, проверяется соответствие всех подключений электрической схеме. Только после этого подаётся напряжение и производится восстановление до заводских настроек ЧП посредством кнопок управления на самом частотнике или же с помощью ввода определённых команд. Далее через меню задаются все необходимые параметры.
Программирование и настройку частотного преобразователя должен производить профессионал по автоматизации, который знаком с программным обеспечением производителя или изучит его в кротчайшие сроки и адаптирует программный комплекс под реальные условия эксплуатации электродвигателя. Для некоторых универсальных преобразователей частоты, которые входят в состав АСУТП требуется написание и отладка отдельных программ.
В некоторых случаях необходима регулировка и обслуживание частотного преобразователя в уже функционирующей системе. Во время обслуживания происходит чистка от пыли систем вентиляции частотника, проверяется изоляция на наличие дефектов, а также обследуются места электрических соединений.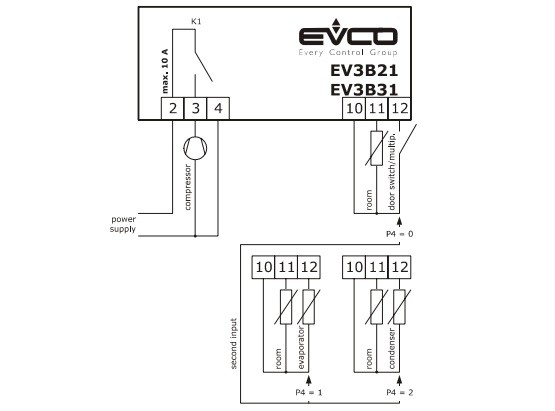
Производство шкафов автоматики
Ни одно производство, на котором реализована система АСУ ТП не обходится без шкафов автоматики. Щиты и шкафы автоматики применяются в различных отраслях промышленности, а также на объектах строительства, сельского хозяйства и т.д.
Выше для примера приведены фотографии собранного у нас на производстве пульта автоматизированной системы управления (АСУ). Пульт включает в себя панельный промышленный компьютер российского производства, процессор и дополнительные модули Siemens, а также силовое оборудование и клеммы для подключения. Пульт управления АСУ позволяет управлять станками с ЧПУ и визуализировать технологические процессы.
Назначение щитов управления разнообразно: от управления распределением подаваемой энергии, до обеспечения функционирования сложных автоматизированных систем. Щиты автоматики и управления:
- – щит управления вентиляцией;
- – щит управления насосами;
- – щит управления освещением;
- – щит автоматического ввода резерва;
- – различные пульты управления и т. д.
 д.
д.Наша компания занимается изготовлением шкафов и щитов автоматики по ТЗ, схемам, спецификациям Заказчика. Сборку шкафов автоматики на нашем производстве можем производить с последующим программированием контроллеров, панелей оператора, а также настройкой частотных преобразователей. При необходимости также осуществляем монтаж, шеф-монтаж и пусконаладку готовых щитов на объекте эксплуатации. Сборка шкафов автоматики происходит на основе ПЛК Schneider Electric (Zelio Logic, Modicon), Segnetics, Siemens (Simatic, LOGO) и других производителей.
EVCO EV3B23 РУКОВОДСТВО ПО КОНТРОЛЛЕРУ | ManualsLib
EVCO S.p.A. | EV3B23/EV3B33 | Технический паспорт вер. 1.0 | Код 1043B33E103 | Страница 1 из 2 | ПТ 43/14
EV3B23/EV3B33
ГБ
АНГЛИЙСКИЙ
ВАЖНО
Внимательно прочитайте этот документ перед установкой и перед использованием устройства и следуйте всем рекомендациям; держи это
документ с устройством для будущих консультаций.
Используйте устройство только так, как описано в этом документе; не используйте то же самое в качестве предохранительного устройства.
Устройство должно быть утилизировано в соответствии с местными стандартами по сбору электрических и электронных устройств.
оборудование.
1
РАЗМЕРЫ И УСТАНОВКА
1.1
Размеры
Размеры указаны в мм (дюймах).
59,0 (2,322) – глубина с фиксированными клеммными колодками с винтовыми зажимами; 81,5 (3.208) – глубина со съемным винтом
Клеммы подключения.
1,2
Установка
–
отключите питание устройства перед продолжением
Монтаж на панель с защелкивающимися кронштейнами.
с любым видом обслуживания
–
расположите силовые кабели как можно дальше от
сигнальные кабели
–
по вопросам ремонта и информации об устройстве обращайтесь по телефону
сеть продаж EVCO.
3
ПОЛЬЗОВАТЕЛЬСКИЙ ИНТЕРФЕЙС
3. 1
1
Предварительные примечания
Рабочие состояния:
–
статус “включено” (устройство включено и включено; утилиты
может быть на
–
режим ожидания» (устройство включено, но включено
1.3
Предупреждения об установке
выкл. программно; коммунальные услуги отключены
–
толщина панели, на которой должно быть устройство
–
статус «выключено»: устройство не запитано; коммунальные услуги
должен быть от 0,8 до 2,0 мм (от 0,031 до
).офф.
0,078 дюйма)
Далее, если параметр POF установлен в 0, со словом
–
убедитесь, что условия работы устройства (температура-
“включение” означает переход из состояния “выключено” в состояние “включено”
использование, влажность и т. д.) лежат в пределах инди-
статус; слово “отключение” означает переход от “вкл”
кат.; см. главу 8
статус в статус “выключено”.
