Как сталь паять: Как паять стальные детали
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.


Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.

Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Пайка стали с помощью олова в домашних условиях: использование газовой горелки
У металлической чашки оторвалась ручка, пожилой дедушка смотрит на нее, кивает головой и с укоризной в голосе заявляет: «Однако, паять надо». Для того, чтобы при фразе «пайка металла» не делать удивленное лицо, мы рекомендуем Вам прочитать данную статью. В ней мы подробно опишем, что такое пайка стали и черных металлов, а также расскажем о всех нюансах этого процесса.
Содержание
Отличия пайки металла от сварки
Пайка отличается от сварки технологией процесса. При сварке кромки поверхности оплавляются, а пайка производится на двух холодных поверхностях, оплавлением припоя – оловянного фрагмента, который при остывании и свяжет металлические элементы между собой.
Что к чему можно паять
В основном паяют однородные поверхности, то есть произведенные из одного металла. Пайка металла оловом производится в домашних условиях, но также возникает целесообразность соединения двух и более конструкций из разных металлов, например бронза и сталь, латунь и сталь и т.п.
Важно! Оловянный припой нежелательно использовать при пайке цветных металлов, в этом случае используются специальные прутки из медных сплавов.
Как производится пайка стали
Пайка стали оловом не производится, так как олово не скрепит стальные поверхности. Для припоя используется бронзовый пруток, а процесс осуществляется в следующей последовательности:
- На столе с антипожарным покрытием раскладываются: паяльник, припой в виде бронзового прутка, сосновая канифоль, кислотный растворитель и конструкции для пайки.
- Кислотой обезжириваются поверхности будущей пайки.
- К одной из кромок прикладывается оловянный пруток, который расплавляется паяльником, кончик которого предварительно был опущен в канифоль.

Важно! Если не обработать кончик канифолью, то расплавленная бронза не будет захватываться кончиком паяльника, а будет просто стекать с него.
- Два элемента прижимаются друг к другу, стыкуются. Выжидается время отвердения расплавленного прутка. При застывании возникает прочное соединение.
Чем лучше всего паять изделия из стали
Поскольку сталь отличается высокими характеристиками на износ и разрушение по шкале Бринелля или Роквелла, то к припою предъявляются особые требования. Стальные элементы нельзя соединить оловом и прочими легкоплавкими сплавами, и металлами, лучше всего зарекомендовали себя латунь и бронза.
Являясь мягкими сплавами, латунь и бронза, позволяют формировать единую структуру со сплавом, соединяясь на уровне кристаллических решеток в расплавах.
Типы нагревателей
Нагревательные элементы паяльников – это рабочая часть инструмента, которой непосредственно воздействуют на припой. Востребованы следующие виды, которые будут перечислены ниже:
- Нихром. Нихром представляет собой тугоплавкий сплав с высокой степень теплопередачи. Нагрев производится электрическим током.
- Керамика. В данном случае используется керамический электрод, к которому подводятся электроконтакты от сети 220V.
- Индукционные. Для подачи напряжения на «жало» паяльника используется катушка индуктивности, которая состоит из электрода и двух обмоток – первичной и вторичной.
- Импульсные. Электрод металлический, но его нагрев производится только при нажатии кнопки подачи электрического импульса. Если кнопку отпустить, то импульс прекратится.
- Газовые. В этом случае вместо электрода используется электрофакельное устройство, которое подает и воспламеняет горячий газ, например аргон.
- Инфракрасные. Самый сложный вид нагревателей, который использует генератор инфракрасного излучения для нагрева металлического припоя, размещенного на двух конструкциях под припайку.
- На открытом огне. Это самые первые паяльники, которые появились на свет из кузнечных цехов. «Паяло» или наконечник паяльника нагревается на открытом огне до красна, а после воздействует на материал припоя.

Пайка черного металла может быть осуществлена практически любым видом, перечисленных нагревателей.
Выбор припоя
Выбор припоя зависит от спаиваемых материалов, но, как правило, подбираются следующие припои:
- Латунь.
- Олово.
- Медь.
- Свинцово-кадмиевые сплавы.
- Свинцово-сурьмяные составы.
Первые три припоя считаются бессвинцовыми, но в любом случае все виды используются в виде прутка с сечением не более 2-3 мм.
