Как спаять сталь и медь: соединение с железом, алюминием, нержавеющей сталью
Пайка нержавейки с медью
Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.
Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал. Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.
Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно. Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.
Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.
Минусы:
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.


Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями.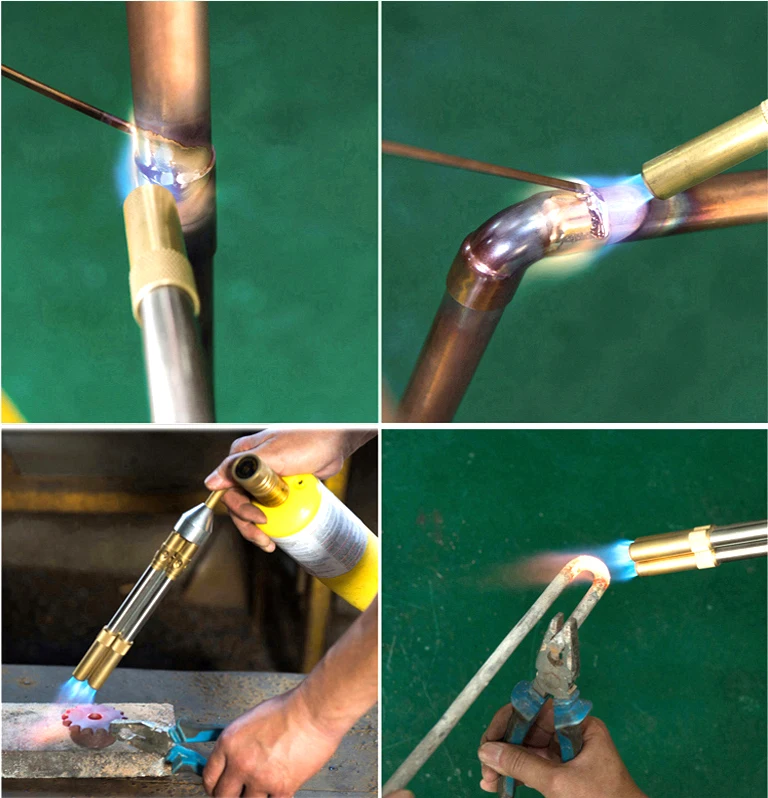 Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.

Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения. Стоит отметить, что данный пункт нужно выполнять достаточно быстро, нужно сделать все до того, как флюс начнет окисляться.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.

При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.
Припой
| Главная \ Медь \ Припой
ПРИПОИ МЕДНО-ФОСФОРИСТЫЕ. Сплав меди с 7,5-11% фосфора из-за высокой жидкотекучести и низкой тампературы плавления применяют при бесфлюсовой пайке меди и ее сплавов. Пайка сталей и чугунов медно-фосфорными припоями не рекомендуется, так как из-за образования хрупких фосфидов железа паяный шов не выдерживает ударных, вибрационных и изгибающих нагрузок. Медно-фосфорные припои надежно и прочно соединят детали из меди и сплавов на ее основе (латуни,бронзы,мельхиора). Припоями можно спаять обычную или нержавеющую сталь с медью, латунью и бронзой. Медно-фосфорные припои можно использовать в качестве заменителя
Для снижения температуры плавления и увеличения пластичности в сплав медь-фосфор добавляют олово и цинк. ПМФ относятся к классу среднеплавких самофлюсующих. Они склонны к старению, обладают хорошей коррозионной устойчивостью к агрессивным средам, нерастворимы в воде и кислотах, кроме азотной (при нагревании) и царской водки. В отличии от свинцово-оловянных припоев ПМФ не теряют прочности при трении и нагреве. СПОСОБ ПАЙКИ: горелкой любого типа (паяльной лампой, пропановой горелкой), методом аргоно-дуговой сварки. Главное и непременное условие – нагрев спаиваимых деталей до темно-красного, близкого к вишневому свечения. После этого, не допуская остывания, начинают нагревать припой до тех пор, пока он не начнет достаточно хорошо растекаться. Применение флюсов не обязательно. ПРИПОИ МЕДНО-ЦИНКОВЫЕ. МЕДНО-ЦИНКОВЫЕ ПРИПОИ относятся к припоям для высокотемпературной пайки со сравнительно невысокой температурой плавления. Однако, паяные соединения, выполненные с применением медно-цинковых припоев, из-за высокого содержания цинка не пригодны для работы при ударных, вибрационных и изгибающих нагрузках.
|
 Для уменьшения образования фосфидов железа стальные изделия перед пайкой меднят.
