Карандаш для пайки алюминия: Герметизирующий карандаш для устранения утечек LA-CO « Горелка для пайки
характеристики и применение универсального средства
Сварочное дело давно укрепилось во многих отраслях деятельности современного человека, включая строительство, производство, а также быт. Но далеко не всегда имеется возможность привлечь профессиональное сварочное оборудование, а поэтому считаем правильным ознакомление с современной разработкой, делающей мелкий ремонт в дороге вполне реальным. Сварочный карандаш – универсальное сварочное средство, с помощью которого становится возможным ремонт радиатора отопления, автомобильного глушителя и т. п.
Описание простого приспособления
Карандаш для сварки, по сути, представляет собой универсальное средство для многократного осуществления сварки. Сварочный карандаш способен производить герметичное запаивание трещин металлических поверхностей, накладывать латки, лудить и восстанавливать детали различных эмалированных поверхностей. В основе технологии, которой располагает карандаш, лежит специальная технология.
С какими металлами может работать?
Карандаш для сварки может качественно взаимодействовать со многими материалами, тем самым выставляя себя в качестве универсального средства для выполнения мелкого ремонта в условиях невозможности применения специализированного сварочного оборудования. Таким образом, если в дороге какая-либо деталь автомобиля вышла из строя, к примеру, глушитель, то образовавшееся в нем отверстие можно успешно отремонтировать, имея при себе сварочный карандаш.
Материалы:
- Сталь;
- Чугун;
- Железо;
- Дюраль и алюминий;
- Бронза;
- Медь;
- Керамика;
- Латунь;
- Шифер;
- Термостойкая пластмасса;
- Нержавеющая сталь;
- Оцинковка.
Достоинства приспособления
Карандаш для выполнения сварочных работ располагает рядом достоинств, которые следует рассмотреть.
Преимущества:
- Способность немедленного восстановления работоспособности;
- Выполнения мелких ремонтных работ в течение полутора минут;
- Быстрое устранение утечки;
- Эффективность при соединении, запаивании различных металлов и материалов;
- Совместимость с металлами, стеклом и керамикой;
- Устойчивость к температурам, достигающим 180 гр. С;
- Отличные герметичные свойства соединений;
- Универсальность и компактность;
- Отсутствие требований к квалификации;
- Невысокая стоимость.
Подготовка к работе
Прежде чем применять сварочный универсальный карандаш, необходимо позаботиться о подготовке рабочего места, где будет осуществляться работа, в соответствии с руководством производителя. Свариваемые детали понадобится очистить от загрязнений, окислений, следов краски, либо смазки, после чего постараться максимально плотно прижать друг к другу (рекомендуется выполнять прижимание посредством струбцины или ручных тисков).
Как соединять горизонтальные швы встык и внахлест?
Карандаш, подогретый от пламени, сварочный шов образуется более прочный. С целью выполнения сварочных работ две детали необходимо положить на кирпич, лист асбеста, либо пластину металла, при этом не рекомендуется применять в качестве подстилочного материала деревянные материалы, легковоспламеняющиеся материалы. Стоит помнить о том, что карандаш имеет достаточно высокую температуру плавления, составляющую до 2800 гр. С.
Соединение вертикальных поверхностей
Работа с вертикальными поверхностями материалов имеет некоторые особенности: при работе применяется так называемая полка, которую закрепляют вместе с рабочим материалом, струбциной, тем самым препятствуя растеканию находящегося в расплавленном виде металла. Полку рекомендуют располагать на несколько миллиметров ниже уровня свариваемого шва материалов.
Резка металлов
Сварочный универсальный карандаш позволяет выполнять резку черных, а также цветных металлов. С этой целью расплав металла ведется медленнее обычного без участия прокладки под местом работы.
С этой целью расплав металла ведется медленнее обычного без участия прокладки под местом работы.
Как пользоваться?
Порядок действий:
- Карандаш поджигается, после чего расплавленная масса наносится на поврежденный участок металлической, либо другой поверхности;
- Карандаш прекращает свое горение, в то время как рабочая поверхность продолжает гореть;
- Выжидаются 15-20 секунд для осуществления качественного подогрева рабочей поверхности;
- По истечении указанного выше времени понадобится впаять посредством применения карандаша расплавленную массу в рабочую поверхность.
Применяя сварочный универсальный карандаш, становится возможной работа в экстремальных условиях, ремонт в дороге, либо подобные процедуры.
Пайка трубки алюминиевого автомобильного радиатора – Вопрос – Ответ
Сначала нашёл флюс по алюминию и низкотемпературный припой. Место пайки зачищал под флюсом. Подогрел снизу бачок (он алюминиевый) и начал паять. Вроде и прихватывается, но если температура становится чуть выше припой собирается в шарик, как ртуть. По новой все зачистил. Съездил к другу на приёмку лома, отпилил от такого же по конструкции радиатора кусок 12х12 см. и поехал тренироваться с карандашом. Зачистил как в инструкции место пайки, подогрел как в инструкции до 110 градусов, контролировал пирометром, поджёг карандаш и начал мазать. Получилась ерунда. Во второй попытке выбрал место на испытуемом образце с отверстиями на рамке жесткости диаметром 3 мм. Вновь нагрел и стал просто елозить карандашом. Получилось неплохо, отверстия запечатало составом и он вышел через отверстия и расшаперился. Подождал как в инструкции 20 минут. Попробовал отодрать, но как у нас говорят, не с маху под рубаху. Нанесённый состав держался крепко. Попытка отверткой выдавить метал из отверстий с умеренным усилием тоже не увенчалась в успехе. Воодушевлённый положительным результатом, откусил бокорезами от карандаша небольшой кусочек и зажал его пинцетом.
Вроде и прихватывается, но если температура становится чуть выше припой собирается в шарик, как ртуть. По новой все зачистил. Съездил к другу на приёмку лома, отпилил от такого же по конструкции радиатора кусок 12х12 см. и поехал тренироваться с карандашом. Зачистил как в инструкции место пайки, подогрел как в инструкции до 110 градусов, контролировал пирометром, поджёг карандаш и начал мазать. Получилась ерунда. Во второй попытке выбрал место на испытуемом образце с отверстиями на рамке жесткости диаметром 3 мм. Вновь нагрел и стал просто елозить карандашом. Получилось неплохо, отверстия запечатало составом и он вышел через отверстия и расшаперился. Подождал как в инструкции 20 минут. Попробовал отодрать, но как у нас говорят, не с маху под рубаху. Нанесённый состав держался крепко. Попытка отверткой выдавить метал из отверстий с умеренным усилием тоже не увенчалась в успехе. Воодушевлённый положительным результатом, откусил бокорезами от карандаша небольшой кусочек и зажал его пинцетом.