Как паять сталь обычным оловом
Паять сталь обычным оловом тоже возможно, но следует отметить, что это допустимо только для бытовых изделий. Пайка запчастей и конструкций отдельных механизмов из стали оловом не рекомендуется ввиду недолговечности соединения.
Пайка запчастей и конструкций отдельных механизмов из стали оловом не рекомендуется ввиду недолговечности соединения.
Припой для проведения домашних работ, его состав и свойства
Оловянный припой
Раньше мастера использовали целые бруски олова и хранили их в отдельном месте, в настоящее время припой реализуется в виде прутка, который намотан на катушку. Он отличается превосходными свойствами связности.
Для производства домашних работ используются припои со следующим составом:
- Простой латунный – «проволока» золотистого цвета.
- Оловянно-сурьмяный – «проволока» серебристого цвета.
Такой припой быстро расплавляется любыми видами нагревателей и имеет хорошие свойства связности.
Оборудование для проведения работ в домашних условиях
Для того чтобы пайка железа оловом в домашних условиях была выполнена правильно, необходимо оборудовать рабочее место, которым может стать кухонный стол, но при этом надо настелить на него антипожарную пленку или положить лист металла.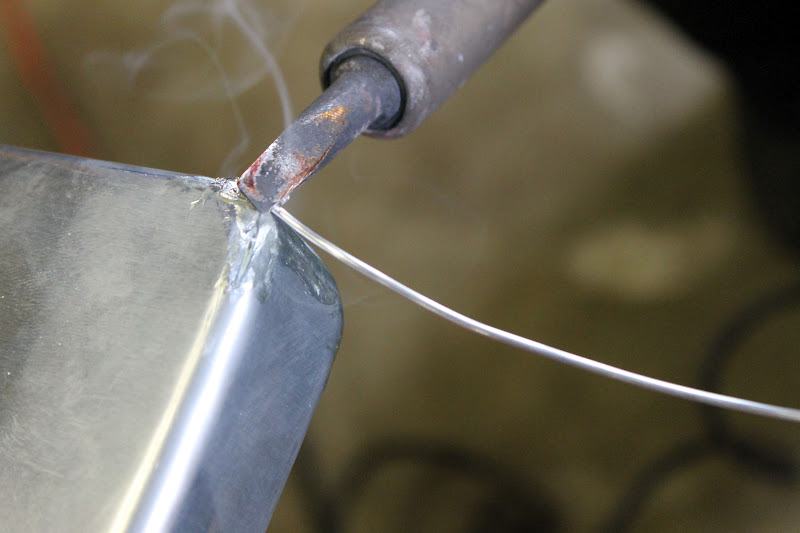
- Паяльник с газовым нагревателем или индукционным «стержнем» — они позволяют быстрое расплавление припоя.
- Соляная кислота в качестве растворителя.
- Канифоль, если применяется индукционный нагрев.
Как правильно паять паяльником с кислотой
Как уже было сказано, при пайке в ряде случаев применяется кислота, в основном соляная или ортофосфорная, которая выжигает на поверхности металлов оксиды и липидные соединения.
Кислотные растворы
Применяют не концентрированную кислоту, так как она опасна для хранения и во время применения, как правило, используются 40-50% растворы соляной, плавиковой, серной или сернистой кислоты.
Применение кислот
Пайка оцинкованного железа применяется с растворителем из плавиковой кислоты – она безвредна для цинка, но при этом «сжигает» пленку оксидов, которая в процессе пайки может ослабить будущее соединение.
Пайка без паяльника
Процесс без применения специальных инструментов возможен только с присадкой специальной паяльной пасты. Она состоит из алюминиевой или свинцовой пудры, цинковой пудры, флюса и прочих связующих компонентов, которые делают ее жидкой, но практически не текучей.
Паста незаменима при пайке микросхем, когда все контакты миниатюрных диодов, тиристоров и прочих «штучек» впаиваются в тонкий слой пасты, формирующей единую токопроводящую магистраль.
Как готовится паяльная паста
Паста готовится в заводских условиях и представляет собой ферромагнитный состав, который проводит ток. Если есть необходимость приготовить пасту в домашних условиях, то необходимо:
- Из оловянного бруска получить большое количество опилок при помощи надфиля.
- Опилки ссыпаются в мерку и покрываются слоем паяльного жира или флюса. Перемешиваются до однородной не текучей консистенции.
- В готовую смесь добавляется несколько капель глицерина.