–
не устанавливайте устройство вблизи источников тепла
Если параметр POF установлен на 1, со словом «включение»
(нагревательные элементы, воздуховоды и т.п.), электропроводка
означает переход из состояния «ожидание» в состояние «включено»;
с мощными магнитами (большие рассеиватели и т.п.), районы
слово “отключение” означает переход из состояния “включено” в состояние
воздействие прямых солнечных лучей, дождя, повышенной влажности
статус “ожидание”.
пыль, механические вибрации или удары
Когда питание снова включается, устройство отображает
–
в соответствии с нормами безопасности устройство должно
Состояние, в котором он находился на момент отключения.
быть установлен правильно и таким образом, чтобы защитить от
3.2
Включение/выключение устройства
любой контакт с электрическими частями; все части, обеспечивающие
Если параметр POF установлен на 0:
Защитадолжна быть закреплена таким образом, чтобы они не могли быть
1.
Подключить/отключить питание устройства.
удаляется без использования инструментов.
Если параметр POF установлен на 1:
2.
Убедитесь, что клавиатура не заблокирована и нет
2
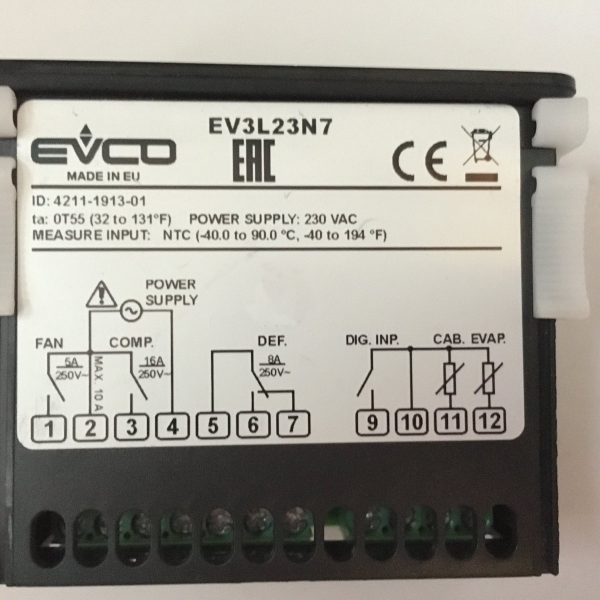
ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ
Выполняется процедура.
2.1
Электрическое соединение
3.
Коснитесь
, который он выключит/включит.
3,3
Дисплей
Если устройство включено во время нормальной работы,
На дисплеебудет отображаться величина, установленная с помощью P5, кроме
.во время разморозки, когда прибор покажет температуру
устанавливается с параметром d6.
Если устройство выключено, дисплей будет выключен;
Светодиоддолжен гореть.
Если устройство находится в режиме «малого потребления», на дисплее будет
выключен, а
3,4
Отображение температуры, определяемой датчиками
1.
Убедитесь, что клавиатура не заблокирована и нет
Выполняется процедура.
2.
Коснитесь
Доступна первая этикетка.
3.
Коснитесь
4.
Коснитесь
В следующей таблице показано соответствие между
этикетки и отображаемая температура.
Метка Отображаемая температура
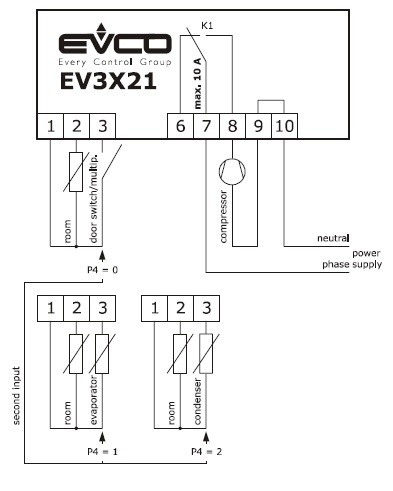
Пб1
комнатная температура
Pb2
, если параметр P4 установлен на 1 или 2, испаритель
температура
, если параметр P4 установлен на 3, температура конденсатора-
2,2
Предупреждения по электрическому подключению
тура
–
не используйте электрические или пневматические отвертки на
клеммная колодка устройства
Для выхода из процедуры:
–
, если устройство было перенесено с холода в горячее место,
5.
Коснитесь
внутри могла конденсироваться влага; подождите около 1 часа
6.
Коснитесь
перед включением
Если второй аналоговый вход отсутствует (то есть если P4
–
проверить соответствие напряжения питания частоте сети
установлен на 0), метка “Pb2” не должна отображаться.
и электроэнергия не выходят за установленные пределы; см. главу
тер 8
Базовые контроллеры для низкотемпературных охладителей бутылок, холодильных витрин, столов и прилавков для пиццы со стратегиями энергосбережения
3.5
Часы работы компрессора
Для отображения часов работы компрессора:
1.
Убедитесь, что клавиатура не заблокирована и нет
Выполняется процедура.
2.
Коснитесь
Доступна первая этикетка.
3.
Коснитесь
4.
Коснитесь
Для выхода из процедуры:
5.
Коснитесь
6.
Коснитесь
Для отмены часов работы компрессора:
7.
Начиная с шага 3. коснитесь
“рЧ”.
8.
Коснитесь
9.
Коснитесь
“149”.
