Как спаять медь и алюминий: можно ли их паять и как это сделать в домашних условиях паяльником?
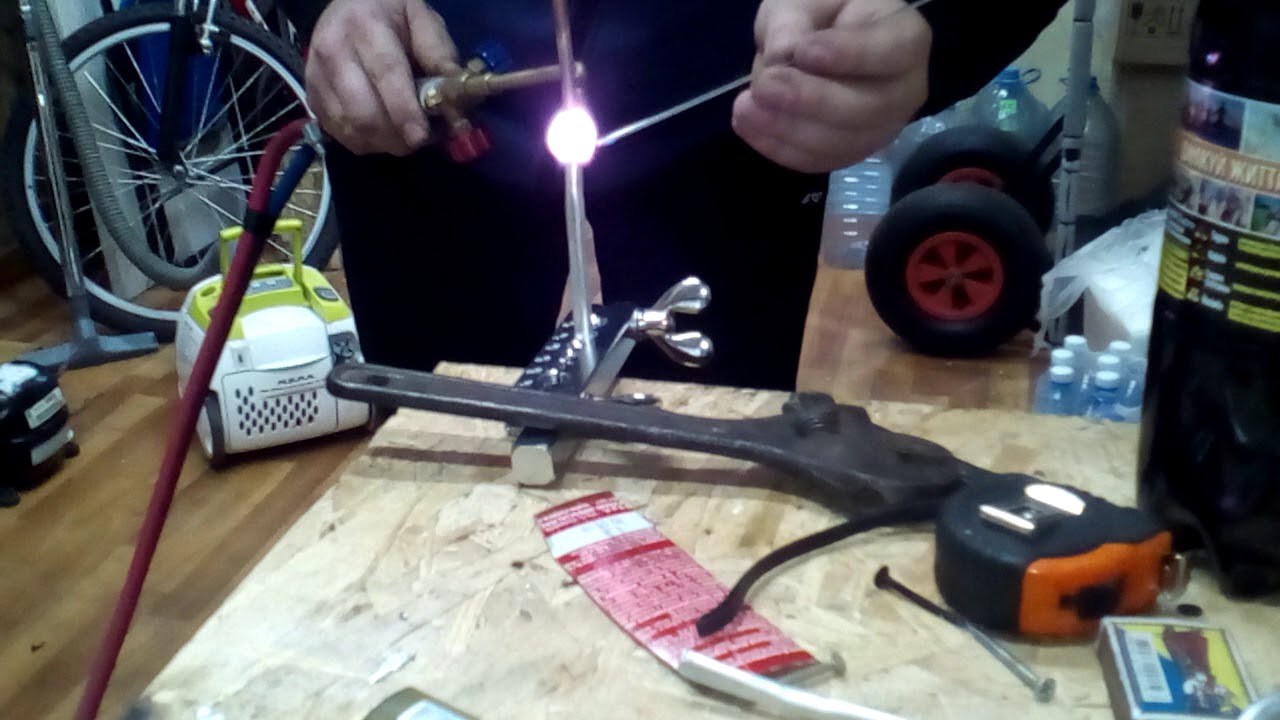
Паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное ZnТемпература плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.

Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.

Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.

Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.

Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Как паять алюминий обычным оловом – 100% проверенный способ | Сварка и Пайка
Если нет под рукой аргонодуговой сварки или специальных электродов, но паять алюминий нужно, то, можно обойтись и одним оловом. Изделия из алюминия являются самыми доступными и распространёнными, поэтому их часто приходится ремонтировать своими руками.
И хотя алюминий легко обрабатывается, паять его непросто. Основная проблема, возникающая при пайке алюминия, это оксидная плёнка на его поверхности. Разогретый алюминий быстро остывает, что мгновенно приводит к образованию окисей.
Основная проблема, возникающая при пайке алюминия, это оксидная плёнка на его поверхности. Разогретый алюминий быстро остывает, что мгновенно приводит к образованию окисей.
Поэтому в большинстве случаев для пайки алюминиевых изделий используют активные ртутные флюсы и сменные жала для паяльников. Однако если постараться, то можно запаять алюминий и обычным оловом, при помощи газовой горелки, канифоли и паяльника.
Подготовка алюминия перед пайкой
Для пайки алюминиевых изделий нужна высокая температура, намного выше, чем при пайке медных. Поэтому лучшим вариантом здесь будет использование газовой горелки или достаточно мощного паяльника, не менее чем на 100 Вт. Особенно актуальным данный совет оказывается при пайке объёмных алюминиевых изделий.
Также понадобится олово и канифоль. Если есть, то лучше всего будет использовать самодельный флюс из канифоли на основе спирта. Перед пайкой алюминия соединяемые детали нужно правильно подготовить. Для этого места пайки хорошенько натираются кирпичом или песчаником.
Для этого места пайки хорошенько натираются кирпичом или песчаником.
Делается это с той целью, чтобы камень снял оксидную плёнку с поверхности алюминия. При этом пыль, которая образуется в момент зачистки убирать не нужно. Она остается на поверхности алюминия для последующего лужения канифолью.
Пайка алюминия обычным оловом и канифолью
После того, как поверхности алюминиевых изделий обработаны камнем, на них наносится тонкий слой разогретой канифоли. Можно использовать уже готовую жидкую канифоль, а можно растопить сосновую при помощи паяльника или газовой горелки.