Пайка посуды
Как паять железо оловом, в частности, посуду? Поскольку в посуде главное – не пропускать жидкости, то необходимо просто использовать большое количество припоя и канифоли.
Важно! Желательно использовать специальный пищевой припой, который практически не окисляется и полностью безвреден.
Инструкция по пайке посуды:
- Место под наложение припоя очищается наждачкой и обрабатывается растворителем.
- Наносится слой канифоли.
- Паяльником разогревается место будущей пайки.
- Вносится пруток припоя, который оплавляется паяльником.
Важно! Если одного раза недостаточно, то место снова покрывается канифолью и процедура повторяется.
Каким металлом паяют посуду? Чаще всего это олово, но при спайке нержавеющей стали можно использовать и латунный припой, при этом лучше применить газовый нагреватель.
Советы по правильной и прочной пайке металлов
Далее мы дадим несколько полезных советов на тему, как паять сталь и получать качественные и надежные соединения:
- Перед работой требуется очистить рабочее «жало» паяльника. Если на нем имеются следы сильного загрязнения, то их можно счистить напильником. Для удаления застывшего флюса можно применить небольшой кусочек картона.
- Для того чтобы паяльник не «заискрил» статикой, корпус изделия лучше заземлить проводком с антистатическим браслетом, который одевается на руку.
- При разогреве паяльник опускают «носиком» в канифоль, как только он начнет ее оплавлять – устройство готово.
Мы разобрались не только в конструкции паяльника и его видах, но также ответили на такие вопросы, как: чем паять сталь, какие припои лучше применить и как сделать всю работу правильно. Используя нашу статью, можно в короткие сроки овладеть теорией пайки, а купив самый простенький паяльник – перейти к практике и добиться решительных результатов.
Методы пайки нержавеющей стали
Абсолютно!
Паять нержавеющую сталь не так просто, как пайку меди или даже низкоуглеродистой стали, но это возможно. Многие из обычно используемых нержавеющих сталей можно паять. Ключ к успешной пайке нержавеющей стали лежит в трех ключевых областях: флюс, припой и источник тепла.
Выбор правильного флюса для нержавеющей стали
При пайке нержавеющей стали крайне важно выбрать правильный флюс. Когда мы говорим «правильный флюс», мы имеем в виду активный флюс, такой как наш флюс № 71 для пайки нержавеющей стали. Типы флюсов, которые вы используете для сантехники, например, обычно недостаточно сильны для пайки нержавеющей стали (хотя они подойдут для пайки меди). Однако такой флюс, как № 71, содержит сильные ингредиенты, необходимые для пайки нержавеющей стали.
№ 71 — это жидкий флюс, который отлично подходит для многих применений. Однако, если вам нужен пастообразный флюс, попробуйте наш № 144, который имеет активность № 71, но в форме пасты. Примеры того, где предпочтительна пастообразная форма, могут включать работу с вертикально ориентированной деталью или когда вы хотите нанести много флюса в одном месте. У нас также есть гелевый флюс № 78, который хорошо подходит для пайки нержавеющей стали.
Примеры того, где предпочтительна пастообразная форма, могут включать работу с вертикально ориентированной деталью или когда вы хотите нанести много флюса в одном месте. У нас также есть гелевый флюс № 78, который хорошо подходит для пайки нержавеющей стали.
Выбор правильного припоя для нержавеющей стали
Выбор правильного припоя так же важен, как и выбор правильного флюса. Ключевое слово, когда речь заходит о «правильном припое» для нержавеющей стали, — «Серебро». Припои, содержащие серебро, лучше справляются с пайкой нержавеющей стали. Это может быть бессвинцовый припой, например Sn9.6/Ag4 (96% олова и 4% серебра). Или там, где вы можете использовать свинецсодержащий припой, это может быть Sn45/Pb54/Ag1 (45% олова, 54% свинца и 1% серебра). Да, добавление серебра увеличивает стоимость припоя, но это имеет значение, когда речь идет о пайке нержавеющей стали.
Включение нагрева
При пайке нержавеющей стали необходимо включать нагреватель. Это не похоже на пайку меди, где все, что вам нужно сделать, это расплавить припой, и происходит пайка. Вам необходимо нагреть поверхность нержавеющей стали, чтобы активировать флюс и поверхность нержавеющей стали могла принять припой. Это означает, что, если только детали, которые вы паяете, не имеют небольшой массы, стандартный паяльник не будет достаточно горячим. Вам понадобится горелка (например, кислородно-ацетиленовая или газовая) или мощные паяльники, которые любят использовать кровельщики. При пайке нержавеющей стали не скупитесь на тепло.