43 минуты назад, John911 сказал:
Понятно, что более текучь собственно о чем я и говорю. Потечет не потечет – проверить можно эксперементально, благо не сложно. Но даже если потечет – прубку заглушить не проблема.
Опишите процедуру глушения трубки, с нижнего бачка она надорвана у самого дна.
Универсальный сварочный карандаш «Экстрапайк» в Киеве: низкие цены, доставка, отзывы
Если у Вас потекла труба, бак или радиатор, не расстраивайтесь. Теперь эту проблему можно решить не прибегая к услугам сварщика. Продукт используется без паяльника и электричества! С помощью универсального сварочного карандаша «Экстрапайк» стало доступным запаять радиатор прямо в дороге не прибегая к посторонней помощи! Новая технология пришлась по душе не только простым людям имеющим автомобиль, хозяйство, дачу, но и профессиональным сварщикам, например специалистам по ремонту глушителей. Они оценили что можно не снимая глушитель и не подводя сварочное оборудование к месту повреждения за 5 минут восстановить герметичность. Сварочный карандаш «Экстрапайк» настолько прост в использовании, что им может пользоваться даже женщина! Срок годности сварочного карандаша «Экстрапайк» неограничен, поэтому есть смысл приобрести его даже на всякий случай. Один карандаш «Экстрапайк» можно использовать многократно. Представляем Вам универсальный сварочный карандаш многократного испрользования «Экстрапайк», изготовленный по специальной технологии. Сварочный карандаш «Экстрапайк» идеально подходит для герметичного запаивания трещин, отверстий, наложении латок, а также для лужения и восстановления эмалевых покрытий. Пайка выдерживает нагрев до 160 градусов и давление 5 кг/см2. Подходит для следующих материалов: чугун; сталь; железо; алюминий и дюраль; медь; бронза; латунь; шифер; нержавейка; оцинковка; термостойкая пластмасса; керамика; и прочие. Структура универсального сварочного карандаша «Экстрапайк» обеспечивает адгезию (прилипание) даже на ржавой поверхности, как на горизонтальной, так и на вертикальной плоскости. Инструкция по использованию ЭКСТРАПАЙКА Поджечь карандаш Расплавленную массу наносим на поврежденное место. Карандаш горение прекращает, а на поверхности горение продолжается. Выждать 15 – 20 секунд для прогрева поверхности! По истечении 15 – 20 секунд впаиваем этим же карандашом расплавленную массу в поверхность.
Представляем Вам универсальный сварочный карандаш многократного испрользования «Экстрапайк», изготовленный по специальной технологии. Сварочный карандаш «Экстрапайк» идеально подходит для герметичного запаивания трещин, отверстий, наложении латок, а также для лужения и восстановления эмалевых покрытий. Пайка выдерживает нагрев до 160 градусов и давление 5 кг/см2. Подходит для следующих материалов: чугун; сталь; железо; алюминий и дюраль; медь; бронза; латунь; шифер; нержавейка; оцинковка; термостойкая пластмасса; керамика; и прочие. Структура универсального сварочного карандаша «Экстрапайк» обеспечивает адгезию (прилипание) даже на ржавой поверхности, как на горизонтальной, так и на вертикальной плоскости. Инструкция по использованию ЭКСТРАПАЙКА Поджечь карандаш Расплавленную массу наносим на поврежденное место. Карандаш горение прекращает, а на поверхности горение продолжается. Выждать 15 – 20 секунд для прогрева поверхности! По истечении 15 – 20 секунд впаиваем этим же карандашом расплавленную массу в поверхность. В результате получается пайка которая выдерживает 160 градусов и давление 5 кг/см2 Количество паек одним карандашом до 30 штук! Сварочный карандаш «Экстрапайк» прост в использовании,
В результате получается пайка которая выдерживает 160 градусов и давление 5 кг/см2 Количество паек одним карандашом до 30 штук! Сварочный карандаш «Экстрапайк» прост в использовании,
Флюсы для сварки и пайки алюминия в Бобруйске
2,90 руб Флюс для пайки Алюминия 25мл (голубая этикетка)+375 (29) 62… показатьпо г. Бобруйск
Купить
1,86 руб Флюс для алюминия (10мл) Ф-64 Коннектор (флюс для пайки алюминия)+375 (29) 28… показатьиз Минска в Бобруйск
Купить
3,85 руб Флюс для алюминия (20мл) с кисточкой Ф-64 Коннектор (флюс для пайки алюминия)+375 (29) 28… показатьиз Минска в Бобруйск
Купить
2,93 руб Флюс для алюминия (25мл) Ф-64 Коннектор (флюс для пайки алюминия)+375 (29) 28… показатьиз Минска в Бобруйск
Купить
2,60 руб Флюс паяльный для алюминия высокоактивный, флакон ПЭТ, 30 мл.+375 (29) 10… показатьиз Минска в Бобруйск
Купить
2,60 руб Флюс паяльный для алюминия Ф34а, флакон ПЭТ, 30 мл.+375 (29) 10… показатьиз Минска в Бобруйск
Купить
3,25 руб Флюс паяльный для алюминия Ф59а, флакон ПЭТ, 30 мл. +375 (29) 10… показатьиз Минска в Бобруйск
Купить