Далее процесс пайки алюминия мало чем отличается от пайки меди или других, цветных металлов. Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Даже жидкое олово в виду особенностей алюминия не будет растекаться на поверхности детали.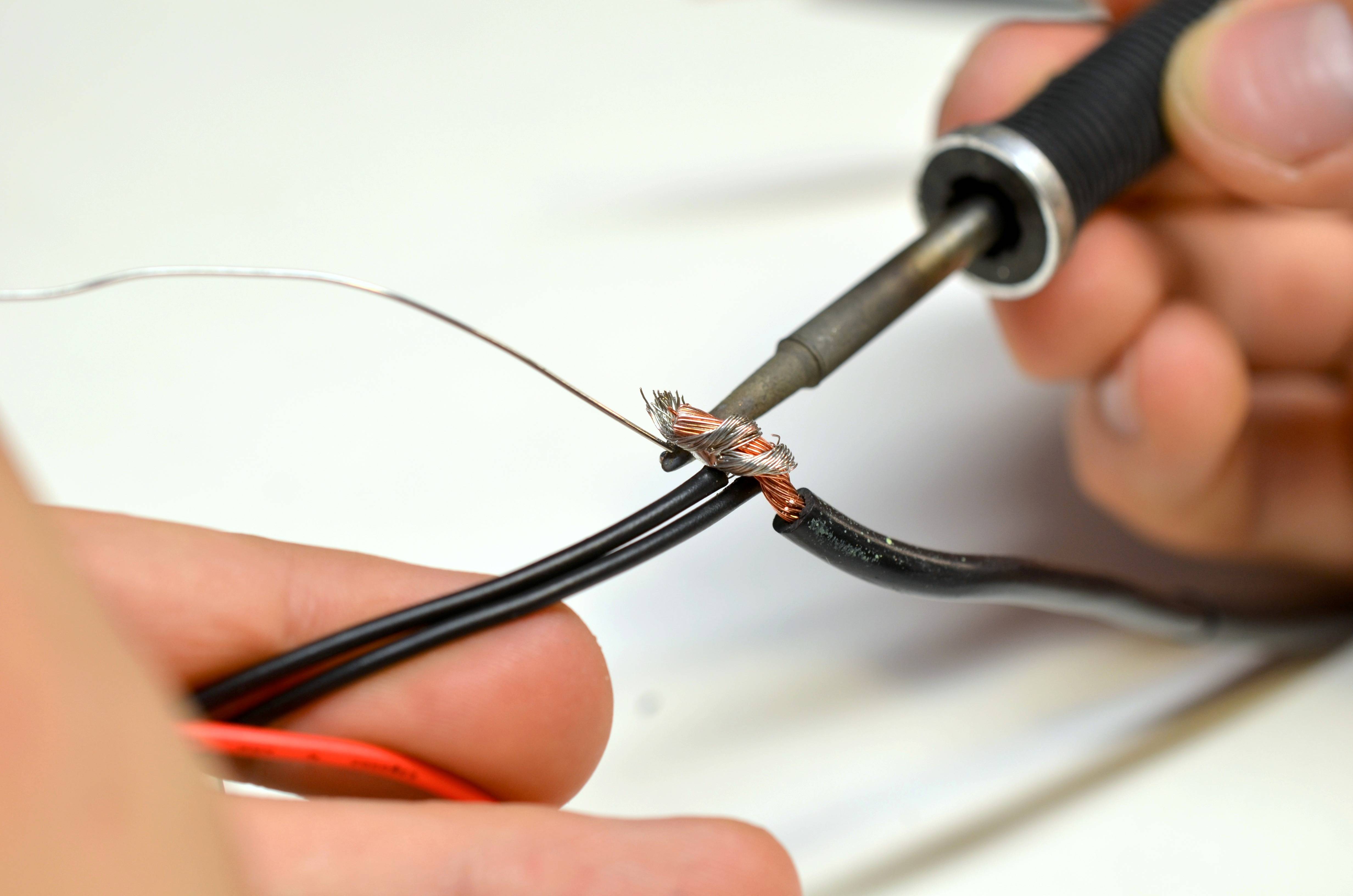 Поэтому берём паяльник и тщательно втираем олово в место соединения. При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
Поэтому берём паяльник и тщательно втираем олово в место соединения. При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
После пайки даём деталям остыть, и проверяем соединение на прочность. И, как показывает практика, спаянное соединение алюминиевых изделий, таким образом, оказывается намного прочнее, чем из меди.
Всё это объясняется тем, что температура плавления меди намного выше, чем у алюминия. Также алюминий имеет большую способность диффузии с другими металлами.
Это наиболее простой и доступный способ соединить две детали из алюминия или «залатать» дыру. Он не требует каких-либо специальных средств и сварки. Вполне возможно, что способ окажется вполне пригодным для пайки деталей и из других цветных металлов.
Вам также может понравиться:
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза.