Вам необходимо нагреть поверхность нержавеющей стали, чтобы активировать флюс и поверхность нержавеющей стали могла принять припой. Это означает, что, если только детали, которые вы паяете, не имеют небольшой массы, стандартный паяльник не будет достаточно горячим. Вам понадобится горелка (например, кислородно-ацетиленовая или газовая) или мощные паяльники, которые любят использовать кровельщики. При пайке нержавеющей стали не скупитесь на тепло.
Собираем все вместе
Когда у вас есть три ингредиента: правильный флюс, правильный припой и правильный нагревательный инструмент, вы готовы к пайке нержавеющей стали. Но не начинайте, пока не позаботитесь о безопасности. Как и при любой пайке, убедитесь, что вы работаете в хорошо проветриваемом помещении с полной защитой органов дыхания. Сильные флюсы, такие как наш № 71, выделяют сильные пары, вдыхание которых вредно. Кроме того, надевайте необходимые защитные перчатки, средства защиты органов дыхания и защиты глаз, как указано в паспорте безопасности (SDS).
Очистка после пайки
Один важный момент, на который следует обратить внимание при пайке нержавеющей стали: флюсы, которые вам понадобятся, такие как наш № 71, оставляют сильный осадок после пайки. Эти остатки, если их оставить на детали, могут вызвать коррозию деталей в дальнейшем. Поэтому после пайки обязательно смойте остатки флюса теплой водой. Хорошо смойте остатки флюса, иначе они могут аукнуться вам в виде коррозии.
Посмотрите наше видео
Посмотрите наше потрясающее видео, в котором показано, как паять нержавеющую сталь!
Как насчет пайки?
Пайка из нержавеющей стали — отличный вариант для создания прочных соединений без воздействия на детали более высоких температур. Но иногда пайки недостаточно. Иногда вам нужно еще более прочное соединение, и вы не против подвергнуть детали воздействию более высоких температур, чем пайка. Если это так, то можно использовать пайку нержавеющей стали с флюсом, подобным нашему № 601B/3411, и подходящим припоем . Но это для другого поста!
Но это для другого поста!
Будьте на связи
Мы всегда рады ответить на ваши вопросы о пайке нержавеющей стали или любых других вопросах, связанных с флюсом, соединением металлов и т.п. Связаться с нами!
Как паять нержавеющую сталь паяльником?
Иногда при сантехнических и кровельных работах вам может понадобиться соединить вместе два куска нержавеющей стали. В таких случаях пайка является одним из самых дешевых и простых решений. Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
К сожалению, все металлы склонны к образованию оксидного слоя на поверхности, когда они подвергаются воздействию атмосферы. С другой стороны, нержавеющая сталь имеет довольно стойкий оксидный слой. Этот оксидный слой препятствует прилипанию припоя к поверхности.
Outline
ToggleПредварительная обработка нержавеющей стали
Как уже говорилось, оксидный слой затрудняет сцепление припоя с нержавеющей сталью. Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
1. Работайте в хорошо проветриваемом помещении и надевайте защитное снаряжение
Обработка поверхностей из нержавеющей стали требует использования химикатов и токсинов, которые могут нанести вам физический вред. Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Первое и самое важное — надевайте защитные очки. Это связано с тем, что если какой-либо из растворителей или химических веществ попадет в глаза, это может привести к серьезному повреждению.
Следующее, о чем следует беспокоиться, это токсичные газы или пары, которые могут выделять химикаты. Хотя ношение маски дает вам некоторый уровень защиты, всегда рекомендуется работать на открытом воздухе. Если вы работаете в закрытом помещении, убедитесь, что оно хорошо проветривается. Держите окна и двери открытыми в течение всего процесса.
2. Протрите поверхность из нержавеющей стали растворителем для удаления масла и жира
Масляные и жировые загрязнения также препятствуют прилипанию припоя к поверхности. Их следует чистить в первую очередь. Просто налейте обильное количество растворителя на тряпку и протрите поверхность. Изопропиловый спирт является отличным растворителем для этой цели. Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Конечно, вы должны соблюдать осторожность при обращении с ацетоном, так как он не только вызывает коррозию, но и легко воспламеняется. Держите подальше открытый огонь и надевайте защитные перчатки. Держите под рукой немного воды на случай, если вы в конечном итоге прольете ее на кожу.