3,21 руб Флюс для алюминия (25мл) в блистере (Векта)+375 (29) 28… показатьиз Минска в Бобруйск
Купить
2,50 руб Флюс для алюминия (25мл) (Векта)+375 (29) 28… показатьиз Минска в Бобруйск
Купить
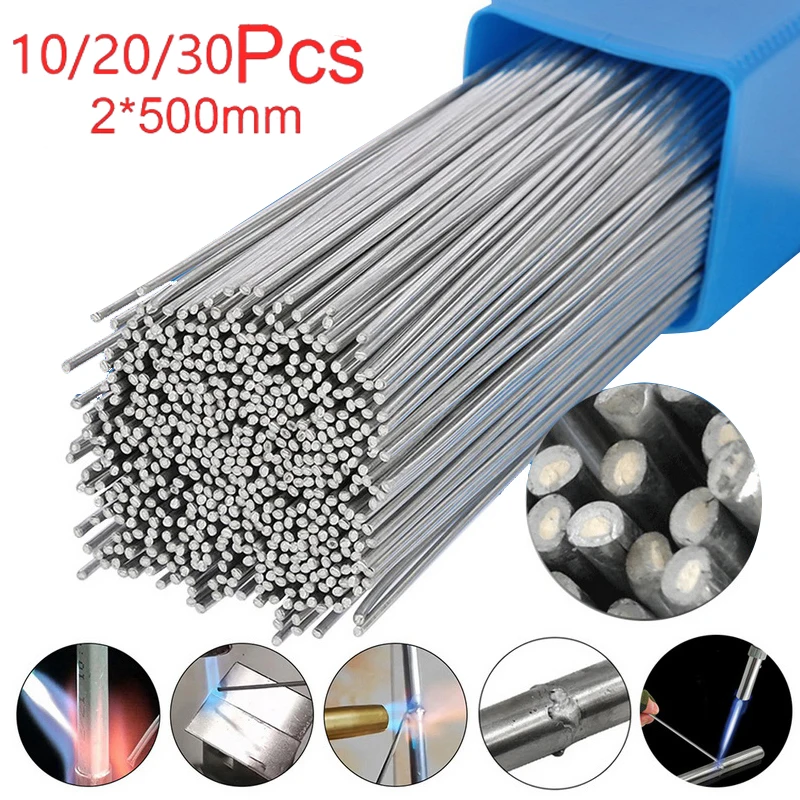
15,90 руб Припой AL-220 спираль ф1,5мм для низкотемп. пайки алюминия (Активный флюс для пайки алюминия) (Векта)+375 (29) 28… показатьиз Минска в Бобруйск
Купить
3,25 руб Флюс паяльный для алюминия Ф59а, флакон ПЭТ, 40 мл.+375 (29) 10… показатьиз Минска в Бобруйск
Купить
3,25 руб Флюс паяльный для алюминия Ф61а, флакон ПЭТ, 30 мл.+375 (29) 10… показатьиз Минска в Бобруйск
Купить
3,25 руб Флюс (паста) паяльный для алюминия с канифолью, банка, 20 гр.+375 (29) 10… показатьиз Минска в Бобруйск
Купить
5 руб Флюс для пайки REXANT09-3615 , Ф-61А, пайка алюминия, 30 мл, флаконПод заказ+375 (33) 62… показатьиз Минска в Бобруйск
Купить
51,45 руб Флюс для алюминия Ф34аПод заказ+375 (29) 10. .. показать
.. показатьиз Минска в Бобруйск
Купить
39,39 руб Флюс-гель для пайки алюминияПод заказ+375 (29) 10… показатьиз Минска в Бобруйск
Купить1
35,41 руб Флюс-гель для пайки алюминияПод заказ+375 (29) 10… показатьиз Минска в Бобруйск
Купить1
10,01 руб Флюс Solins Ф-61А (22 мл, для алюминия)Под заказ+375 (29) 10… показатьиз Минска в Бобруйск
Купить
Как паять алюминий паяльником?
Вы решили паять алюминий паяльником и поэтому ищете подходящую инструкцию, которая позволит вам добиться отличных результатов? Если да, то это пошаговое руководство по пайке алюминия паяльником, обсуждаемое в этой статье, окажется полезным для вас.
Пайка — популярный во всем мире метод соединения металлов. Хотя алюминий как металл можно паять, этот процесс может быть беспокойным и трудоемким или не дать желаемых результатов, если вы не будете соблюдать все необходимые шаги.
Перед тем, как приступить к процессу, очень важно иметь соответствующий набор для пайки алюминия, а также другое оборудование, необходимое для достижения отличных результатов.
Факты, которые необходимо знать перед началом процесса
Во-первых, важно отметить, что оксид алюминия нельзя паять, и поэтому его необходимо удалить. Таким образом, обычно процедура пайки должна выполняться очень быстро, прежде чем образуется больше оксида алюминия.
Алюминий представляет собой продукт, имеющий относительно более низкую температуру плавления, т.е.е. примерно 660 градусов. Это означает, что вам потребуется уникальный продукт для пайки, особенно тот, который имеет более низкую температуру плавления.
Подготовка и советы по технике безопасности перед началом пайки алюминия с помощью паяльника
* Определение сплава при необходимости
Хотя чистый алюминий обычно поддается пайке, он считается твердым металлом, и поэтому с ним нелегко работать. Большинство алюминиевых изделий, которые вы можете найти, представляют собой алюминиевые сплавы. Многие из них можно паять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.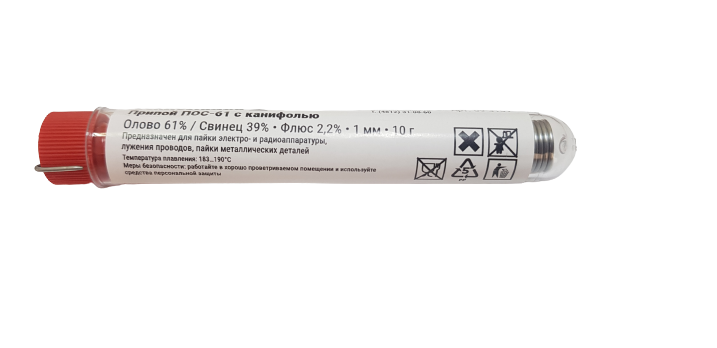
Если алюминиевый продукт, который вы используете, помечен цифрой или буквой, вы должны убедиться, что вы смотрите, есть ли особые требования, которых вы должны придерживаться.
*Выбор низкотемпературного припоя
Как мы обсуждали ранее в этой статье, алюминий обычно плавится при температуре 600 градусов, что относительно ниже. Поэтому, поскольку он имеет более высокую теплоемкость, его будет сложно паять, если вы будете использовать припои общего назначения. Хотя можно использовать сплав, изготовленный из комбинации алюминия, цинка или кремния, в этом обзоре основное внимание будет уделено использованию паяльника, поскольку он также имеет значительно более низкую температуру плавления.
Однако убедитесь, что приобретаемый вами паяльник специально предназначен для соединения вашего типа, например, алюминий-алюминий.
*Выбор флюса для алюминиевого припоя
Крайне важно, чтобы флюс, который вы используете, был специально предназначен для алюминия. Поэтому уместно купить железный припой и флюс в одном и том же магазине и подтвердить, что они должны использоваться вместе. Необходимая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
Поэтому уместно купить железный припой и флюс в одном и том же магазине и подтвердить, что они должны использоваться вместе. Необходимая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
* Создание более безопасного рабочего места
Во время работы обязательно надевайте респиратор, чтобы защитить себя от контакта с образующимися токсичными парами. Вы также должны убедиться, что вы работаете в хорошо проветриваемом помещении. Некоторые из других предметов первой необходимости включают несинтетические одежду и плотные кожаные перчатки.