 При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
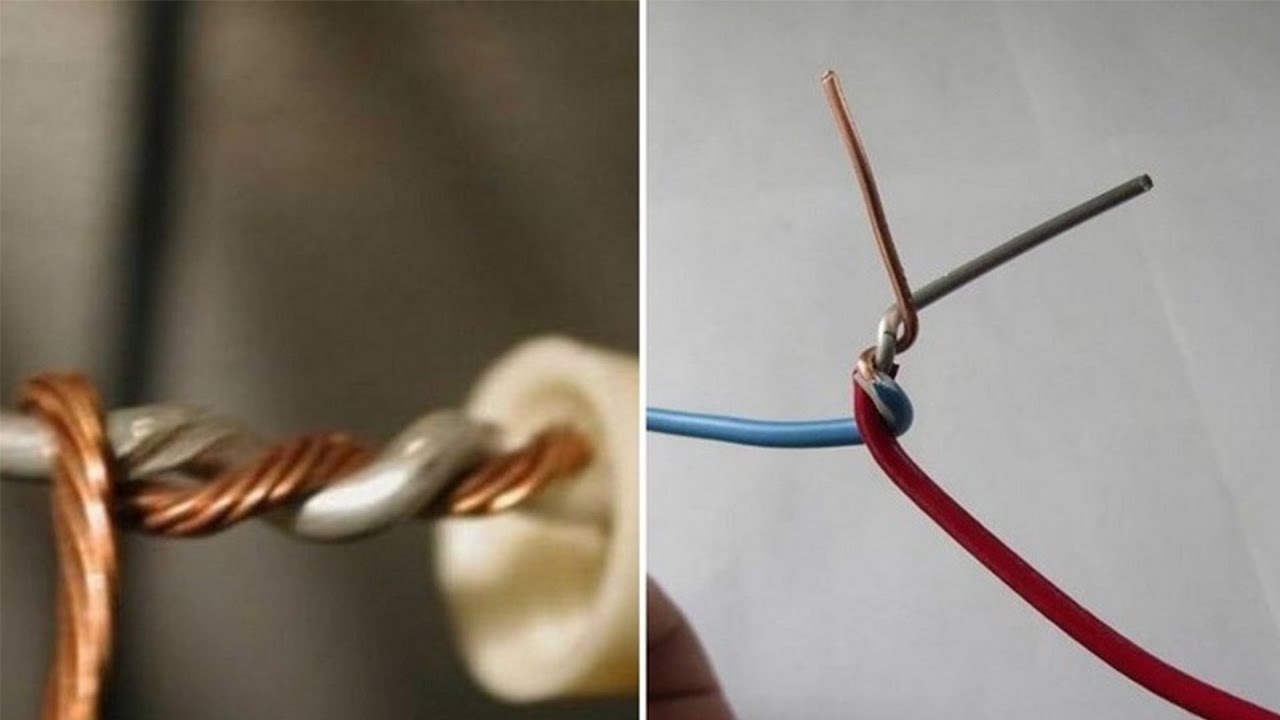
При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см. - Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
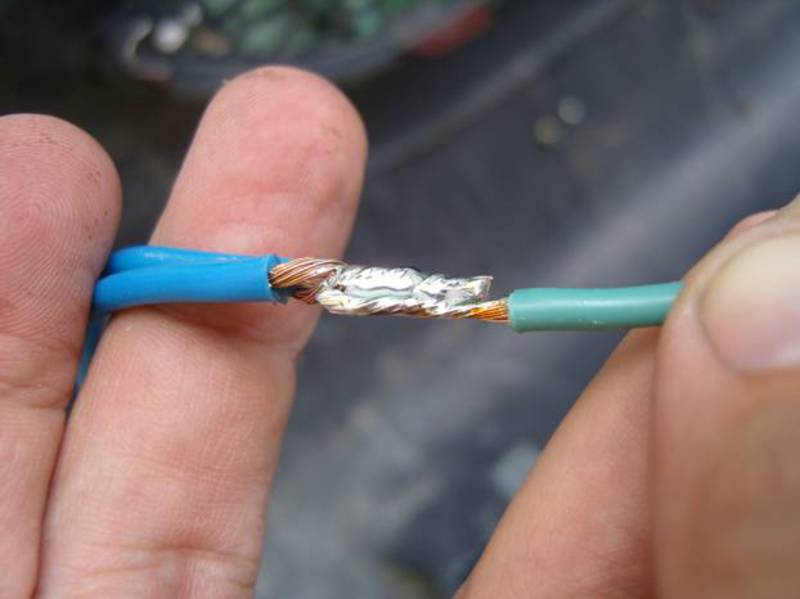
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
 При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла.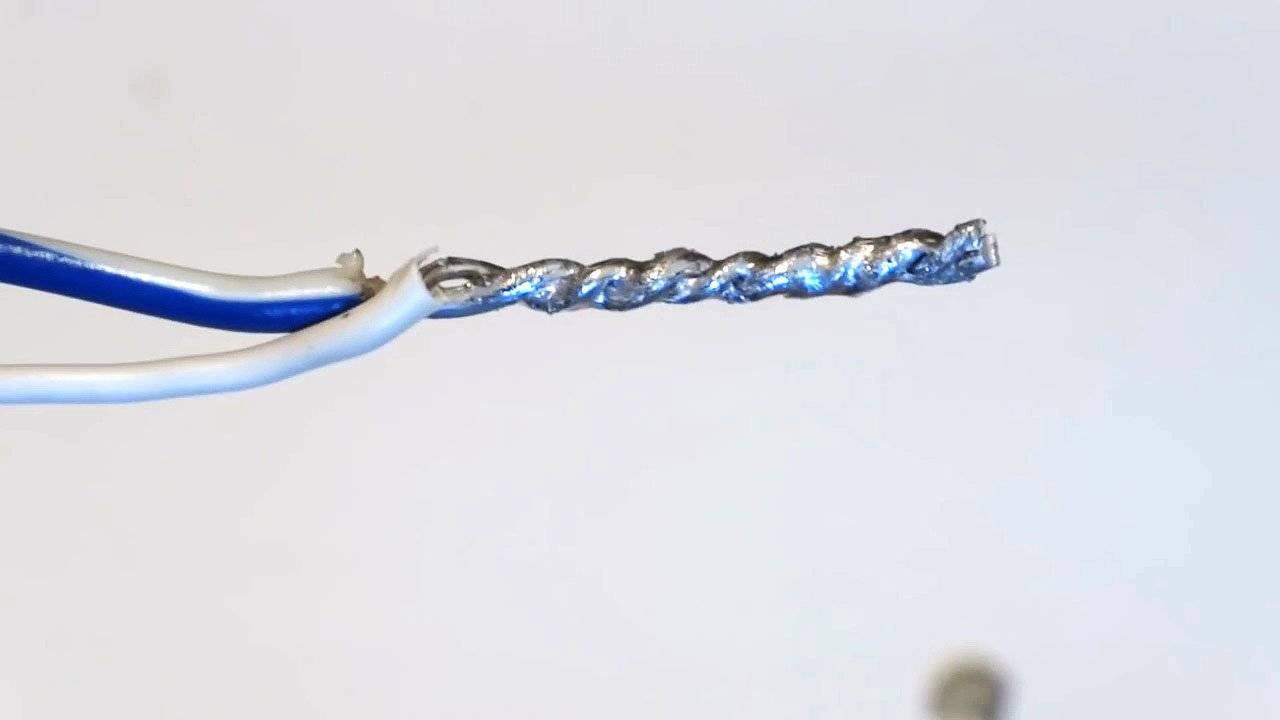 Место соединения при этом менее прочно, чем у медных аналогов.
Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Как правильно паять провода медные и алюминиевые
Автор Alexey На чтение 6 мин. Просмотров 695 Опубликовано Обновлено
Паяное соединение считается одним из лучших по надёжности в электротехнике, а в радиотехнике пайка радиодеталей является незаменимой при их монтаже.
Пайкой называется соединение однородных и разнородных металлических деталей при помощи сплава металлов, называемого припоем, имеющим температуру плавления меньшую, чем спаиваемые конструкции.
Физика процессов пайки
Расплавленный припой ведёт себя как жидкость, одним из свойств которой является смачивание поверхности – то есть, распределение молекул по поверхности тонким слоем.