3. Удалите твердые загрязнения с помощью металлической проволочной щетки
Некоторые твердые загрязнения, такие как пыль и т. д., невозможно удалить с помощью растворителей. Поэтому единственный способ удалить их — использовать металлическую щетку. Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
4. Нанесите флюс на кислотной основе на стальную поверхность
Даже после очистки поверхности растворителями и металлическими щетками оксидный слой останется. Если его не удалить, припой не прилипнет. Следовательно, лучшим решением будет обработка поверхности флюсом на кислотной основе. Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Следует использовать флюс, специально предназначенный для нержавеющей стали. Лучше всего для этой цели подходят флюсы на кислотной основе. Вы можете использовать кисть или кусок ткани, чтобы нанести флюсовую пасту на все поверхности соединяемых деталей.
Связывание металлов
1. Используйте припой, содержащий не менее 50% олова для наилучшего скрепления
На рынке доступны различные виды припоев. Они различаются по составу.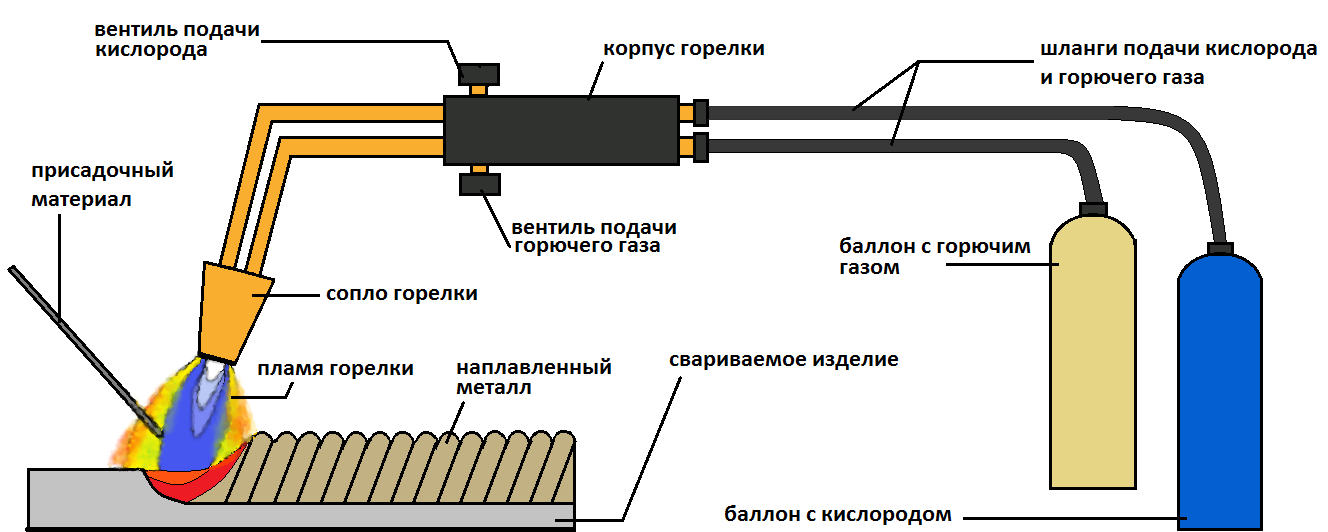 Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
2. Зажмите 2 металлические детали, которые вы спаиваете, чтобы они касались друг друга
Для пайки вам потребуется использовать обе руки. Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
3. Предварительно нагрейте обе металлические поверхности нагревательным устройством
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, вы можете нагревать нержавеющую сталь с помощью пламени или горелки до тех пор, пока она не станет достаточно горячей, чтобы расплавить припой. припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
4. Расплавьте немного припоя на нестальном металле, если вы его используете. поверхность нестального металла. Это улучшит сцепление и облегчит пайку. Не забудьте раскатать достаточное количество припоя, чтобы держать нагревательный элемент подальше от рук.
5. Нанесите припой на стык 2 металлических деталей
Когда металлические детали, которые должны быть спаяны, предварительно покрыты припоем, они легче склеиваются. Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
6. Очистите соединение теплой проточной водой, чтобы удалить остатки флюса.
Кислый остаток флюса, который остается после пайки, вызывает коррозию. Следовательно, он может разъедать металлические детали.