Пошаговое руководство по пайке алюминия с помощью паяльника
Шаг №1: Очистка алюминия
Тщательно очистите алюминий щеткой, предпочтительно из нержавеющей стали.Это важно, поскольку алюминий может легко образовывать оксид алюминия при контакте с воздухом. Это может привести к образованию слоя оксида, который невозможно соединить.
Тщательно очистите алюминий стальной щеткой. Вы также должны очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Вы также должны очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Если вы используете старый алюминий с сильным окислением, рекомендуется отшлифовать, отшлифовать или протереть ацетоном и изопропиловым спиртом.
Шаг №2: Соединение основных металлов вместе
Этот шаг необходим, только если вы соединяете две алюминиевые детали. Если вы соединяете две алюминиевые детали, зажмите их вместе в определенном положении, в котором вы хотите их соединить. Вы должны убедиться, что между двумя алюминиевыми частями есть небольшой зазор, чтобы железный припой мог течь.
Если вы понимаете, что алюминиевые детали не соединяются плавно, попробуйте сделать места соединения гладкими с помощью сгибания или шлифовки.
Шаг № 3: Нанесение флюса для алюминиевого припоя
После того, как вы очистите алюминиевый металл, вы должны тщательно нанести флюс на те места, которые вы решили соединить, используя либо крошечный металлический инструмент, либо стержень припоя. Это не только устранит возможность дальнейшего образования оксида, но и протянет железный припой вдоль самой длинной стороны соединения.
Это не только устранит возможность дальнейшего образования оксида, но и протянет железный припой вдоль самой длинной стороны соединения.
В случае с проволокой для пайки, попробуйте окунуть ее в жидкий флюс. Однако, если ваш флюс находится в порошкообразной форме, сверьтесь с его этикеткой, чтобы убедиться в правильности инструкций по смешиванию.
Шаг №4 Нагрев металла
При нагревании алюминиевого металлического объекта следует использовать паяльник. Нагрейте металл рядом с соединением, начиная с самого нижнего положения заготовки.Как правило, прямое пламя, направленное на проблемный участок, может привести к перегреву флюса и припоя. Поэтому убедитесь, что вы постоянно перемещаете источник тепла небольшими и медленными движениями, чтобы область могла быть равномерно нагрета.
Перед применением паяльника вы должны знать, что может пройти более десяти минут, прежде чем он нагреется надлежащим образом для использования.
Шаг № 5: Нанесение припоя
Перетащите проволоку или стержень железного припоя по месту соединения, одновременно продолжая косвенно нагревать область, т. е.е. нагрев с другой стороны алюминиевого металла. Используйте постоянные медленные движения при нанесении железного припоя, чтобы результаты были равномерными.
е.е. нагрев с другой стороны алюминиевого металла. Используйте постоянные медленные движения при нанесении железного припоя, чтобы результаты были равномерными.
Подтверждение результатов
Если используемый вами железный припой не связывается с металлом, это может указывать на образование оксида алюминия на поверхности металла. Это потребует от вас очистки поверхности и немедленной повторной пайки, пока не будет достигнут желаемый результат.
Эксперт по инструментам для печатных плат x
Для просмотра этого видео включите JavaScript и рассмотрите возможность перехода на веб-браузер, который поддерживает видео HTML5
Bottom LineЭти советы о том, как паять алюминий с помощью паяльника, окажутся полезными, если их подвергнуть испытанию.Убедитесь, что вы применяете их соответствующим образом, когда возникает необходимость, чтобы вы могли столкнуться с достоинствами, которые они несут.
Лучшие паяльники 2022 года
Наш выбор
Модель X-Tronic Паяльная станция 3020-XTS LED
Надежный X-Tronic быстро нагревается, имеет безопасную и прочную подставку, эргономичную рукоятку и цифровой дисплей. отображение температуры — функции, за которые обычно приходится платить в два раза больше.
отображение температуры — функции, за которые обычно приходится платить в два раза больше.
Светодиодная паяльная станция X-Tronic Model 3020-XTS удивила своей надежностью.Некоторые его функции обычно встречаются только в моделях, которые стоят в два раза дороже. Его ручку удобно держать и она не горячая на ощупь, а утюг поставляется с тяжелой, прочной подставкой и полезными аксессуарами. Это также один из немногих протестированных нами утюгов с цифровым дисплеем — функция, которая делает отслеживание и изменение температуры особенно простым. Во время сборки нашего комплекта электроники нам иногда приходилось ждать, пока паяльная станция X-Tronic не восстановится до заданной температуры; Вы могли бы потратить примерно на 40 долларов больше на утюг с более быстрым восстановлением температуры, но мы почти не заметили разницы.Утюг поставляется с прочной подставкой для удержания горячего утюга во время использования, катушкой для припоя, а также губкой и латунной губкой для очистки наконечника утюга.
Отмычка для модернизации
Hakko FX-888D
Быстрое время нагрева и восстановление температуры, прочная конструкция и полированный внешний вид делают этот паяльник идеальным выбором для любителей, которые планируют часто паять.
Варианты покупки
*На момент публикации цена составляла 100 долларов США.
Hakko FX-888D стоит обновить, если вы планируете часто паять, так как он нагревается немного быстрее, чем X-Tronic, поэтому вы можете паять с меньшими паузами.Он оснащен цифровым дисплеем и тонким пером, которое удобно держать в руке и которое не нагревается. FX-888D кажется особенно прочным, с тяжелой подставкой и станцией, которые, как кажется, прослужат дольше, чем конкурирующие модели. Кроме того, тот факт, что подставка и станция представляют собой две отдельные части, дает вам больше гибкости при настройке рабочей зоны.
Бюджетный вариант
Если 50 долларов больше, чем вы хотите потратить, мы рекомендуем комплект паяльника Vastar Full Set 60 Вт 110 В. Эта регулируемая модель является самым дешевым утюгом, который мы тестировали, но он хорошо работает и поставляется с большим количеством аксессуаров, чем любая другая, включая припой и наконечники разных размеров. Но входящая в комплект подставка не прочная — мы не чувствовали себя в безопасности, ставя на нее горячий утюг, — поэтому вам следует подумать о добавлении нашей любимой подставки Hakko FH-300. Рукоятка Vastar стала самой теплой среди протестированных нами утюгов, и температуры, отмеченные на колесе регулировки Vastar, также оказались совершенно неточными. Vastar показал самую высокую максимальную температуру из всех опробованных нами утюгов, хотя любой из утюгов, которые мы рекомендуем, может достигать температуры, достаточно высокой для обычного хобби.