Для уменьшения образования фосфидов железа стальные изделия перед пайкой меднят.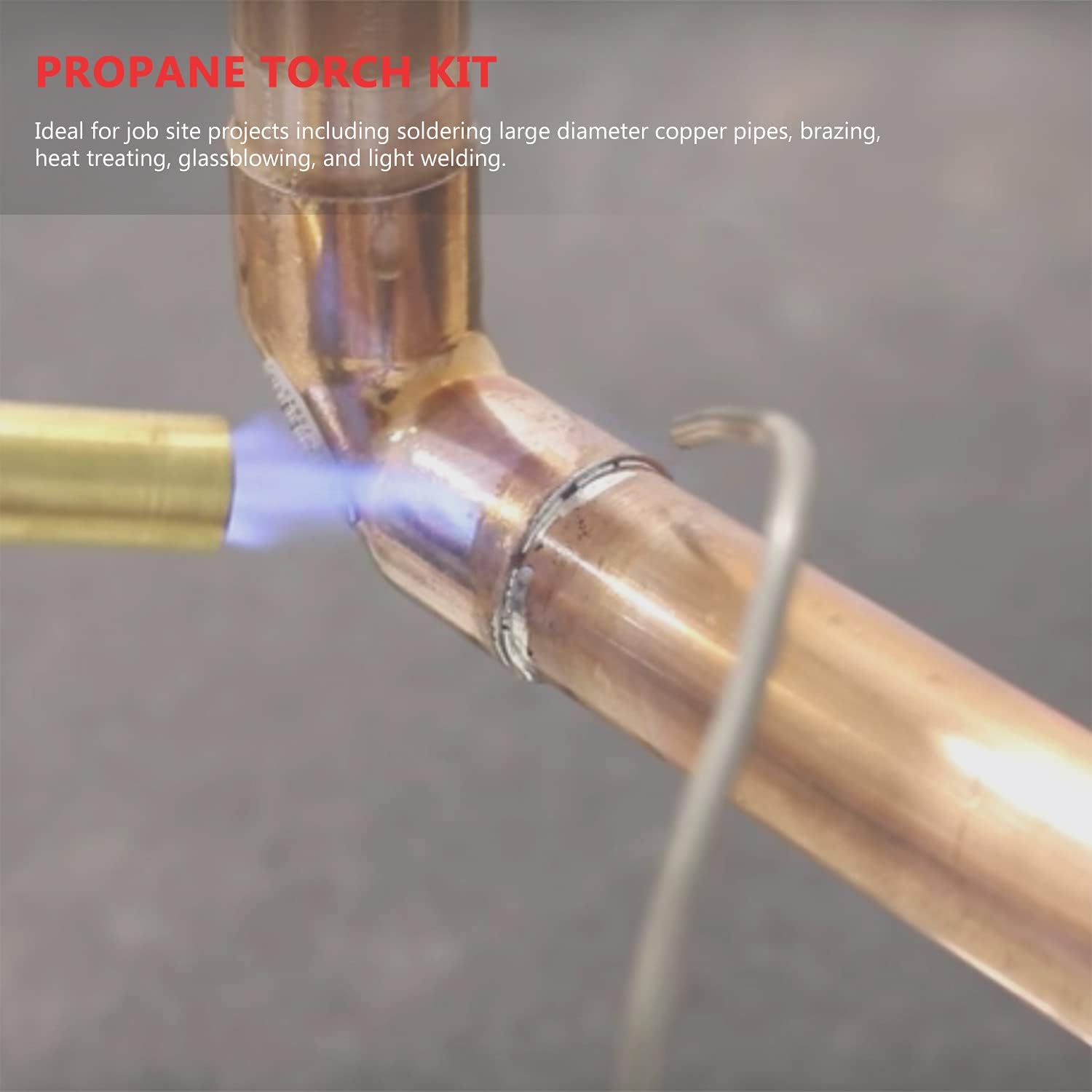


Пайка соединения стали с медью – Обучение холодильному оборудованию
Всем привет. Тим из Академии бытовой техники Фреда. Вот сегодня показывали видео. За последние несколько недель у нас было много запросов. У некоторых технических специалистов возникают проблемы с пайкой осушителя фильтра, состоящего из стали и меди, или соединения стали и меди на компрессоре. Получают много утечек или ограничения, потому что заливают припоем. Сегодня в этом видео мы собираемся показать вам, как мы собираемся показать вам соединения от стали к меди с помощью метода, который мы считаем самым простым. Как мы тренируемся здесь, в академии. Это может быть не предпочтительным способом для многих людей. Это работает. Это работает хорошо. Но основное внимание при этом будет уделяться уборке. Здесь у нас есть линия, которую мы будем паять, это будет сталь. Вот он у меня в тисках.
Здесь у нас есть линия, которую мы будем паять, это будет сталь. Вот он у меня в тисках.