Молекулы припоя диффундируют в приповерхностном слое металла, который, в свою очередь, частично растворяется в припое. Важную роль при этом играет вид поверхности и её загрязнения, а также наличие оксидной плёнки. Если коротко, то спаять два провода – означает смочить их поверхности непрерывным слоем расплавленного припоя, который затвердев, обеспечит механическую прочность соединения и надёжный электрический контакт.
Поскольку в бытовой электропроводке используются медные проводники, то речь, в основном пойдёт о том, как спаять медь.
Процесс пайки медных проводов не так требователен к выбору припоя, флюса и температуры, поэтому научиться этому делу может любой желающий – необходимо обзавестись минимальным инвентарём и соблюдать правила безопасности.
Инструменты для пайки
Нагревательный прибор, при помощи которого разогревают припой и спаиваемые конструкции, называют паяльником.
Из сего состоит паяльникРазновидности распространённых в быту паяльников:
- электронагревательные.
Нагревательный элемент разогревает медное жало, окончание которого является рабочей поверхностью инструмента. Данный тип паяльника наиболее распространённый, поэтому, будет рассказано, как правильно паять провода, пользуясь именно этим инструментом, мощностью 60-100Вт, температурой жала до 300ºС;
Потоком горячего воздуха или открытым пламенем разогревается место пайки, к которому припой подаётся в виде присадочной проволоки.
В виду большой тепловой мощности данных инструментов, они применяются для пайки массивных деталей, на разогрев которых необходимо много тепла;
- молотковые.
Медное жало выполнено в виде массивного молотка, разогреваемого открытым пламенем или встроенным электронагревательным элементом.
Молотковым паяльником можно паять без электричества. За счёт большой теплоемкости жала, при должной сноровке мастер может спаять все провода в распределительной коробке с одного разогрева.
Выбор расходных материалов
Нужно приобрести низкотемпературный оловянно-свинцовый припой типа ПОС. Число, идущее за аббревиатурой, означает процентный состав олова. Наибольшую популярность в радиоэлектронике и электротехнике имеет марка ПОС-61 (иностранный аналог Sn63Pb37) из-за совпадения температур начального и полного расплавления сплава (190ºС).
Припои других марок имеют диапазон температур, в котором сплав пребывает в специфическом эвтектическом состоянии и выглядит как кашица мелкозернистых гранул. Лёгких сдвиг деталей в данном температурном диапазоне значительно ухудшает качество пайки.
ПОС-61 не подвержен данному эффекту эвтектики и переходит из твёрдой фазы в жидкую и наоборот сразу после достижения температуры 190ºС, поэтому для новичков лучше всего использовать именно данную марку припоя, который продаётся в мотках в виде проволоки или трубки с канифолью. В качестве флюса для пайки медных проводов чаще всего применяют канифоль,
В качестве флюса для пайки медных проводов чаще всего применяют канифоль,
а также паяльную кислоту на основе хлористого цинка – о их роли речь пойдёт ниже.
Процесс лужения проводов
Очистка поверхностей перед пайкой является самым важным этапом данного процесса. Для начала нужно снять изоляцию с проводов и убедиться, что на них нет эмалированного покрытия или оксидной плёнки.
Зачистка медных проводовЗачистка поверхности проводника до металлического блеска при помощи ножа или мелко абразивной наждачной бумаги поможет в лужении – так называется процесс смачивания припоем места спайки. Для этого нужно разогретым кончиком жала коснуться канифоли – характерное шипение и кипение флюса будет свидетельствовать о нормальной температуре паяльника.
Лужение проводаНе мешкая, чтобы канифоль не испарилась нужно взять каплю припоя, прикоснувшись к отмотанному проводку ПОС-61. В данном случае флюс предотвращает окисление припоя. Вторая функция канифоли или паяльной кислоты состоит в разложении оксидной плёнки на поверхности металла.
Лужение лучше всего производить, прижав жалом паяльника провод к деревянной дощечке – газы, выделяющиеся при пиролизе дерева, также частично помогают, действуя как флюс.
Намного лучших результатов достигают, используя в качестве подложки таблетку аспирина. Ацетилсалициловая кислота, испаряясь, эффективно удаляет оксидный слой.
лужение скрутокНюансы лужения
Припой размазывают по поверхности провода, прокручивая его по оси. Если оголённый проводник подвёргся лужению не полностью, а канифоль перестала кипеть, то нужно повторно взять жалом флюс и ПОС при необходимости.
Пайка проводаЛужение многожильного провода происходит также, но его нужно прокручивать, чтобы жилы скручивались и не расплелись. Часто требуется залудить тонкие многожильные провода, покрытые эмалью. Поскольку зачистка при помощи ножа невозможна из-за тоненьких жил, удаление эмали производят химическим способом – для этого в качестве подложки берут кусок полихлорвиниловой изоляции.
Положив проводок на изоляцию, производят лужение – при нагревании ПВХ выделяет хлор, который разъедает эмаль, благодаря чему открывается необходимый для лужения доступ к поверхности металла.
как паять провода от процесса к процессуПроцесс пайки
Фактически, ответом на вопрос, как правильно паять, будет одно слово: лужение, так как спаять два луженных провода не составляет особого труда. Поскольку в электротехнике не рекомендуется паять сложенные внахлёст провода, то их перед пайкой скручивают.
скрутка многожильного проводаСкрутив два или больше луженых провода, снова берут канифоль, припой, и прикасаются к скрутке, дожидаясь, когда сплав полностью растечётся между жилами, заполнив пустоты и зазоры.
Спаенные медные многопроволочные проводаПосле этого, убрав паяльник, нужно дать спайке остыть, не подвергая её механическим воздействиям. Можно обработать скрутку нелуженых проводов кислотой и спаять их одновременно с лужением. Жало паяльника необходимо периодически очищать от нагара
Жало паяльника необходимо периодически очищать от нагара
и затачивать при выгорании, а также заново подвергать лужению.
Как паять алюминий?
Алюминиевые провода, присущие в старой электропроводке также можно спаять, и в теории данный процесс не отличается от описанного выше. Но на практике высокоактивный алюминий мгновенно окисляется при очистке, и оксидный слой препятствует лужению, поэтому залудить алюминиевый провод обычным способом не получится. Для данных целей применяют специальные флюсы и высокотемпературные припои.