Эта регулируемая модель является самым дешевым утюгом, который мы тестировали, но он хорошо работает и поставляется с большим количеством аксессуаров, чем любая другая, включая припой и наконечники разных размеров. Но входящая в комплект подставка не прочная — мы не чувствовали себя в безопасности, ставя на нее горячий утюг, — поэтому вам следует подумать о добавлении нашей любимой подставки Hakko FH-300. Рукоятка Vastar стала самой теплой среди протестированных нами утюгов, и температуры, отмеченные на колесе регулировки Vastar, также оказались совершенно неточными. Vastar показал самую высокую максимальную температуру из всех опробованных нами утюгов, хотя любой из утюгов, которые мы рекомендуем, может достигать температуры, достаточно высокой для обычного хобби.
Также отлично подходит
Hakko FH-300
Hakko FH-300 достаточно тяжелый, чтобы стоять на рабочей поверхности, и занимает мало места.
Варианты покупки
*На момент публикации цена составляла 32 доллара США.
Если у вас уже есть паяльник и вам нужна прочная подставка для него, мы рекомендуем Hakko FH-300, который весит достаточно, чтобы не скользить, когда вы кладете паяльник в держатель. Установка занимает несколько секунд и поставляется с губкой и чистящим средством для наконечников.Это также самая маленькая из всех протестированных нами подставок, что оставляет больше места на вашем рабочем месте для других паяльных наконечников и бобышек.
Алюминиевая подставка для паяльника Weller SD1 для SCD100
Выберите CountryUnited StatesCanadaMexicoAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика TheCook IslandsCosta RicaCote D’ivoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинских) островах Фарерских IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea- бисауГайанаГаитиОстров Херд и МакдональдсХо LY Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Исламская Республика ofIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyan Арабская JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, бывшая югославская Республика ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian край, ОккупированныеПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-ХеленаСент-Китс и НевисСент-ЛюсияСент-Пьер и МикелонСан т Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSpainSri LankaSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ofThailandTimor-lesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUnited Штаты Америки Внешние малые IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin острова , Британские Виргинские острова, Ю.
Алюминиевый сплав T12 FX9501 Паяльная ручка STM32 OLED Паяльная станция Wel Sale
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (время обработки)
- Мы отправляем ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, проверку качества и упаковку для отправки.
Это включает в себя подготовку ваших товаров, проверку качества и упаковку для отправки.
Время доставки: Время, необходимое для того, чтобы ваш товар (ы) доставили с нашего склада к месту назначения.
Рекомендуемые способы доставки для вашей страны/региона показаны ниже:
Отправить по адресу: Корабль изЭтот склад не может доставлять товары к вам.
| Способ(ы) доставки | Время доставки | Информация об отслеживании |
|---|
Примечание:
(1) Упомянутое выше время доставки относится к расчетному времени в рабочих днях, которое займет доставка после отправки заказа.
(2) Рабочие дни не включают субботу/воскресенье и праздничные дни.
(3) Эти оценки основаны на обычных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате каких-либо форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего непосредственного контроля.
(5) Ускоренная доставка не может быть использована для адресов абонентских ящиков
Предполагаемые налоги: Может применяться налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите для получения дополнительной информации, если вы не знаете, как платить. * В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитной картой) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
Анализ механизма пайки под давлением при литье алюминия под давлением
Ю.Л. Чу, П.С. Ченг и Р. Шивпури: транзакций , Североамериканская ассоциация литья под давлением, Роузмонт, Иллинойс, 1993, стр. 361–71.
Google ученый
Д. Арго, Р.Дж. Барнхерст и В. Уокингтон: транзакций , Североамериканская ассоциация литья под давлением, Роузмонт, Иллинойс, 1997, стр. 77–82.
Google ученый
З. В. Чен и М.З. Jahedi: Tooling 99 , Мельбурн, Австралия, 1999 г., стр. 165–69.
В. Чен и М.З. Jahedi: Tooling 99 , Мельбурн, Австралия, 1999 г., стр. 165–69.
В.Г. Ривлин и Г.В. Рейнор: Междунар. Встретились. , 1981, том. 26, стр. 133–52.
КАС Google ученый
W. Kajoch и A. Fajkiel: Transactions , Североамериканская ассоциация литья под давлением, Rosemont, IL, 1991, стр.67–74.
Google ученый
Р. В. Ричардс, Р. Д. Джонс, П. Д. Клементс и Х. Кларк: Int. Матер. , 1994, том. 39, стр. 191–212.
КАС Google ученый
Шанкар С. и Апелян Д.: Металл. Матер. Транс. В , 2002, том. 33Б, стр. 465–76.
КАС Google ученый
Ю.Л. Чу, С. Баласубраманиам, Р. Раджан и Р. Шивпури: транзакций , Североамериканская ассоциация литья под давлением, Розмонт, Иллинойс, 1997, стр. 205–12.
Google ученый
Справочник ASM , том. 3, Диаграммы фаз сплава , H. Baker et al. eds., ASM INTERNATIONAL, Materials Park, OH, 1992.
Google ученый
Н.Saunders: Thermotech Ltd., Surrey, United Kingdom, 1999.
LA Norström, B. Klarenfjord, and M. Svensson: Transactions , North American Die Casting Association, Rosemont, IL, 1993, стр. 219–25. .
Google ученый
А.Дж. Франке и Х. Кох: транзакций , Североамериканская ассоциация литья под давлением, Роузмонт, Иллинойс, 1997, стр. 199–203.
Google ученый
С.Челлапилла, Р. Шивпури и С. Баласубраманиам: транзакций , Североамериканская ассоциация литья под давлением, Роузмонт, Иллинойс, 1997, стр. 295–305.
295–305.
Google ученый
(PDF) Анализ механизма пайки под давлением в области литья под давлением алюминия
и более высокой склонности к пайке. Неудивительно, что она пропорциональна доле жидкости, предсказанной фазовой диаграммой
. Чем выше доля жидкости, тем выше вероятность того, что подрезы и другие повреждения поверхности, возникшие во время изготовления штампа или операции литья под давлением, способствуют пайке штампом.Термодинамические расчеты показывают, что эта жидкая фракция зависит от припоя.