Это было бы то же самое, как если бы он был в конденсаторе или прямо в компрессоре. Но вы можете видеть, что у нас есть нарисованная линия. Они красят их с завода, и все выглядит хорошо. Итак, нам нужно очистить эту линию. Эта сталь должна стать ярко-серебристой. Не может быть темно. На нем не может быть никакой грязи. Это должно быть самое чистое соединение, которое мы можем найти. Я обнаружил в своих методах, в своих полевых способах, что вы используете много наждачной бумаги, просто пытаясь снять эту краску, и это занимает немного больше времени. Итак, что я обнаружил, так это то, что если вы нагреете леску, вы на самом деле сожжете краску. Опять же, вам не нужно много пламени, чтобы это произошло здесь. Что мы делаем, так это просто расплавляем краску прямо на этой линии.
Опять же, вам не нужно много пламени, чтобы это произошло здесь. Что мы делаем, так это просто расплавляем краску прямо на этой линии.
Как только мы очистим это, мы продолжим и дадим ему остыть, и мы будем использовать наждачную бумагу. Мы хотим, чтобы здесь было сделано прилично, потому что грязь на самом деле движется к теплу. Так что, если мы не выберемся отсюда, что произойдет, когда мы пойдем на связь, грязь пойдет туда, и мы закончим с грязной линией. Я думаю, что мы достаточно хорошо почистили его, и мы собираемся продолжить и нанести немного наждачной бумаги после того, как он остынет. Все в порядке. Теперь, когда у нас есть линия, охлажденная здесь, мы хотим пойти дальше и взять наждачную бумагу с наждачной бумагой, около 120 зернистости или около того, чтобы продолжить и очистить это. Я пошел вперед и вырвал разделы здесь.
Это не только сэкономит вам наждачную бумагу, но и здесь есть небольшой метод, который вы можете сделать здесь, когда вы можете получить все стороны сразу здесь, и это упрощает жизнь, просто обернув ее вот так и используя обе стороны наждачной бумаги. Итак, что мы собираемся сделать здесь, так это сделать это красиво и чисто. Возможно, вам придется использовать один или два кусочка наждачной бумаги, чтобы сделать это, но мы хотим получить это яркое серебро. Когда вы шлифуете, вы не хотите шлифовать движением вверх и вниз. Вы хотите шлифовать круговыми движениями. Что это делает, так это то, что он делает канавки на куске стали или меди, который вы собираетесь паять, и помогает припою течь в тот фитинг, который вы делаете. Как вы можете видеть здесь, мы начинаем получать серебро, и здесь нам понадобится еще один кусок наждачной бумаги. Хорошо, что я сорвал еще пару кусочков здесь.
Итак, что мы собираемся сделать здесь, так это сделать это красиво и чисто. Возможно, вам придется использовать один или два кусочка наждачной бумаги, чтобы сделать это, но мы хотим получить это яркое серебро. Когда вы шлифуете, вы не хотите шлифовать движением вверх и вниз. Вы хотите шлифовать круговыми движениями. Что это делает, так это то, что он делает канавки на куске стали или меди, который вы собираетесь паять, и помогает припою течь в тот фитинг, который вы делаете. Как вы можете видеть здесь, мы начинаем получать серебро, и здесь нам понадобится еще один кусок наждачной бумаги. Хорошо, что я сорвал еще пару кусочков здесь.
Но опять уборка, уборка, уборка. Мало того, что уборка важна, вы должны убедиться, что безопасность, у вас есть, как вы можете видеть здесь, мой поддон для сбора капель здесь. Это будет на этаже клиента. Это защитит их пол. У меня есть защита для глаз. Мы также хотим практиковать хорошую безопасность и хорошие методы в доме, где мы не наносим ущерб имуществу клиента. Я просто собираюсь закончить последнее немного здесь. Вот сюда, и вы захотите сделать то же самое, что и медь. Удостоверьтесь, что это красиво и ярко блестит. Даже если он только что вышел из упаковки, он не чистый. Если вы думаете, что это чисто, они никогда не могут быть слишком чистыми. Всегда дважды проверяйте себя с этим. Затем возьмите сухую тряпку и сотрите весь мусор, который мы сделали, просто отшлифовав его.
Я просто собираюсь закончить последнее немного здесь. Вот сюда, и вы захотите сделать то же самое, что и медь. Удостоверьтесь, что это красиво и ярко блестит. Даже если он только что вышел из упаковки, он не чистый. Если вы думаете, что это чисто, они никогда не могут быть слишком чистыми. Всегда дважды проверяйте себя с этим. Затем возьмите сухую тряпку и сотрите весь мусор, который мы сделали, просто отшлифовав его.