При помощи наждачной бумаги уменьшают оксидный слой, тем самым помогая флюсу. Для лужения алюминиевых поверхностей применяют высокотемпературный паяльник или газовую горелку. Народный метод пайки алюминия состоит в добавлении в канифоль металлических опилок.
При помощи данного абразива, растирая смесь припоя и флюса, добиваются лужения, но данный процесс очень трудоемкий и не гарантирует качества.
 youtube.com/embed/qdbrQO4x9i0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/qdbrQO4x9i0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>Содержание: Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами. Технические трудности пайки изделий и деталей из алюминияПаять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия. Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Подготовка к пайке алюминиевых деталейБольшое значение придается подготовке алюминия к предстоящей пайке. Для этого существует несколько способов, обеспечивающих надежность соединения:
Выбор припоя и флюса для алюминияПрипои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии. Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения. Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки. Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие. Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности. Спаивание компонентов из алюминияПорядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов. Среди домашних мастеров чаще всего используются следующие два варианта:
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт. Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
|
 Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.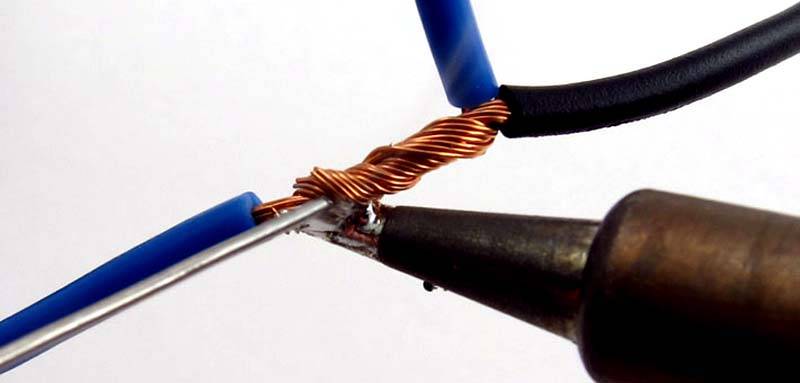

 Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки. ), способный выдерживать температуру до 610 градусов.
), способный выдерживать температуру до 610 градусов. ), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк. Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
 com/embed/RCXV8lrZf7A”/>
com/embed/RCXV8lrZf7A”/>
 Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
 Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
 Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы..jpg)

 Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Как отделить медь от алюминия, серебра, олова и других металлов
Почему перед сдачей цветных металлов в пункты приема так важно проводить сортировку и химический анализ металлолома? Ответ прост: чтобы грамотно определить состав сплава и рассчитать цену за всю партию. Химический анализ позволяет узнать наименование и марку металла и степень его загрязненности. Именно чистота состава во многом и влияет на стоимость металлолома. Увеличить прибыль от сдачи цветмета позволит самостоятельная сортировка металлов. Как же отделить медь от железа, алюминия или олова? Об этом мы и поговорим в нашей статье.
Химический анализ позволяет узнать наименование и марку металла и степень его загрязненности. Именно чистота состава во многом и влияет на стоимость металлолома. Увеличить прибыль от сдачи цветмета позволит самостоятельная сортировка металлов. Как же отделить медь от железа, алюминия или олова? Об этом мы и поговорим в нашей статье.
Итак, черновая медь, которая выплавлена из первичного или вторичного сырья, содержит в себе 0,6-4% примесей. Среди основных компонентов, которые встречаются в составе, следует отметить железо, серебро, никель, золото, сурьму, висмут и т.д. Некоторые из элементов способны ухудшить механические свойства (например, снизить электропроводность или пластичность), другие, наоборот, улучшить. Отделить медь от алюминия или олова можно с помощью огневого и электролитического рафинирования. Данные способы позволяют не только очистить металл, но и извлечь из состава другие ценные элементы. Данные технологии активно применяются в металлургии и промышленности. А как же отделить серебро от меди в домашних условиях? Процедура аффинажа предполагает применение одной из нескольких методик:
А как же отделить серебро от меди в домашних условиях? Процедура аффинажа предполагает применение одной из нескольких методик:
- купелирование;
- электролитический способ;
- химический способ.
Для проведения процесса купелирования необходимы специальные печи (необходимая температура 850-900°С), в которые помещаются тигели с серебром и медью. После нагрева и окисления тигель аккуратно достают и разливают содержимое в формы.
Еще одним способом отделить серебро от меди является электролитический. Он предполагает наличие изготовленных из пластика ячеек, содержащих раствор нитрита натрия. Количество драгоценного металла должно быть не менее 50 г на 1 литр жидкости. Анодом в данной реакции будет служить загрязненное серебро, катодом — нержавеющие пластины. Элемент, требующий очистки, необходимо поместить в небольшие мешочки, в которых в результате останутся грязные металлы, не растворившиеся в результате реакции. А на катодах появятся частички чистого серебра.
И, наконец, одним из наиболее популярных способов отделить серебро от меди и прочих металлов является химический. Для процедуры потребуется соляная и азотная кислота. Во время работы следует строго соблюдать технику безопасности: использовать перчатки и респиратор, работать в хорошо проветриваемом помещении. После очищения изделия щелочным раствором его необходимо залить 10% азотной кислотой. В результате после растворения сплава вы получите медь и соли серебра, которые несложно восстановить.
Если вы не знаете, как отделить олово или серебро от меди, железа, алюминия или золота, воспользуйтесь помощью профессионалов. Поскольку отсутствие опыта при проведении данных работ может иметь негативные последствия. Если у вас возникли вопросы относительно приема меди или алюминия, актуальных цен или дополнительных услуг, задайте их специалистам ООО «ЦМЛ».
Как паять алюминий – полное руководство
Алюминий требует тепла для приема припоя, обычно до температуры 300 ° C или более. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой.
Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой.
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще применяется с алюминием, чем с другими металлами.Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем тепла, превышающим температуру плавления припоя.
Пайка алюминиевых сплавовНаиболее легко паяемые алюминиевые сплавы содержат не более 1 процента магния или 5 процентов кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом.Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Конструкции стыков, используемых для пайки алюминиевых сборок, аналогичны тем, которые используются для других металлов. Чаще всего используются конструкции с простыми соединениями внахлест и Т-образными соединениями.