[5]
Еще одним важным параметром является угол уклона.
Низкий или отрицательный угол уклона, скорее всего, свяжет температуру на поверхности кристалла и состав в зоне пайки
. Уменьшение T
D
уменьшает жидкую фракцию, отливку к матрице, чем был бы большой угол наклона, в результате чего
в более высоком коэффициенте теплопередачи между ними, таким образом, снижается склонность к пайке. Для большинства сплавов
Для большинства сплавов
добавление небольшого количества железа к расплавленному сплаву приводит к повышению температуры штамповки и литья. Более высокие температуры кристалла
,, в свою очередь, могут привести к повышенной тенденции к ограниченному влиянию на пайку, когда температура поверхности кристалла
,низкая, но практически не влияют на температуру кристалла или металла для пайки.
высокий. Шероховатая поверхность или малый угол наклона способствуют пайке
, так как скорее всего происходит локальное увеличение плашки-
VI.СПОСОБЫ СНИЖЕНИЯ температуры поверхности пайки в местах повышенного контакта.
Пайка матрицы может быть предотвращена или уменьшена за счет использования
Наиболее эффективным методом уменьшения пайки является нанесение
покрытия, которое физически отделяет расплавленный алюминий
от поверхности матрицы. Покрытие физически отделяет сплав
от матрицы. Покрытия, которые в настоящее время
выводят расплавленный алюминий из кристалла и препятствуют действию химического вещества
, содержат элементы, усиливающие реакцию пайки
. Чтобы покрытие было эффективным,
Чтобы покрытие было эффективным,
критическая температура. Пайка под давлением также может быть предотвращена
, однако она должна быть устойчива к воздействию расплавленного алюминия.
за счет улучшенного охлаждения поверхности кристалла для поддержания результатов
на рисунке 8 предполагает, что покрытия, содержащие элементы
температура поверхности кристалла, T
D
, ниже критической для пайки
, такие как титан, хром
температура T
C
.
устойчивы к расплавленному алюминию, так как имеют тенденцию повышать
критическую температуру пайки. Фактически, покрытия TiN, CrN и
CrC уже доказали свою эффективность в качестве покрытий штампов для предотвращения пайки.
[13]
Элементы, повышающие T
C
Это исследование спонсировалось Департаментом США
или уменьшение жидкой фракции также уменьшит пайку Энергии по Контракту №DE-AC05-96OR22464
тенденция при добавлении в сплав, а не в покрытие. с Lockheed Martin Energy Research Corp. и DE-
с Lockheed Martin Energy Research Corp. и DE-
Термодинамический анализ можно использовать для идентификации других AC05-00OR22725 с UT-Battelle, LLC. Авторы
элементов, увеличивающих T
C
и служащих потенциальным покрытием, благодарят С.С. Бабу и К.А. Синий за рецензирование статьи
иматериалов. М.Л. Этчли за подготовку рукописи. Помощь от
Другим подходом к сокращению пайки может быть E.А. Кеник для анализа с помощью сканирующей электронной микроскопии
снижает температуру поверхности кристалла. Это также можно было бы принять с благодарностью.
шлифован за счет использования инновационных технологий охлаждения, перегрева сплава
с более низким содержанием сплава и улучшения общего управления температурой в кристалле.
Важно отметить, что в этой статье в основном используются термодинамические соображения для анализа припоя. Чу, П.С. Ченг и Р. Шивпури: Transactions, North American
ing.Фактически пайка под давлением контролируется Ассоциацией химического литья под давлением, Rosemont, IL, 1993, стр. 361-71.
361-71.
реакция между элементами и диффузия элементов 2. D. Argo, R.J. Барнхерст и У. Уокингтон: Transactions, North
в штампах и литье. Чтобы предсказать скорость, с которой Американская ассоциация литья под давлением, Rosemont, IL, 1997, стр. 77-82.
3. З.В. Чен и М.З. Jahedi: Tooling 99, Мельбурн, март 1999 г., стр.
происходит пайка, необходимо учитывать кинетические факторы
165-69.
счет. К другим факторам, влияющим на пайку, относится металл 4. В.Г. Ривлин и Г.В. Рейнор: Междунар. Встретились. Изд., 1981, вып. 26, стр. 133-52.
скорость и смазка, используемая при литье под давлением. 5. W. Kajoch и A. Fajkiel: Transactions, North American Die Casting
Association, Rosemont, IL, 1991, стр. 67-74.
6. Р. В. Ричардс, Р. Д. Джонс, П. Д. Клементс и Х. Кларк: Int. Матер.
VII. ЗАКЛЮЧЕНИЕ Пересм., 1994, т. 1, с. 39, стр. 191-212.
7.С. Шанкар и Д. Апелян: Металл. Матер. Транс. Б, 2002, т. 1, с. 33Б,
Пайка штампом происходит за счет реакции между расплавленными стр. 465-76.
465-76.
алюминиевый сплав и сталь на поверхности матрицы, в результате чего 8. Y.L. Чу, С. Баласубраманиам, Р. Раджан и Р. Шивпури: Транзакции
, Североамериканская ассоциация литья под давлением, Роузмонт, Иллинойс, 1997, фазы, которые являются жидкими при температурах реакции. Жидкость
стр. 205-12.
соединяет форму с отливкой при затвердевании, в результате чего 9.Справочник ASM, том. 3, Диаграммы фаз сплава, H.Baker et. др. eds.,
при склеивании или пайке. Для отливки алюминиевого сплава ASM INTERNATIONAL, Materials Park, OH, 1992.
сплава в стальной форме существует критическая температура пайки 10. N. Saunders: Thermotech Ltd., Surrey, United Kingdom, 1999.
выше которые имеют тенденцию к пайке. 11. L.A. Norstro
мкм, B. Klarenfjord, and M. Svensson: Transactions, North
American Die Casting Association, Rosemont, IL, 1993, стр.219-25.
температура определяется элементами как в отливке
12. A. J. Franke and H. Koch: Transactions, North American Die Casting
J. Franke and H. Koch: Transactions, North American Die Casting
сплав и материал пресс-формы и температура солидуса Ассоциации, Rosemont, IL, 1997, стр. 199-203.
полученный разбавленный алюминиевый сплав. 13. С. Челлапилла, Р. Шивпури и С. Баласубраманиам: Транзакции,
Когда температура на поверхности штампа выше, чем у Североамериканской ассоциации литья под давлением, Роузмонт, Иллинойс, 1997, стр.