Теперь мы возьмем вот этот кусок меди. Мы собираемся воспроизвести, возможно, поместив его в компрессор или фильтр-осушитель. Что произойдет, так это четверть дюйма. Сталь три шестнадцатых. Внутренний диаметр этого медного листа в четверть дюйма на самом деле составляет три шестнадцатых в зависимости от того, как вы его режете и какой режущий круг используете. Вы не хотите действительно раздавить медь. Медь мягкая. Он не такой мягкий, как медь для водопровода охлаждающей воды, но все же мягкий, поэтому его можно раздавить. Если у вас в конечном итоге возникнет проблема, из-за которой вы не сможете вставить этот фитинг или собрать его вместе, вы хотите использовать отвертку Torx номер 10, и вы просто можете взять ее внутрь, повернуть и убедиться, что привод подходит до конца. в. Это сделает хорошее плотное соединение.
в. Это сделает хорошее плотное соединение.
Опять же, это одна из вещей, в которой вы должны убедиться, что вы делаете, это хорошая тесная связь. С очень слабым соединением в конечном итоге произойдет то, что оно будет неаккуратным, велика вероятность того, что припой ворвется внутрь. Так что чем плотнее соединение, тем лучше. Теперь, когда у меня есть это чистое, моя медь чистая, я собираюсь пойти дальше и применить слабый нагрев, и я собираюсь использовать луженый флюс. Что я собираюсь сделать в первую очередь, и мы обнаружили, что это сработало лучше всего, так это если сначала вы залудите сталь. Опять же, если вы используете пропановую горелку, вам не нужно, чтобы она поднималась так, чтобы вы могли ее слышать. На самом деле вы хотите использовать низкий нагрев, чтобы вы могли контролировать его намного больше. Поэтому вы хотите убедиться, что он находится внизу и под линией.
На самом деле жар поднимается, и это действительно поможет нагреть эту сталь немного быстрее. Мы не ищем припоя, где он станет вишнево-красным, но мы надеемся, что этот флюс действительно расплавит ваше шипение. Теперь, вот важная часть. Когда мы продолжим и соберем нашу линию вместе, мы хотим убедиться, что мы делаем здесь хорошее соединение, и опять же, вам, возможно, придется скрутить это или около того. Мы хотим наблюдать здесь, мы хотим следить за тем, чтобы эта стальная линия не почернела. Если эта стальная линия станет черной, просто остановитесь. В таком случае. Вам нужно отключить соединение. Вам нужно продолжить, повторно очистить стальную линию, потому что припой не будет прилипать. Он не схватывается с медью и сталью. Итак, мы собираемся применить очень низкую температуру к нашей стали и нашей меди.