10. Коснитесь
На дисплеебудет мигать “- – -” в течение 4 с, после чего
Устройствовыйдет из процедуры.
3,6
Ручная активация разморозки
1.
Убедитесь, что клавиатура не заблокирована и нет
Выполняется процедура.
2.
Коснитесь
Если датчик испарителя работает как датчик оттайки (т.е.
скажем, если параметр Р4 установлен в 1) и при разморозке
запускает температура испарителя выше значения, установленного с помощью
параметр d2, оттайка не должна активироваться.
3,7
Блокировка/разблокировка клавиатуры
Чтобы заблокировать клавиатуру, выполните следующие действия:
1.
Убедитесь, что никакая процедура не выполняется.
2.
Не работать в течение 30 с: на дисплее появится сообщение
Sage “Loc” на 1 с и клавиатура автоматически заблокируется
кэлли.
Чтобы разблокировать клавиатуру:
3.
Нажмите кнопку на 1 с: на дисплее появится сообщение
«UnL» на 1 с.
4
НАСТРОЙКИ
4.1
Установка рабочей уставки
1.
Убедитесь, что клавиатура не заблокирована и нет
Выполняется процедура.
2.
Коснитесь
3.
Коснитесь
и параметры r2.
4.
Коснитесь
или не работать в течение 15 с: светодиод
выключится, после чего устройство выйдет из режима
. Процедура.
Для выхода из процедуры до завершения операции:
5.
Коснитесь
Рабочая уставка также может быть установлена с помощью параметра SP.
4,2
Установка параметров конфигурации
Для доступа к процедуре:
1.
Убедитесь, что никакая процедура не выполняется.
2.
Коснитесь
3.
Коснитесь
4.
Коснитесь
Ключна 4 с:
Светодиод будет мигать, после
значение, определяемое параметром “PAS” (параметр pa-
по умолчанию установлен на “-19”).
5.
Коснитесь
покажет “SP”.
Для выбора параметра:
6.
Коснитесь
Чтобы установить параметр:
7.
Коснитесь
8.
Коснитесь
9.
Коснитесь
Светодиоддолжен гореть.
Для выхода из процедуры:
10. Коснитесь
(любые изменения будут сохранены).
После настройки параметров приостановить подачу питания на
Клавишав течение 4 с: на дисплее появится
устройство.
4,3
Настройки производителя
или
для выбора метки.
Для доступа к процедуре:
ключ.
1.
Убедитесь, что никакая процедура не выполняется.
2.
Коснитесь
3.
Коснитесь
Для восстановления заводских настроек:
4.
Коснитесь
“149”.
5.
Коснитесь
На дисплеепоявится “dEF”.
6.
Коснитесь
7.
Коснитесь
8.
Коснитесь
или не работать в течение 60 с.
На дисплеебудет мигать “- – -” в течение 4 с, после чего
ключ.
Устройствовыйдет из процедуры.
9.
Отключите питание устройства.
Убедитесь, что настройки производителя подходят;
см. главу 9.
Для сохранения индивидуальных настроек как заводских:
10. Установите параметры конфигурации (с помощью процедуры
, описанный в пункте 4.2).
11. Начиная с шага 4. коснитесь
Клавишав течение 4 с: на дисплее появится
с, чтобы установить “161”.
12. Коснитесь
или не работать в течение 15 с:
или
, чтобы выбрать “CH”.
Дисплейпокажет «MAP».
ключ.
13. Повторите шаги 6, 7, 8 и 9.
Для выхода из процедуры заранее:
или не работать в течение 60 с.
14. Коснитесь
на 4 с во время процедуры (т.е.
ключ.
перед установкой “4”: восстановление не будет выполнено).
или
клавиша для выбора
5
ПРЕДУПРЕЖДАЮЩИЕ СВЕТИЛЬНИКИ И НАПРАВЛЕНИЯ
5.1
Сигналы
ключ.
Светодиод
Значение
или
Клавишав течение 15 с для установки
Светодиод компрессора
Если светодиод горит, компрессор включен
или не работать в течение 15 с:
Если светодиод мигает:
–
рабочая уставка находится в процессе достижения
(с помощью процедуры, описанной в пункте
4.1)
–
будет срабатывать защита компрессора
Светодиод разморозки
ключна 4 с.
Если светодиод горит, идет оттайка
Если светодиод мигает:
–
Размораживаниебудет запрошено, но компрессор про-
будет выполняться проверка
–
будет капать
–
Разморозкабудет запрошена, но компрессор мини-
должно идти включение мамы
Светодиод вентилятора испарителя
Если светодиод горит, вентилятор испарителя будет включен.
Если светодиод мигает, останов вентилятора испарителя будет
в процессе
Энергосберегающий светодиод
Если горит светодиод и включен дисплей,
Выполняется функция “энергосбережения”
Если светодиод горит, а дисплей выключен,
работает функция “низкое потребление”; коснуться
Клавишадля восстановления нормального отображения
°С
градусов Цельсия LED
Если светодиод горит, единица измерения температуры
Ключ: светодиод
будет мигать.
температура
градусов Цельсияили
ключв течение 15 с; см. также r1
°F
градусов по Фаренгейту LED
Если светодиод горит, единица измерения температуры
температура это
градусов по ФаренгейтуСветодиод вкл./режим ожидания
Если светодиод горит, устройство выключено
(изменения не сохраняются).