295-305. критическая температура пайки, склонность к пайке
8 — ТОМ 33А, МЕСЯЦ 2002 г. ОПЕРАЦИИ С МЕТАЛЛУРГИЧЕСКИМИ МАТЕРИАЛАМИ A
Полное руководство по электронной пайке
Что такое пайка?
Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий.Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «пайкой») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа).
При пайке электронного разъема к контактной площадке (часто называемой «площадкой») обычно требуется следующее:
- Паяльник, способный достигать температуры плавления припоя.
- Проволочный припой с флюсовым сердечником или без него.
- Флюс, если проволочный припой не включает флюсовую сердцевину или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
Задача паяльного жала — передавать тепло от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже.
На низком уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам необходимо выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовым сердечником или сплошной проволокой и типом флюса.
- Свинец или бессвинцовый – Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений наилучшей надежности и проводимости.Свинец, часто в сочетании с оловом, с самого начала был основой электронной пайки. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за опасений, связанных с окружающей средой и здоровьем, возникает необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра.
 Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом.Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом.Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя. - Диаметр проволоки для пайки . Убедитесь, что вы не перепутали проволоку для пайки, предназначенную для сантехники, с проволокой для пайки, предназначенной для электроники.Провод для сантехники будет намного толще, 2мм в диаметре и выше. Проволока для пайки электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Сопоставьте диаметр с размером разъемов и контактов, которые вы припаиваете. Если диаметр проволочного припоя слишком мал, вы будете пропускать через себя слишком много припоя. Слишком большой и вам будет трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термической нагрузки или даже пайки других компонентов, не связанных с ваш ремонт.
- Порошковый сердечник или сплошная проволока . Большинство припоев поставляются с флюсовым сердечником, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
- Тип флюса — Не требующий отмывки флюс является хорошим выбором для пайки, когда не требуется очистка.Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
 Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.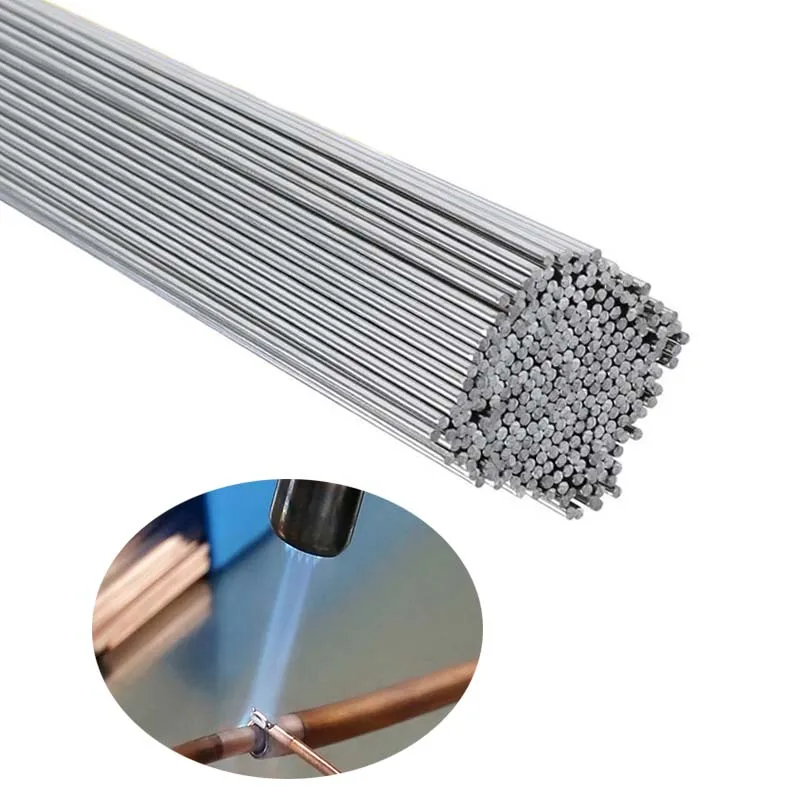
 Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.Какой припой использовать: свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли.В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли.В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Что такое флюс?
Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей с помощью припоя должна быть хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не колебалась из-за механических, температурных и других воздействий.Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки.
No-clean – это хороший выбор для пайки, где не требуется очистка. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения.Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
При пайке простого соединения, такого как 2 провода или вывод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно.Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Flux можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора для ручек. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что припаиваемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 °F (316–343 °C) — хорошая начальная температура для припоя на основе свинца, а 650–700 °F (343–371 °C) — для бессвинцового припоя.
- На несколько секунд прижмите наконечник к электроду и контактной точке/площадке. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проводом припоя к выводу и контактной площадке/площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- При необходимости обрежьте провод ножницами. Не обрезайте места пайки, это может повредить соединение.
- При использовании флюса, активированного канифолью, флюса на водной основе или если эстетический вид остатков флюса является проблемой, очистите участок с помощью средства для удаления флюса.

Сопутствующие товары:
Как нагреть паяльник? 600–650°F (316–343°C) — хорошая начальная температура для припоя на основе свинца и 650–700°F (343–371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода.На что следует обратить внимание:
- Если это вывод со сквозным отверстием, отверстие должно быть заполнено, а место пайки образует слегка пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- Вывод не должен болтаться или шевелиться после пайки.
- Припой не должен перетекать или накладываться на другие контактные площадки/площадки.
- При использовании припоя на основе свинца место пайки должно быть блестящим.К сожалению, бессвинцовая поверхность имеет более матовую поверхность, поэтому блеск в этом случае не является хорошим показателем.
Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения.Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Наконечники для пайки бывают разных форм, что позволяет использовать различные геометрические формы печатных плат:
- Заостренный или конический – Конец паяльного жала заостряется или закругляется на плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
- Лезвие или нож — Наконечник лезвия обычно используется для пайки волочением, когда припой наносится на несколько контактных площадок. Это обычное дело при пайке компонентов с технологией поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Долото или отвертка – Долото позволяет нагревать большую площадь контакта, поэтому его удобно использовать для паяных соединений через отверстия.Длина может варьироваться, а также может быть согнута, например, с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
- Скос – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Представьте себе металлический стержень, поперечное сечение которого находится под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса.Скос может варьироваться от 1 мм до 4 мм или даже больше.
- Наконечники Flow – Наконечник Flow похож по конструкции на скошенный наконечник, но вместо плоской области он представляет собой небольшое углубление или чашечку. Это также называется «мини-волновой наконечник» и обычно используется для пайки сопротивлением, как описано выше.