Мы не ищем припоя, где он станет вишнево-красным, но мы надеемся, что этот флюс действительно расплавит ваше шипение. Теперь, вот важная часть. Когда мы продолжим и соберем нашу линию вместе, мы хотим убедиться, что мы делаем здесь хорошее соединение, и опять же, вам, возможно, придется скрутить это или около того. Мы хотим наблюдать здесь, мы хотим следить за тем, чтобы эта стальная линия не почернела. Если эта стальная линия станет черной, просто остановитесь. В таком случае. Вам нужно отключить соединение. Вам нужно продолжить, повторно очистить стальную линию, потому что припой не будет прилипать. Он не схватывается с медью и сталью. Итак, мы собираемся применить очень низкую температуру к нашей стали и нашей меди.
Сначала нагреем сталь. Нам не нужно так сильно топить, и мы собираемся перейти на котел. Мы хотим пойти дальше, снова используем флюс. На этот раз я собираюсь приехать к копу. Теперь вы можете видеть, что это превращает его в серебро, так что это уже выглядит так, как будто мы уже нанесли туда припой.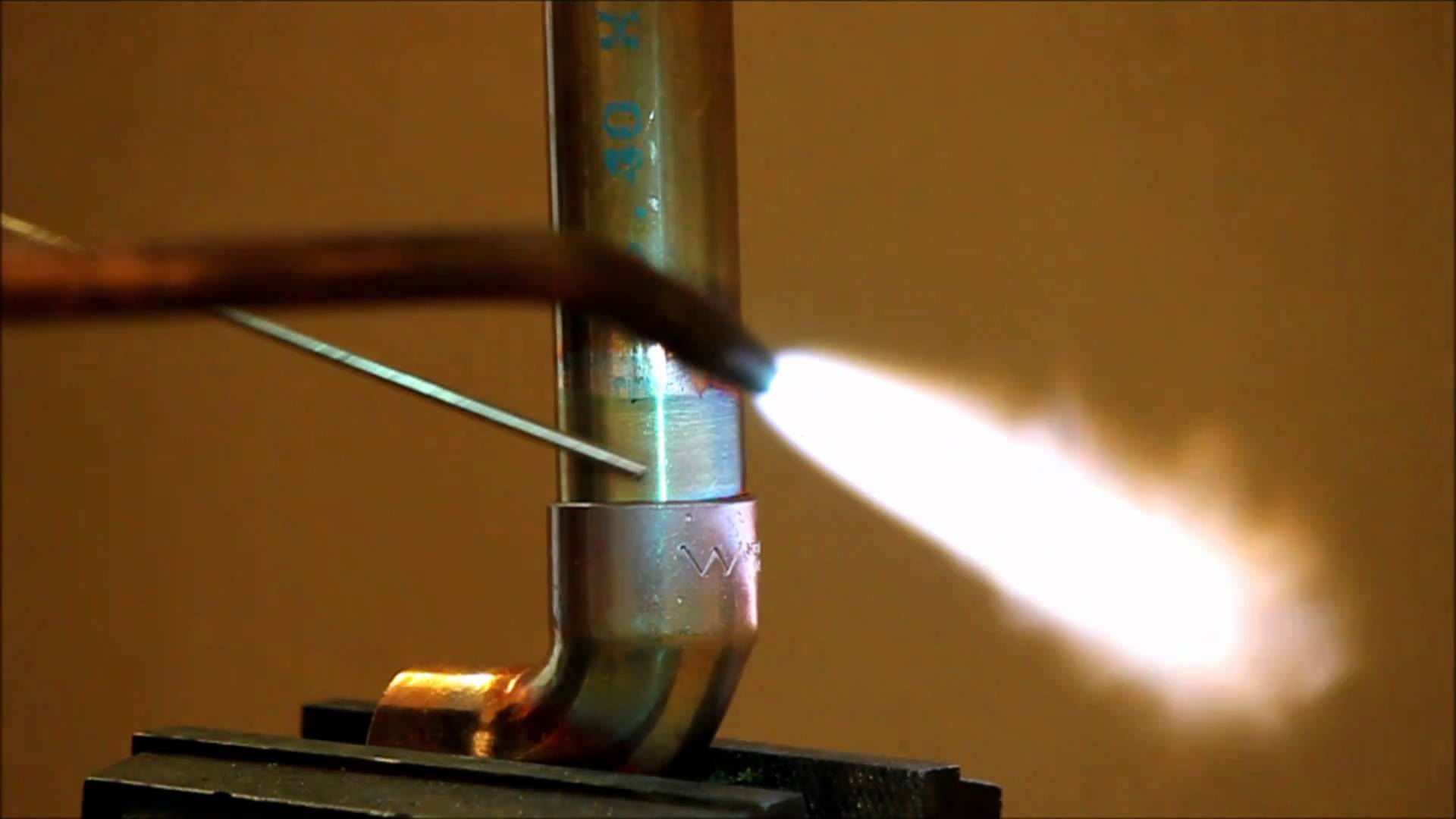 Это метод, который, почему мы говорим, работает лучше всего, вы действительно можете увидеть изменения в этом. Здесь мы ищем изменение в этом серебре. Когда он станет ярко-блестящим серебристым, вы готовы. Это сразу говорит мне о том, что вы не использовали слишком много тепла, и мы не собираемся использовать слишком много припоя. У нас там изменение цвета. Мы собираемся пойти дальше и расплавить припой прямо сейчас, и мы собираемся ввести его для капиллярного действия. Пусть сидит.
Это метод, который, почему мы говорим, работает лучше всего, вы действительно можете увидеть изменения в этом. Здесь мы ищем изменение в этом серебре. Когда он станет ярко-блестящим серебристым, вы готовы. Это сразу говорит мне о том, что вы не использовали слишком много тепла, и мы не собираемся использовать слишком много припоя. У нас там изменение цвета. Мы собираемся пойти дальше и расплавить припой прямо сейчас, и мы собираемся ввести его для капиллярного действия. Пусть сидит.
Вы хотите оставить его на несколько секунд или около того, и если вы возьмете влажную ткань и пойдете дальше и охладите эту часть тогда. Теперь вы снимаете флюс, который очень агрессивен. Поэтому убедитесь, что вы носите свой флюс в другой сумке, а не все инструменты системы защиты вместе взятые. Но вы хотите избавиться от этого потока. Мало того, что он может стать маслянистым остатком, он также может в конечном итоге повредить эту линию или это соединение. Теперь, если мы посмотрим на наше соединение здесь, припой прошел весь путь, потому что мы уже залили его флюсом, который мы использовали, и вы хотите убедиться, что вы не используете слишком много. На самом деле мы рекомендуем иногда делать небольшой крючок внутри вашего припоя, так что если вы используете слишком много крючка, вы использовали слишком много припоя. Вы можете использовать эту практику там.
На самом деле мы рекомендуем иногда делать небольшой крючок внутри вашего припоя, так что если вы используете слишком много крючка, вы использовали слишком много припоя. Вы можете использовать эту практику там.