Зазор между стыками зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса.Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реактивного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
ПодготовкаПеред пайкой с поверхности алюминия необходимо удалить смазку, грязь и другие инородные материалы.
Поверхность должна быть чистой.Хорошо подойдет щетка из нержавеющей стали или стальная мочалка.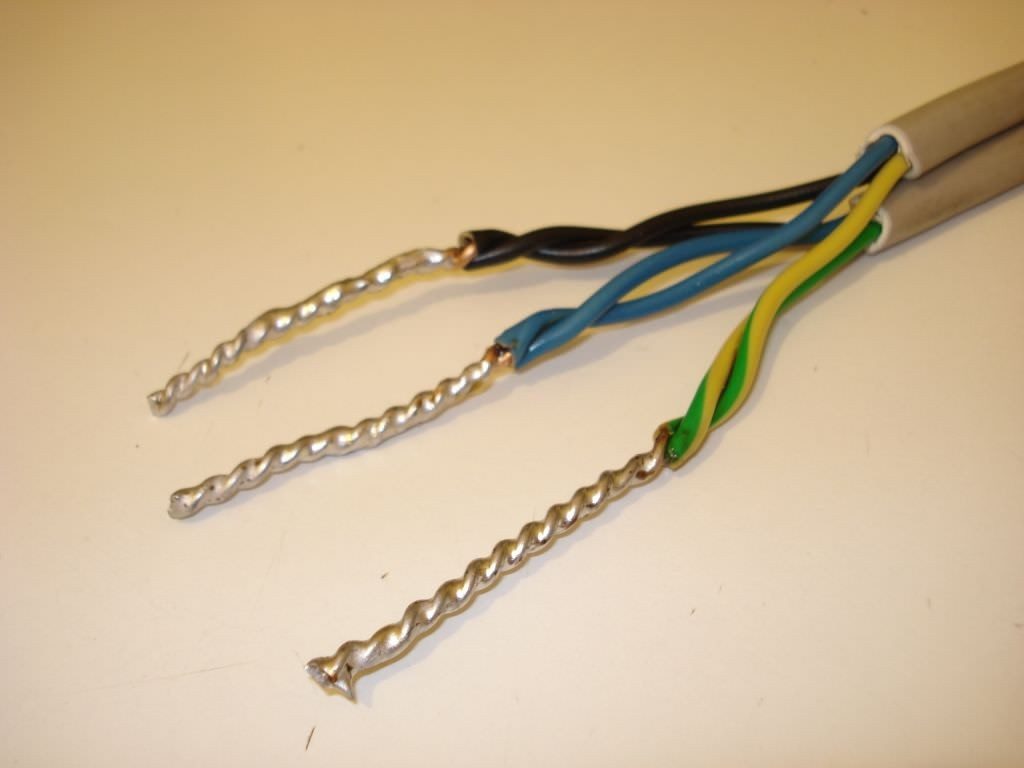 В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alum Weld.
Методы пайкиПрипои с более высокой температурой плавления, которые обычно используются для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки.Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя, а затем протирая поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком. Проволочные щетки или другие металлические предметы не рекомендуются. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Проволочные щетки или другие металлические предметы не рекомендуются. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Паять алюминий, как известно, сложно по сравнению с пайкой других металлов.Это особенно верно, когда речь идет об алюминиевых сплавах. Это связано с тем, что весь алюминий покрыт слоем оксида алюминия, в котором металл контактирует с атмосферой.
Оксид алюминия нельзя паять, поэтому его необходимо соскоблить. В таком случае пайку необходимо производить очень быстро, прежде чем образуется больше оксида алюминия. Алюминий также имеет относительно низкую температуру плавления, около 660 градусов, что означает, что вам, вероятно, понадобится специальный паяльник с более низкой температурой.
Нагрейте паяльник.Для достижения идеальной температуры может потребоваться около 10 минут. Хорошей идеей будет держать рядом с утюгом влажную губку, чтобы стереть излишки припоя и получить чистую отделку. Также рекомендуется надевать защитную маску, очки и перчатки во время пайки.
Также рекомендуется надевать защитную маску, очки и перчатки во время пайки.
Затем вам нужно удалить оксид алюминия с алюминия. Это можно сделать стальной щеткой. Сильно окисленный алюминий может потребовать более интенсивной шлифовки или очистки ацетоном. Нанесите чистящее средство, называемое флюсом, чтобы предотвратить быстрое преобразование оксида алюминия.
Затем можно нагреть припой, пока он не станет мягким. Затем можно нанести припой на алюминий. Если он не склеивается, вероятно, проблема в том, что оксид алюминия подвергся реформингу, и деталь необходимо почистить щеткой и снова очистить. Другая проблема может заключаться в том, что ваш алюминий на самом деле представляет собой алюминиевый сплав, который нельзя паять. В этом случае вам нужно склеить металлы с помощью готового клея для алюминия.
Нагрейте области, которые хотите склеить паяльником.Это предотвращает легко растрескавшееся «холодное соединение». Нагрейте припой и, используя и утюг, и припой, нанесите припой на области, которые вы хотите склеить.
Когда припой высохнет, что займет всего несколько секунд, вы захотите удалить оставшийся флюс. Если он на водной основе, его можно промыть водой, но если он на основе смолы, то вам нужно будет очистить изделие в ацетоне.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их точек плавления:
- Низкотемпературные припои. Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припои для промежуточных температур. Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои. Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.
 Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.- Перед тем, как приступить к пайке алюминия, очистите металл от смазки и масел
- Соединение должно быть плотным, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки это приведет к плохому результату.
- Просмотрите инструкции производителя, чтобы узнать правильное количество тепла.
- Используйте правильный флюс.
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист – отличный навык, который можно добавить в свой набор инструментов для рукоделия. Пайка – это процесс, при котором два или более металлических предмета соединяются вместе путем плавления присадочного металла в стыке. Хотя пайка, как правило, проста, при работе с определенными материалами становится труднее. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника.Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1.