5,2
Сигналы
Код Значение
Место
клавиатура заблокирована; см. пункт 3.7
пункт 3.7
– – –
запрошенная операция недоступна
Клавишав течение 4 с: на дисплее появится «PA».
6
АВАРИЙНЫЕ СИГНАЛЫ
ключ.
6.1
Тревоги
или
ключ в течение 15 с, чтобы установить
Код Значение
АЛ
Аварийный сигнал минимальной температуры
Решения:
или не работать в течение 15 с: дисплей
–
проверить температуру в помещении; см. параметр A1
Основные последствия:
–
устройство продолжит нормальную работу
или
ключ.
АХ
Аварийный сигнал максимальной температуры
Решения:
ключ.
–
проверить температуру в помещении; см. параметр A4
или
ключв течение 15 с.
Основные последствия:
или не работать в течение 15 с.
–
устройство продолжит нормальную работу
идентификатор
Аварийный сигнал дверного выключателя
ключ на 4 с или не работает 60 с
Решения:
–
проверить причины срабатывания входа;
см. параметры i0 и i1
параметры i0 и i1
Основные последствия:
–
эффект, установленный параметром i0
иА
Тревога многофункционального входа или сигнализация реле давления
Решения:
Клавишав течение 4 с: на дисплее появится «PA».
–
проверить причины срабатывания входа;
ключ.
см. параметры i0 и i1
Основные последствия:
или
Клавишав течение 15 с для установки
–
эффект, установленный параметром i0
СО
Аварийный сигнал перегрева конденсатора
или не работать в течение 15 с:
Решения:
–
проверить температуру конденсатора; см. C6 pa-
ключ.
раметр
или
Клавишейв течение 15 с установить «4».
Основные последствия:
или не работать в течение 15 с:
–
устройство продолжит нормальную работу
CSd
Аварийный сигнал отключения компрессора
Решения:
–
проверить температуру конденсатора; см. C7 pa-
C7 pa-
или
ключ в пределах 15
раметр
–
выключить и снова включить устройство: если
при повторном включении устройства температура
температура конденсатора все же выше, чем
установленный в параметре C7, отключить
блок питания и чистка конденсатора
Основные последствия:
–
компрессор будет выключен
дфд
Аварийный сигнал оттаивания отключен, так как максимальное время
достигнуто
Решения:
–
проверить целостность датчика испарителя; см.
Параметры d2, d3 и d11
–
коснитесь кнопки, чтобы восстановить нормальное отображение
Основные последствия:
–
устройство продолжит нормальную работу
При исчезновении причины тревоги устройство восстанавливается
нормальная работа, за исключением следующих аварийных сигналов:
–
Аварийный сигнал остановки компрессора (код “CSd”), который повторяет
требует выключения устройства или временного
подвес блока питания
–
Аварийный сигнал разморозки отключен, так как максимальное время
достигнут (код “dFd”), что требует прикосновения
ключа.
7
ОШИБКИ
7.1
Ошибки
Код Значение
Пр1
Ошибка датчика комнатной температуры
Решения:
–
убедитесь, что датчик относится к типу PTC или NTC;
см. параметр P0
–
проверить соединение прибор-зонд
–
проверить температуру в помещении
Основные последствия:
–
работа компрессора будет зависеть от C4 и C5
параметры
–
разморозка не будет активирована
Пр2
Ошибка датчика испарителя или датчика конденсатора
Решения:
–
то же, что и в предыдущем примере, но с
относительно датчика испарителя или конденсатора
зонд
Основные последствия:
–
, если параметр P4 установлен на 1, интервал разморозки
будет длиться в течение времени, установленного с помощью d3
.параметр
–
, если параметр P4 установлен на 1, а параметр d8 равен
.
установлен на 2 или на 3, устройство будет работать как если бы d8
Параметрбыл установлен на 0
–
, если параметр P4 установлен на 1 или 2, а параметр F0 –
eter устанавливается от 3 до 4, устройство будет работать как если бы
Параметрбыл установлен на 2
–
, если параметр P4 установлен на 3, конденсатор перегружен.
сигнализация с подогревом (код “COH”) никогда не будет активирована.
проверено
–
если параметр P4 установлен на 3, компрессор выключается
аварийный сигнал (код “CSd”) никогда не будет активирован.
проверено
При исчезновении причины ошибки устройство восстанавливается
нормальная работа.
8
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
8.1
Технические характеристики
Назначение командного устройства: рабочая команда
устройство.
Конструкция устройства управления: встроенное электронное
устройство.
Контейнер: серый самозатухающий.
Класс тепло- и огнезащиты: D.
Размеры: в зависимости от модели:
–
75,0 x 33,0 x 59,0 мм (2,952 x 1,299 x 2,322 дюйма; Д x В
x P) с фиксированными клеммными колодками с винтовыми зажимами
–
75.0 x 33,0 x 81,5 мм (2,952 x 1,299 x 3,208 дюйма; Д x В
x P) со съемными клеммными колодками с винтовыми зажимами.
Способ монтажа командного устройства: на панель,
с защелкивающимися скобами.
Степень защиты корпуса: IP65 (передняя).
Способ подключения: в зависимости от модели:
–
клеммы с фиксированными винтовыми зажимами для проводов до 2,5
мм² (0,0038 дюйма²): источник питания, аналоговые входы, цифровой
входы и цифровые выходы
–
съемные клеммные колодки с винтовыми зажимами для проводов до
к 2.5 мм² (0,0038 дюйма²): блок питания, аналоговые входы,
цифровых входа и цифровых выхода.