Когда все сказано и сделано, нужно быть осторожным, особенно с фильтром-осушителем. Возможно, у вас не так много стали. Когда все сказано и сделано, если мы возьмем эту линию, вытащим ее из наших тисков здесь, и если я согну ее здесь, если я смогу развернуть ее, со временем это действительно будет напоминать вибрацией, что у нас может быть утечка. Прямо сейчас я скручиваю, и это не разваливается, поэтому мы хотим убедиться, что у нас есть припой по всему стыку. Видно, что сама сталь не потемнела, снова стала черной. У нас есть хорошее серебро. У нас также есть приятный серебристый цвет вокруг меди, который показывает, что чистота этого соединения была сделана хорошо. Мы продолжим и сделаем… Я покажу вам, что происходит, когда вы на самом деле нагреваете сталь слишком сильно.
Мы все еще можем видеть, я собираюсь сделать это прямо на этом участке прямо здесь, поместите это обратно в тиски. Вы все еще можете видеть, что в конечном итоге произойдет, если он станет черным, и как быстро он станет черным, вы использовали слишком много тепла. Так что, если у вас слишком сильный накал, то произойдет следующее: вы не обращаете внимания или около того, и вы накаляете это, и просто смотрите. Просто посмотрите, как там образовался этот углерод, и теперь он начинает обесцвечиваться и становиться черным. Если вы подошли к этому моменту, как я сказал, то вам нужно двигаться дальше, охладить его, начать заново, потому что, когда мы сотрем это здесь, вы увидите, что он черный.
Снова возьмите кусок наждачной бумаги и очистите его до приятного яркого блестящего серебра, а затем продолжайте и соедините. Итак, очистка, сначала лужение, очистка меди, ее нагревание, лужение меди, добавление флюса вот этим маленьким крючком. Это сэкономит вам много времени и избавит вас от многих проблем в полевых условиях, потому что, опять же, ваша утечка, скорее всего, будет происходить из вашего соединения сталь-медь, и это то, что мы видим в полевых условиях.
Надеюсь, это видео было вам полезно. Если вы хотите подписаться на нашу страницу или поставить лайк, сделайте это. Пожалуйста, поделитесь им, потому что мы хотим, чтобы каждый мог выполнять эту работу. Охлаждение не самое простое. Это искусство. Это занимает некоторое время. Если вы хотите попрактиковаться, не стесняйтесь, идите в Home Depot, Lowe’s, ваш местный хозяйственный магазин. Возьмите немного меди. Зайдите в магазин автозапчастей. Возьмите оцинкованную стальную магистраль, тормозную магистраль, которая у них там есть, три шестнадцатых с покрытием, и тренируйтесь, тренируйтесь, тренируйтесь. Это приходит со временем. Будьте терпеливы к себе.
Не расстраивайтесь, и со временем вы почувствуете это. К нам приходит много студентов, которые никогда в жизни не занимались этим проектом. Они получаются очень хорошо в первый раз. Это может быть немного удачи. Затем у нас есть ребята, которые годами занимаются этим в полевых условиях, и у них до сих пор с этим много проблем. Так что вы можете быть лучшим техником, но это все равно будет вашим самым слабым местом. Еще раз спасибо, что присоединились к нам и посмотрели видео, и до новых встреч.
Так что вы можете быть лучшим техником, но это все равно будет вашим самым слабым местом. Еще раз спасибо, что присоединились к нам и посмотрели видео, и до новых встреч.
Совместное использование
Охлаждение – Пайка стали к меди
Хотя многие говорят, что это невозможно. В этом видео мы покажем вам, как припаять сталь к меди.
Во-первых, мы начнем с очистки стали и меди. Этот процесс не обязательно выполнять в каком-то определенном порядке. Я просто схватил сталь первым. Я собираюсь перемотать два раздела шлифования в этом видео, но это не значит, что они не важны. Когда дело доходит до шлифовки, чистота превыше всего. Если вы обнаружите часть металла, которая кажется недостаточно отшлифованной, всегда можно с уверенностью предположить, что это не так, и вернуться и отшлифовать ее повторно. Здесь, в этом разделе, я использую наждачную бумагу с зернистостью 120, которая, вероятно, является наиболее распространенным типом наждачной бумаги. Вы не хотите использовать такую мелкую наждачную бумагу, что вам действительно трудно отшлифовать материал. С медью вы можете увидеть очень четкую разницу между шлифованными и нешлифованными областями. Вернув сталь в тиски, мы начнем процесс предварительного лужения. А для обогрева мы просто используем кемпинговый газ. Его можно было купить в Walmart, Kmart или любом магазине для кемпинга обычно по цене от 25 до 30 долларов за газ и головку горелки. Вот ты увидишь, как я отнесу горелку к луженому флюсу. Мы просто используем Oatey No. 95. Вы получаете его, Home Depot или Lowe’s – обычно менее чем за 10 долларов за контейнер такого размера. И вся цель состоит в том, чтобы просто смягчить его, чтобы он работал кистью немного легче.