 Очистите алюминиевый металлический лист
Очистите алюминиевый металлический листИспользуйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, очень трудно его правильно припаять, поэтому вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 – Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 – Нанесите флюс на область, подлежащую пайке
Подберите дешевый флюс на Amazon
Следующим шагом является нанесение флюса на области, где вам нужно припаять. Флюс – это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Флюс – это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 – Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не нагревайте припой непосредственно на наполнитель, чтобы металл припоя не загорелся.Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель течет по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой и повторить процедуру. продолжайте до тех пор, пока не увидите просачивание металла в алюминиевый стык.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
Как паять алюминий с помощью паяльника
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас.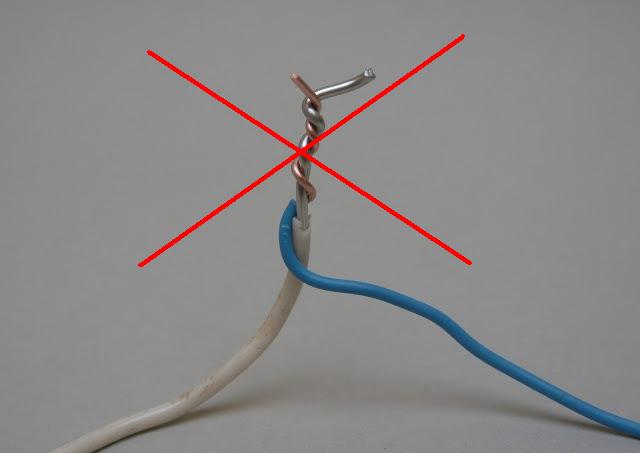 Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы заработать комиссию без каких-либо дополнительных затрат для вас. Узнать больше
Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы заработать комиссию без каких-либо дополнительных затрат для вас. Узнать большеПаять алюминий может быть непросто, если вы не делали этого раньше. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
Что такое пайка?
Пайка – это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Достаточно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы.Вы также можете сделать свой паяльник именно для ваших конкретных задач.
Припой
Представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца. В настоящее время чаще используются варианты без свинца. Паяльные проволоки обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Флюс
Флюс важен для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, которые обычно используются в электронных припоях, обычно изготавливаются из канифоли. Вы можете получить сырую канифоль из сосны.
Вы можете получить сырую канифоль из сосны.
Пайка Алюминий
Никогда не бывает такой же ортодоксальной пайкой. Будучи вторым по пластичности металлом в мире и обладающим высокой теплопроводностью, алюминиевые заготовки часто бывают довольно тонкими.Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Подходящие инструменты
Перед началом работы очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия. Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, – это флюс, предназначенный для пайки алюминия.Канифольные флюсы с этим просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать. Большинство изделий из алюминия – это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Большинство изделий из алюминия – это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их.Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом. Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Пайка алюминия может быть сложной задачей по сравнению с другими металлами.Вот почему вы все-таки здесь. В случае алюминиевых сплавов они покрываются слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим придется соскрести его. Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует проводить как можно скорее.
Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует проводить как можно скорее.
Теперь, когда вы познакомились с основами, вы должны быть готовы приступить к пайке.Внимательно выполните следующие действия, чтобы убедиться, что вы делаете это правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать под рукой влажную ткань или губку, чтобы очистить утюг от излишков припоя. Надевайте защитную маску, очки и перчатки, пока вы работаете.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия.Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: Нанесение флюса
После очистки деталей нанесите флюс на места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два алюминиевых куска вместе.Зажмите их в том положении, в котором вы хотите их соединить. Убедитесь, что между алюминиевыми кусками есть небольшой зазор при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагревание заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение». Нагрейте паяльником части деталей, прилегающие к стыку. Нагревание одной области может привести к перегреву флюса и припоя, поэтому старайтесь перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким. Затем нанесите его на стык. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить детали. Для высыхания припоя потребуется всего несколько секунд. После высыхания удалите остатки флюса ацетоном.
Затем нанесите его на стык. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить детали. Для высыхания припоя потребуется всего несколько секунд. После высыхания удалите остатки флюса ацетоном.
Когда дело доходит до пайки алюминия, все дело в понимании процесса. Удалите слой оксида алюминия сверху стальной щеткой или шлифованием.Используйте подходящий паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить излишки припоя для хорошей отделки. Да, и всегда соблюдайте меры предосторожности.
Ну вот и все. Надеюсь, теперь вы поняли, как паять алюминий. Теперь в мастерскую, идем.
Применения для пайки алюминия |
Пайка алюминия используется для создания электрических и / или тепловых соединений или уплотнений на небольших площадях с другими металлами или керамикой, в то время как соединение алюминия используется для соединения больших площадей в тепловых и / или конструкционных целях.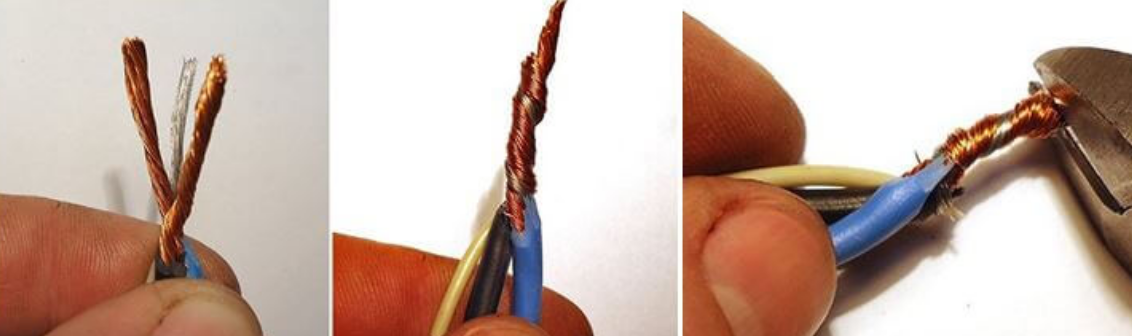 Пайка алюминия находит применение в датчиках, электронике и электроэнергетике, где используются алюминиевые контакты и / или провода. Пайка алюминия также использовалась как средство для герметизации и / или ремонта алюминиевых теплообменников.
Пайка алюминия находит применение в датчиках, электронике и электроэнергетике, где используются алюминиевые контакты и / или провода. Пайка алюминия также использовалась как средство для герметизации и / или ремонта алюминиевых теплообменников.