Максимальная длина соединительных кабелей:
–
источник питания: 10 м (32,8 фута)
–
аналоговые входы: 10 м (32,8 фута)
–
цифровые входы: 10 м (32,8 фута)
–
Цифровые выходы: 10 м (32,8 фута).
Рабочая температура: от 0 до 55 °C (от 32 до 131
°F).
Температура хранения: от -25 до 70 °С (от -13 до
158 °F).
Влажность при использовании: от 10 до 90 % относительной влажности
без конденсата.
Состояние загрязнения устройства управления: 2.
Экологические стандарты:
–
РоХС 2011/65/CE
–
WEEE 2012/19/ЕС
–
Регламент REACH (CE) №. 1907/2006.
Стандарты ЭМС:
–
ЕН 60730-1
–
МЭК 60730-1.
Электропитание: 230 В переменного тока (+10 % -15 %), 50… 60 Гц
(±3 Гц), 2 ВА.
Способ заземления устройства управления: нет.
Номинальное импульсное напряжение: 4 кВ.
Категория перенапряжения: III.
Класс и структура программного обеспечения: А.
Аналоговые входы: 2 входа (датчик комнатной температуры и
датчик испарителя или датчик конденсатора) настраивается через con-
Параметр конфигурациидля датчиков PTC или NTC.
Аналоговые входы PTC (990 Ом при 25 °C, 77 °F)
Тип датчика:
КТУ 81-121.
Поле измерения:
от -50 до 150 °С (от -58
отдо 302 °F).
Разрешение:
0,1 °С (1 °F).
Аналоговые входы NTC (10 кОм при 25 °C, 77 °F)
Тип датчика:
ß3435.
Поле измерения:
от -40 до 105 °С (от -40
до 221 °F).
Разрешение:
0,1 °С (1 °F).
Цифровые входы: 1 вход (вход дверного переключателя или многофункциональный
ввод)
Цифровые входы (беспотенциальный контакт 5 В постоянного тока 1.5 мА)
Дисплеи: 3-разрядный пользовательский дисплей с функциональными значками.
Цифровые выходы:
–
1 выход (электромеханическое реле SPST с рез. 16 A
@ 250 В переменного тока) для управления компрессором в модели
EV3B23
–
1 выход (электромеханическое реле SPST с рез. 30 A
@ 250 В переменного тока) для управления компрессором в модели
EV3B33
–
1 выход (электромеханическое реле SPDT с рез.
@ 250 В переменного тока) для управления разморозкой
–
1 выход (электромеханическое реле SPST с рез. 5 A @
250 В переменного тока) для управления вентилятором испарителя.
Максимально допустимый ток на нагрузке в 10 А.
Классификация командного устройства по
защита от поражения электрическим током: класс II по
в соответствии со стандартом ЭМС EN 60730-1 §2.7.5.
Действия типа 1 или типа 2: тип 1.
Дополнительные функции действий Типа 1 или Типа 2:
С.
Автоматизированная 3D-печать в Evco: композиты, коботы, электронная почта и многое другое
В каком-то смысле 3D-принтер — это автономная фабрика. Один принтер может заменить сборку, транспортировку, инвентаризацию и многое другое, не говоря уже о производстве деталей. Но с другой стороны, 3D-принтер может быть крайне изолирован. Эти машины не обязательно предназначены для совместной работы с другими технологиями, и в большинстве из них отсутствует поддержка автоматизации, которая была бы стандартной проблемой для такого оборудования, как станок.
Один принтер может заменить сборку, транспортировку, инвентаризацию и многое другое, не говоря уже о производстве деталей. Но с другой стороны, 3D-принтер может быть крайне изолирован. Эти машины не обязательно предназначены для совместной работы с другими технологиями, и в большинстве из них отсутствует поддержка автоматизации, которая была бы стандартной проблемой для такого оборудования, как станок.
Однако отсутствие интерфейса автоматизации не остановило Evco Plastics. Этот переработчик пластмасс имеет многолетний опыт автоматизации процессов литья под давлением и сборки и недавно применил свои ноу-хау к ячейке 3D-принтеров. Теперь у компании есть шесть полимерных 3D-принтеров в ячейке, за которой ухаживает коллаборативный робот (кобот). Автоматизация этой ячейки потребовала творчества и усилий, но результат того стоит. В настоящее время Evco использует свои принтеры круглосуточно и без выходных, чтобы обслуживать свои собственные потребности в инструментах, а также производить детали для внешних клиентов.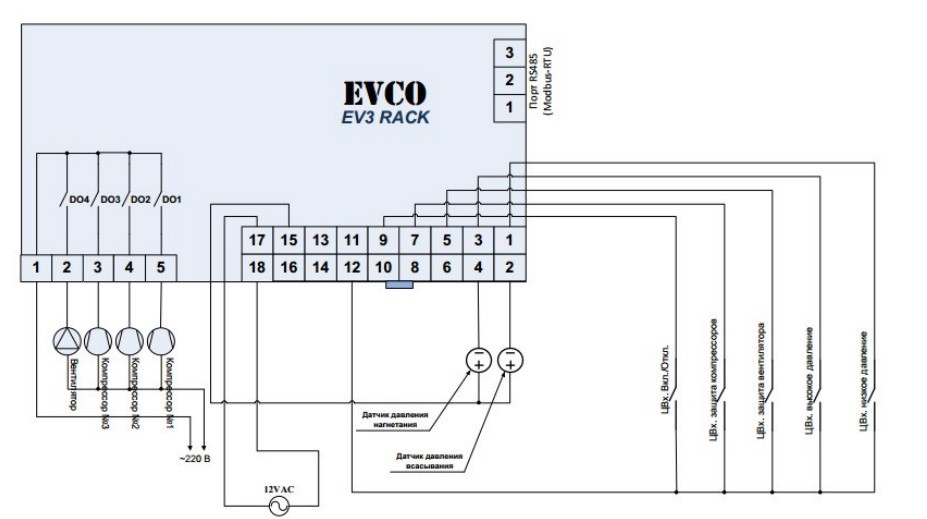
Отношение к исследованию
Компания Evco, основанная в 1964 году, производит пластмассовые детали на заводах в Висконсине и Джорджии в США, а также в Мексике и Китае. Услуги включают в себя все: от проектирования для производства и изготовления пресс-форм до самого процесса литья под давлением и вторичных операций. Производимые детали варьируются от небольших медицинских устройств до больших панелей для сельскохозяйственных транспортных средств.