Предварительное лужение означает, что мы собираемся добавить очень тонкий слой припоя к лужению стали. Во флюсе есть порошкообразный припой, поэтому, когда мы нагреваем, а затем наносим флюс, припой выходит из оловянного раствора и прилипает к стали.
Здесь, в этом разделе, я использую наждачную бумагу с зернистостью 120, которая, вероятно, является наиболее распространенным типом наждачной бумаги. Вы не хотите использовать такую мелкую наждачную бумагу, что вам действительно трудно отшлифовать материал. С медью вы можете увидеть очень четкую разницу между шлифованными и нешлифованными областями. Вернув сталь в тиски, мы начнем процесс предварительного лужения. А для обогрева мы просто используем кемпинговый газ. Его можно было купить в Walmart, Kmart или любом магазине для кемпинга обычно по цене от 25 до 30 долларов за газ и головку горелки. Вот ты увидишь, как я отнесу горелку к луженому флюсу. Мы просто используем Oatey No. 95. Вы получаете его, Home Depot или Lowe’s – обычно менее чем за 10 долларов за контейнер такого размера. И вся цель состоит в том, чтобы просто смягчить его, чтобы он работал кистью немного легче.
Предварительное лужение означает, что мы собираемся добавить очень тонкий слой припоя к лужению стали. Во флюсе есть порошкообразный припой, поэтому, когда мы нагреваем, а затем наносим флюс, припой выходит из оловянного раствора и прилипает к стали. Этот процесс может быть выполнен для нескольких различных типов металла. Однако в холодильной технике мы обычно имеем дело со сталью, медью и иногда алюминием. И еще одно замечание: если вы имеете дело с алюминием, для алюминия требуется алюминиевый флюс. Обратите внимание, что я сначала добавляю тепло, а затем применяю флюс для лужения, что является подходящим способом использования флюса для лужения. Когда процесс ухода будет завершен, вы должны увидеть хромированную отделку материала, а излишки флюса следует стереть. Далее, чтобы мы могли получить сталь внутри медной трубки, которая будет 1/4-дюймовой медной трубкой.
Мы будем использовать динамометрическую насадку T 10. Этот процесс может быть немного трудным, но, надавливая на медь и одновременно скручивая, вы немного расширите медь, позволяя ей поместиться на стальной линии три шестнадцать дюймов. Кроме того, маленький кран на меди, который вы там видели, был тем, что я выбил весь мусор, который мог попасть внутрь трубки. Итак, здесь я надвигаю медь на сталь и грубо вставляю сталь внутрь меди примерно на 3/4″.
Этот процесс может быть выполнен для нескольких различных типов металла. Однако в холодильной технике мы обычно имеем дело со сталью, медью и иногда алюминием. И еще одно замечание: если вы имеете дело с алюминием, для алюминия требуется алюминиевый флюс. Обратите внимание, что я сначала добавляю тепло, а затем применяю флюс для лужения, что является подходящим способом использования флюса для лужения. Когда процесс ухода будет завершен, вы должны увидеть хромированную отделку материала, а излишки флюса следует стереть. Далее, чтобы мы могли получить сталь внутри медной трубки, которая будет 1/4-дюймовой медной трубкой.
Мы будем использовать динамометрическую насадку T 10. Этот процесс может быть немного трудным, но, надавливая на медь и одновременно скручивая, вы немного расширите медь, позволяя ей поместиться на стальной линии три шестнадцать дюймов. Кроме того, маленький кран на меди, который вы там видели, был тем, что я выбил весь мусор, который мог попасть внутрь трубки. Итак, здесь я надвигаю медь на сталь и грубо вставляю сталь внутрь меди примерно на 3/4″.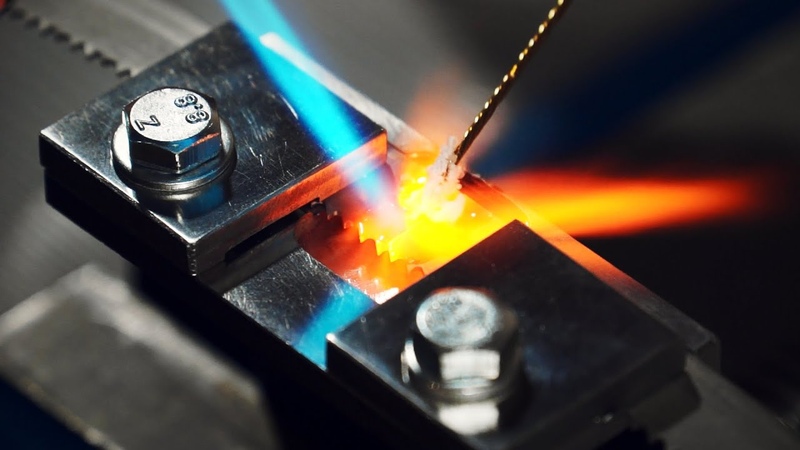 мы будем делать наше соединение. Еще раз, мы будем нагревать, а затем применить плавление Небольшой профессиональный совет для вас, пламя никогда не должно касаться вашей кисти. Если пламя коснется кисти, она растает.