 Размер определяется диаметром «стержня» или вала, а иногда и углом скоса.Скос может варьироваться от 1 мм до 4 мм или даже больше.
Размер определяется диаметром «стержня» или вала, а иногда и углом скоса.Скос может варьироваться от 1 мм до 4 мм или даже больше.Сопутствующие товары:
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, важна скорость. Операторы повышают температуру пайки, чтобы ускорить отвод тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.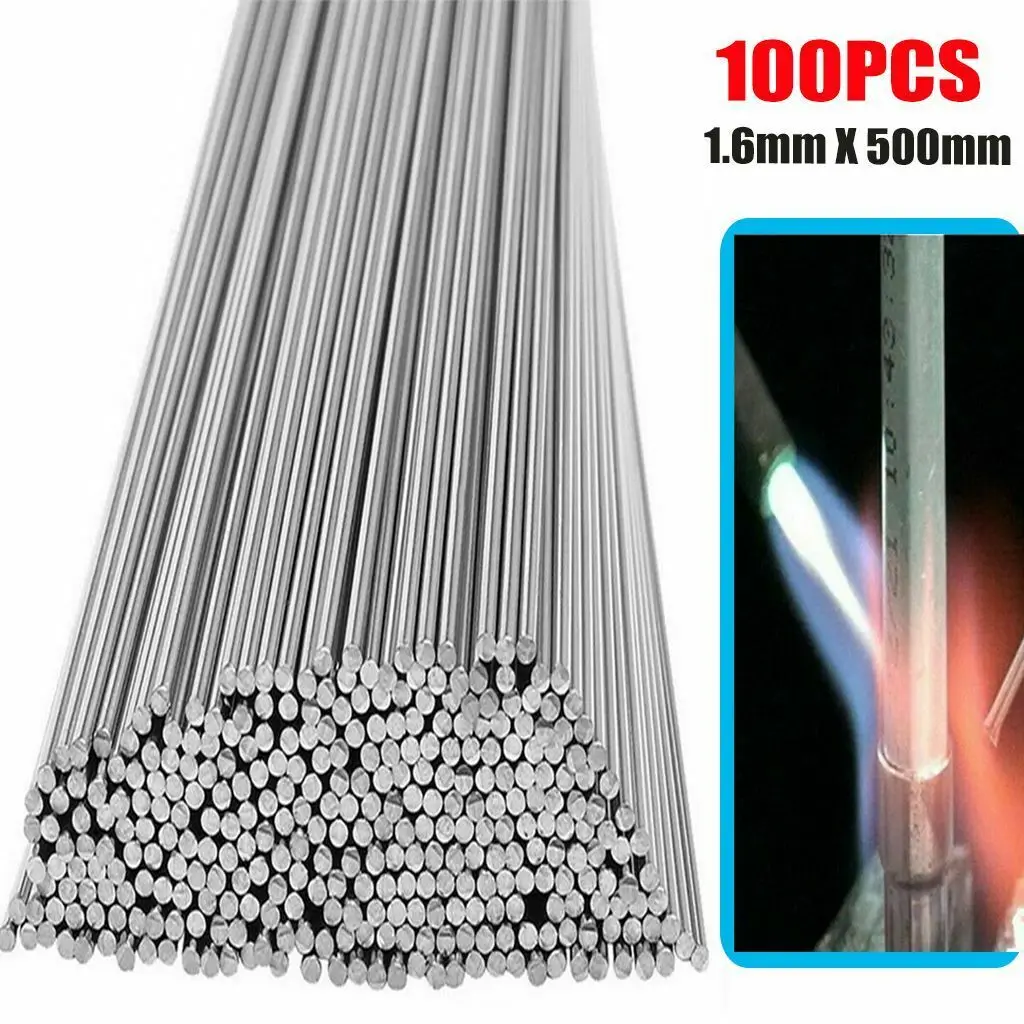 Почему припой стекает с жала?
Почему припой стекает с жала? Это указывает на то, что паяльное жало нуждается в очистке, так что это «холодное» жало (хотя оно еще очень горячее, так что не трогайте его!).Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника.Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода.Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается.Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить.
Сопутствующие товары:
Что лучше использовать для очистки паяльных наконечников: латунную подушечку brillo или губку?Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунного наконечника- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника тепловому удару.
- Con – Абразивен, несмотря на то, что латунь мягче железа на конце наконечника. Он имеет тенденцию царапать хромированное покрытие, что предотвращает смачивание наконечника припоем. Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
 Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.Не забудьте использовать колющие движения с помощью латунного очистителя наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Губка из целлюлозы- Pro — эффективный и быстрый способ очистки наконечника.Они поставляются с различными отверстиями или прорезями, чтобы сделать это еще быстрее и проще, а также чтобы избежать разбрызгивания расплавленного припоя.
- Con — охлаждает наконечник, поэтому требует, чтобы наконечник снова нагревался. Это также может привести к термическому удару наконечника, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника из-за образования микротрещин в железном покрытии.
 Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени.Сопутствующие товары: Нужно ли счищать весь припой с жала после окончания пайки? Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени.Сопутствующие товары: Нужно ли счищать весь припой с жала после окончания пайки? Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала. Что можно сделать, чтобы увеличить срок службы паяльного жала?
Что можно сделать, чтобы увеличить срок службы паяльного жала? После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами!
Жала имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала).Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
- Убавьте огонь
- Тщательно очистите наконечник
- Лужение паяльного жала
- Используйте специальные чистящие средства
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое жало?
Когда наконечник черный и высыхает (припой не прилипает к нему), что называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника.Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы очистки платы.Ведь заменены комплектующие и убран лишний припой…
- Тщательно очистите участок качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости осторожно протрите печатную плату щеткой из конского волоса или безворсовой салфеткой, а затем промойте ее.
- При использовании салфетки убедитесь, что на печатной плате не остаются волокна или ворсинки, которые впоследствии могут вызвать проблемы.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью населения или плат с высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер проволочного припоя к тому, что вы паяете.
- Подберите паяльное жало к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Содержите наконечник в чистоте и лужите.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте паяльное жало у вывода и точки контакта/площадки, пока они не нагреются до нужной температуры.
- Нанесите достаточное количество припоя, чтобы покрыть контактную площадку и окружить вывод.
- При необходимости обрежьте выводы с помощью острых ножниц, не обрезая места пайки.
- Удалите остатки флюса с места пайки качественным средством для удаления флюса.