Руководство компании создало атмосферу инноваций и исследования технологий, которая ощущается на заводе.Автоматизация, в частности, является фактом жизни Evco. На одном предприятии в Дефоресте, штат Висконсин, автоматизированные цеха сочетают литье под давлением, проверку и стерильную упаковку для производства медицинских устройств, которые никогда не вступают в контакт с человеком, пока не попадут в пункт оказания медицинской помощи. Но это только один пример. «Здесь повсюду автоматизация, — говорит Марк Макдональд, менеджер по дизайну.
представляет собой последний этап в исследовании технологий Evco. У компании уже был некоторый опыт работы с системой струйной печати материалов к тому времени, когда в 2014 году она добавила свой первый 3D-принтер Markforged, Mark One с возможностью непрерывной печати волокна.Но только после появления Onyx, композитного материала, армированного рубленым стекловолокном, 3D-печать начала находить свое место в Evco. Оникс обеспечивает более прочные и менее хрупкие детали, чем струйные смолы, и при этом его легче печатать, чем полимер, армированный непрерывным волокном. Как оказалось, этот материал идеально подходил для изготовления инспекционных приспособлений.
Лучше приспособления, лучше результаты
Метрологическая лаборатория Evco расположена в ее штаб-квартире в ДеФоресте и включает в себя различные координатно-измерительные машины (КИМ), а также оборудование для лазерного сканирования.Сегодня эта лаборатория является крупнейшим заказчиком мощностей компании по 3D-печати, которые выросли до шести принтеров Mark Two. Приспособления, напечатанные на 3D-принтере, используются для проверки всего: от очень маленьких деталей, которые можно удерживать в специальных гнездах, до очень больших деталей, для которых требуется несколько специализированных приспособлений, прикрепленных к стандартным блокам.
Приспособления, напечатанные на 3D-принтере, используются для проверки всего: от очень маленьких деталей, которые можно удерживать в специальных гнездах, до очень больших деталей, для которых требуется несколько специализированных приспособлений, прикрепленных к стандартным блокам.
Распечатанные приспособления маркируются номерами деталей и информацией о сборке, напечатанными прямо на них, и сохраняются по номеру детали с инструкциями по установке для возможности повторного использования.Система позволяет ускорить первоначальную настройку, а также поддерживает повторяемость повторяющихся заданий. Дополнительным преимуществом является улучшение результатов проверки; приспособления, напечатанные на 3D-принтере, позволяют Evco удерживать деталь именно в том положении, в котором она будет использоваться, а не в наиболее удобной ориентации, что обеспечивает более надежные показания.
Компания даже считает эффективным теперь печатать стандартные блоки приспособлений, когда блоки короче 2 или 3 дюймов.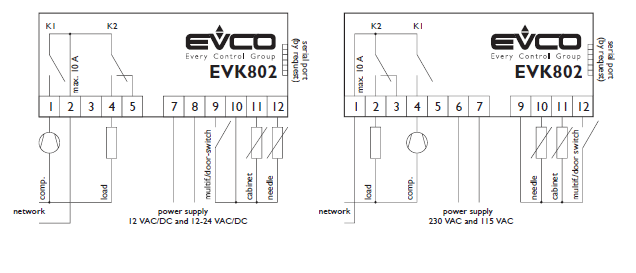 По словам Макдональда, это не та работа, которую можно было бы счесть подходящей для 3D-печати, но для блоков такой высоты это на самом деле дешевле, чем если бы производитель инструмента посвятил время их изготовлению на обрабатывающем центре.С 3D-принтерами можно даже остановить сборку и добавить резьбовую вставку, что экономит время по сравнению с обработкой блока и резьбовыми отверстиями. Кроме того, принтеры остаются занятыми, ограничивая время простоя. Растущие возможности для подобных работ были одним из стимулов для автоматизации шести принтеров.