Щетинки и масло могут высвободиться, что приведет к загрязнению соединения, и припой не склеится. Еще один совет — правильно использовать фонарик. Чрезмерное пламя вызывает чрезмерный нагрев и приводит к образованию слоя оксида, на что обычно указывает черная пленка на стали и/или меди. Если эта пленка образуется, припой не может приклеиться к материалу, его необходимо повторно ошкурить, а затем снова пройти процесс лужения. После того, как материалы нагрелись до температуры, требуется лишь крошечная капля припоя, чтобы скрепить соединение. Одна из самых больших ошибок, которые мы можем сделать как технические специалисты, — это использование чрезмерного количества припоя, который будет затекать внутрь линий и вызывать ограничение. Это немного сложно для камеры, но здесь вы можете видеть, что припой прошёл по всему стыку.
мы будем делать наше соединение. Еще раз, мы будем нагревать, а затем применить плавление Небольшой профессиональный совет для вас, пламя никогда не должно касаться вашей кисти. Если пламя коснется кисти, она растает.
Щетинки и масло могут высвободиться, что приведет к загрязнению соединения, и припой не склеится. Еще один совет — правильно использовать фонарик. Чрезмерное пламя вызывает чрезмерный нагрев и приводит к образованию слоя оксида, на что обычно указывает черная пленка на стали и/или меди. Если эта пленка образуется, припой не может приклеиться к материалу, его необходимо повторно ошкурить, а затем снова пройти процесс лужения. После того, как материалы нагрелись до температуры, требуется лишь крошечная капля припоя, чтобы скрепить соединение. Одна из самых больших ошибок, которые мы можем сделать как технические специалисты, — это использование чрезмерного количества припоя, который будет затекать внутрь линий и вызывать ограничение. Это немного сложно для камеры, но здесь вы можете видеть, что припой прошёл по всему стыку. PS, если вам интересно, в этом видео мы используем серебросодержащий припой Oatey. Подойдет любой серебросодержащий припой, если в нем содержится от 3% до 6% серебра. Чтобы доказать вам, насколько прочным на самом деле является этот сустав, я попытаюсь сломать его. Итак, я достал свои трубогибы Robinair, и я собираюсь сделать несколько ручек для поворота, если вы никогда не использовали их раньше, плоская сторона идет влево, круглая сторона идет вправо, и трубка вставляется в соответствующий слот. Сначала я согнул сталь, которая была 3/16, а теперь я делаю медь, которая, как мы видим, вставляется в паз 1/4 дюйма. На внешней стороне трубогиба также есть число, указывающее, под каким углом вы изгибаются. И, как вы можете видеть здесь, я сделал два 9Изгибы 0 градусов.
Итак, без дальнейших церемоний, вот я пытаюсь сломать косяк, который я только что установил. Моя первая попытка сломать это соединение заключается в том, что я буду вращать ручки на 180 градусов, как мы видим. Затем я поверну еще на 180 градусов на полные 360 градусов, и вы увидите, что сустав все еще не сломался.
PS, если вам интересно, в этом видео мы используем серебросодержащий припой Oatey. Подойдет любой серебросодержащий припой, если в нем содержится от 3% до 6% серебра. Чтобы доказать вам, насколько прочным на самом деле является этот сустав, я попытаюсь сломать его. Итак, я достал свои трубогибы Robinair, и я собираюсь сделать несколько ручек для поворота, если вы никогда не использовали их раньше, плоская сторона идет влево, круглая сторона идет вправо, и трубка вставляется в соответствующий слот. Сначала я согнул сталь, которая была 3/16, а теперь я делаю медь, которая, как мы видим, вставляется в паз 1/4 дюйма. На внешней стороне трубогиба также есть число, указывающее, под каким углом вы изгибаются. И, как вы можете видеть здесь, я сделал два 9Изгибы 0 градусов.
Итак, без дальнейших церемоний, вот я пытаюсь сломать косяк, который я только что установил. Моя первая попытка сломать это соединение заключается в том, что я буду вращать ручки на 180 градусов, как мы видим. Затем я поверну еще на 180 градусов на полные 360 градусов, и вы увидите, что сустав все еще не сломался.