По словам Макдональда, это не та работа, которую можно было бы счесть подходящей для 3D-печати, но для блоков такой высоты это на самом деле дешевле, чем если бы производитель инструмента посвятил время их изготовлению на обрабатывающем центре.С 3D-принтерами можно даже остановить сборку и добавить резьбовую вставку, что экономит время по сравнению с обработкой блока и резьбовыми отверстиями. Кроме того, принтеры остаются занятыми, ограничивая время простоя. Растущие возможности для подобных работ были одним из стимулов для автоматизации шести принтеров.
Автоматизация начальной загрузки
Главным требованием для автоматизации модуля 3D-принтера было найти способ заменить использованные рабочие пластины, чтобы производство могло продолжаться без вмешательства человека.«Вы не можете работать 24 часа в сутки, если рядом с вами 24 часа в сутки не будет кого-то, — говорит Макдональд, главный оператор типографии. «Мы хотим, чтобы как можно больше времени было полезным».
Однако, в отличие от прессов для литья под давлением с известным временем цикла для каждой детали, 3D-принтеры могут переключаться между заданиями и, следовательно, изменять время цикла при каждой печати. В отличие от «жесткой» автоматизации своих линий литья под давлением, Evco нужно было найти гибкое решение, которое могло бы справляться с многокомпонентной и малообъемной работой по 3D-печати.
Решение, которое он придумал, включает в себя принтеры, расположенные в ячейке на специальной стойке, за которой обслуживается кобот Universal Robots. Добраться сюда оказалось не так просто, как могло показаться на первый взгляд. 3D-принтеры — это не станки, и многие из них не поставляются с готовым протоколом автоматизации. Поэтому Evco пришлось настроить связь между принтерами и коботом, чтобы это решение заработало.
«Просто нужно извлечь информацию и сделать с ней что-то полезное.
К счастью, машины Markforged не были оснащены Wi-Fi и электронной почтой. Когда сборка завершается или приостанавливается, принтер отправляет электронное письмо на указанный адрес. Evco смогла научить программное обеспечение обработки интерпретировать строку темы этих автоматически сгенерированных электронных писем, чтобы определить, какой принтер инициировал сообщение и характер события. Затем эта информация сопоставляется с базой данных Microsoft SQL, содержащей информацию о задании, с помощью программируемого логического контроллера (ПЛК), который затем дает указание коботу удалить полную рабочую пластину из назначенного принтера и заменить ее новой.Наконец, стилус на концевом эффекторе позволяет коботу взаимодействовать с сенсорным экраном принтера так же, как палец оператора, чтобы инициировать новую сборку.
Когда сборка завершается или приостанавливается, принтер отправляет электронное письмо на указанный адрес. Evco смогла научить программное обеспечение обработки интерпретировать строку темы этих автоматически сгенерированных электронных писем, чтобы определить, какой принтер инициировал сообщение и характер события. Затем эта информация сопоставляется с базой данных Microsoft SQL, содержащей информацию о задании, с помощью программируемого логического контроллера (ПЛК), который затем дает указание коботу удалить полную рабочую пластину из назначенного принтера и заменить ее новой.Наконец, стилус на концевом эффекторе позволяет коботу взаимодействовать с сенсорным экраном принтера так же, как палец оператора, чтобы инициировать новую сборку.
«Это то же самое автоматическое электронное письмо, которое вы все равно получили бы — мы только что научили программное обеспечение его интерпретировать», — говорит Джейсон Гланцер, инженер по автоматизации, ответственный за разработку этой системы. «Это просто вопрос извлечения информации и использования ее для чего-то полезного. Мы даже не потратили значительную сумму денег, чтобы добраться сюда.
«Это просто вопрос извлечения информации и использования ее для чего-то полезного. Мы даже не потратили значительную сумму денег, чтобы добраться сюда.
«Это кажется довольно простым и необычным», — говорит Макдональд. — Но это работает.
Ячейка принтера теперь может работать непрерывно без вмешательства человека, пока доступны рабочие пластины. У Evco есть набор из 18 штук — по три на каждый принтер. Тем не менее рабочие пластины представляют собой еще одну механическую проблему для автоматизированной ячейки, поскольку стандартные пластины могут отличаться по толщине на 0,030 дюйма, говорит Evco, что затрудняет их взаимозаменяемость при автоматической замене.Решение Evco состояло в том, чтобы заменить три установочные кнопки в нижней части каждой пластины заготовками, залитыми эпоксидной смолой, а затем обработать эти заготовки, чтобы добиться одинаковой высоты поверхности пластины внутри машины. Каждая пластина в наборе теперь находится в пределах 0,001 дюйма от своих собратьев.
Гибкость и будущее
К моменту моего визита в апреле автоматика работала всего несколько недель, но Evco уже была уверена в перспективах этой ячейки. «Теперь я могу запускать принтеры 24 часа в сутки, чего раньше не мог», — говорит Макдональд.Эти расширенные возможности вступят в игру, когда Evco начнет производить некоторые детали для конечных пользователей с ячейкой 3D-принтера.
Одним из примеров является штатив для зрительной трубы, оптического устройства, используемого охотниками и орнитологами. Заказчик — интернет-магазин, которому понадобилось всего 50 таких деталей. Это клиент, которого Evco обычно не может обслуживать с минимальными затратами, учитывая небольшой размер партии, но ее модуль 3D-принтера позволил взять на себя эту работу. Evco работала с заказчиком над разработкой дизайна, который имеет сотовую структуру внутри для экономии времени печати и материалов, а также резьбовые вставки, которые загружаются во время печати, поэтому сборка не требуется. По словам Макдональда, каждый принтер может печатать два макета одновременно, что занимает около 19 часов. Для изготовления полного тиража из 50 креплений потребовалось пять принтеров, работающих в течение пяти дней.
По словам Макдональда, каждый принтер может печатать два макета одновременно, что занимает около 19 часов. Для изготовления полного тиража из 50 креплений потребовалось пять принтеров, работающих в течение пяти дней.
«Это «мягкая» автоматизация против «жесткой».
Компания Evco планирует выполнять больше подобных работ и соответственно увеличивать свои мощности. Будущие обновления его автоматизированной ячейки 3D-принтера могут включать в себя еще шесть принтеров на другой стороне кобота, отражая существующий массив.В конце концов, может быть много ячеек вместе, и кобот будет перемещаться между ними. Возможности являются частью красоты решения.
«Это «мягкая» автоматизация против «жесткой», — говорит Гланцер. В то время как систематическая автоматизация завода по литью под давлением Evco является жесткой и ее нелегко изменить, ее модуль 3D-принтера, обслуживаемый коботами, бесконечно гибок. Кобота можно легко обучить и переобучить, чтобы он адаптировался к различным сценариям, в то время как принтеры могут производить любые необходимые детали. С помощью нескольких недорогих шагов Evco превратила свои возможности 3D-печати в автоматизированную ячейку аддитивного производства.
С помощью нескольких недорогих шагов Evco превратила свои возможности 3D-печати в автоматизированную ячейку аддитивного производства.
Контроллеры EVCO, контроллер влажности и температуры
Мы поставляем полный спектр гигростатов, соответствующих вашим требованиям.Показано 1-10 из 10 позиций
Контроллер влажности и температуры EVCO EVJ506N2
Контроллер влажности и температуры.Панельный монтаж 12 В переменного/постоянного тока, поставляется с датчиками влажности и температуры. Можно подключить к приложению EVConnect для ведения журнала, просто добавив разъем Bluetooth, доступный в качестве дополнительного.
Контроллер температуры и влажности HT24
Комбинированный цифровой контроллер температуры и влажности, монтируемый на панели, 230 В, поставляется в комплекте с настенным датчиком.
. Контроллер имеет 5 релейных выходов. Конфигурируется для нагрева или охлаждения и увлажнения или удаления влаги. Если вам нужен контроллер, который будет выполнять обе функции, обратите внимание на EVCO EVJ506N2Настенный датчик влажности — LAE Electronics
Универсальный настенный датчик влажности LAE HT2WAD с выходным сигналом 0–10 В
Этот датчик необходимо подключить к контроллеру с входом 0–10 В, как указано в разделе «Контроллеры — аналоговые входы» в меню «Категория».
Преобразователь влажности в помещении
Настенный преобразователь влажности Vector SRC-h2-A3 имеет вариант выхода 0–10 В / 0–20 мА / 4–20 мА. Конфигурируется перемычками
Преобразователь влажности в помещении и датчик температуры NTC
Настенный преобразователь влажности Vector SRC-h2Tn10-A3 с датчиком температуры для установки в помещении имеет варианты выхода 0–10 В / 2–10 В / 0–20 мА / 4–20 мА для влажности, настраиваемые с помощью перемычек и датчика температуры NTC.
- Датчик влажности наружного воздуха
Vector SOC-h2-A3-1 представляет собой наружный настенный датчик влажности с выходом 0–10 В / 4 = 20 мА, который настраивается с помощью перемычек.
Этот преобразователь необходимо подключить к контроллеру с входом 0–10 В для управления влажностью, как указано в разделе «Контроллеры — аналоговые входы» в меню «Категория».
Контроллер температуры/влажности
Этот цифровой контроллер может принимать 2 датчика температуры NTC/PTC, а также вход 4-20 мА. Он имеет 4 релейных выхода, функцию автоматического переключения и 2 и 2 заданных значения. Контроллер имеет двойной дисплей. Контроллер имеет множество различных конфигураций, монтируется на панели с питанием 230 В переменного тока.
Vector TDC-BH-24 Гигростат для установки в воздуховоде
Этот монтируемый в канале гигростат 24 В переменного/постоянного тока со встроенным датчиком влажности от Vector Controls имеет цифровой дисплей, имеет вход температуры и 2 релейных выхода с различными конфигурациями. Датчик влажности является заменяемым и имеет точность 4,5%
Настенный гигростат — 24 В
Этот настенный гигростат со встроенным датчиком влажности от векторного управления и цифровым дисплеем имеет вход температуры и 2 релейных выхода с рядом различных конфигураций.Датчик влажности является заменяемым и имеет точность 4,5%
Настенный гигростат 230 В переменного тока
Этот настенный гигростат на 230 В переменного тока со встроенным датчиком влажности от векторного управления и цифровым дисплеем имеет вход температуры и 2 релейных выхода с рядом различных конфигураций.
 Контроллер имеет 5 релейных выходов. Конфигурируется для нагрева или охлаждения и увлажнения или удаления влаги. Если вам нужен контроллер, который будет выполнять обе функции, обратите внимание на EVCO EVJ506N2
Контроллер имеет 5 релейных выходов. Конфигурируется для нагрева или охлаждения и увлажнения или удаления влаги. Если вам нужен контроллер, который будет выполнять обе функции, обратите внимание на EVCO EVJ506N2