К нам много раз обращались за помощью в решении проблемы небольшого контакта с алюминием без использования агрессивного химического флюса или в случаях, когда химический флюс для алюминия был несовместим с металлами противоположной стороны соединения.Кроме того, во многих электронных корпусах использование коррозионно-флюсовой пайки алюминия ограничивает. Когда вы сталкиваетесь с этим выбором, активные бесфлюсовые припои, такие как S-Bond, становятся хорошим решением.
Активные сплавы S-Bond® были разработаны для соединения с широким спектром металлов, керамики и композитных материалов без необходимости использования флюсов или предварительного покрытия. Припойные сплавы S-Bond имеют сильное сродство к алюминию, что делает пайку алюминия более простой, экономичной и надежной.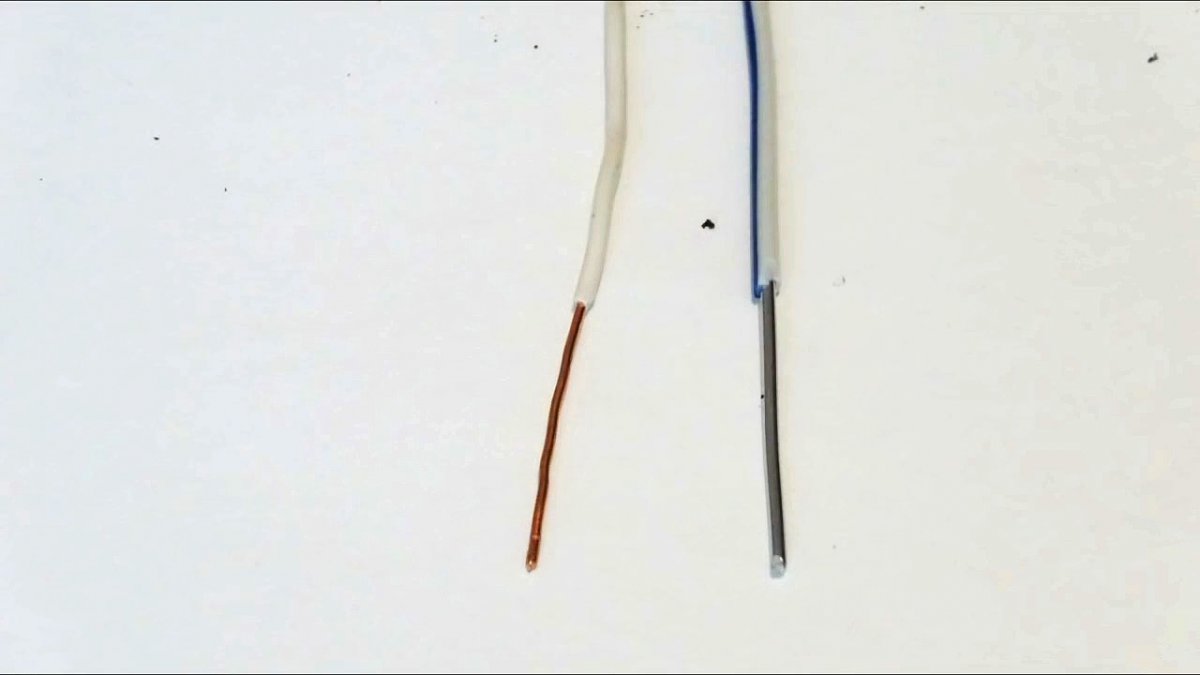 Просто расплавьте присадочные металлы S-Bond, механически перемешайте припои S-Bond с помощью щеток, трения или с помощью ультразвукового паяльника, чтобы смачивать, прилипать и обеспечивать основу для соединения. После лужения припоями S-Bond провода или другие поверхности сжимаются, сдвигаются вместе или активируются ультразвуком для создания прочного паяного соединения.
Просто расплавьте присадочные металлы S-Bond, механически перемешайте припои S-Bond с помощью щеток, трения или с помощью ультразвукового паяльника, чтобы смачивать, прилипать и обеспечивать основу для соединения. После лужения припоями S-Bond провода или другие поверхности сжимаются, сдвигаются вместе или активируются ультразвуком для создания прочного паяного соединения.
Пайка алюминия S-Bond имеет следующие характеристики:
• Позволяет соединять алюминий с медью и другими металлами и керамикой без флюса.
• Соединение без флюса исключает загрязнение и необходимость очистки.
• Припои при более низких температурах (от 115 ° до 250 ° C) позволяют пайку термочувствительных материалов.
• S-Bond (припой) позволяет создавать электрические и теплопроводные металлические соединения.
• Для подготовки алюминиевых поверхностей не требуется металлическое покрытие, что снижает затраты на подготовку.
• Припои S-Bond не текут свободно и не связываются с участками, прилегающими к участкам пайки алюминия, без прямого применения механической активации.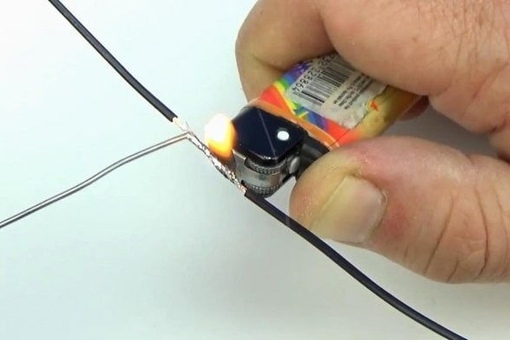
Приложения
Панели солнечных батарей: Рисунок 1 иллюстрирует соединение луженых медных проводов, припаянных к алюминированным слоям на обратной стороне кремниевых солнечных панелей. Активные паяные соединения шин S-Bond с задней частью этих панелей оказались более эффективными и прочными, чем соединения, спаянные обычным способом.
Ремонт припоем алюминиевого теплообменника. На рисунках 2 и 3 показана ультразвуковая пайка алюминиевых панелей и заполнение вырезов в протекающих паяных соединениях алюминиевого теплообменника.
Герметичные корпуса датчиков: на рисунках 4 и 5 показано активное пайное уплотнение S-Bond алюминиевых корпусов датчиков. На рисунке показана пайка алюминия с активными припоями, которые активируются и приклеиваются для герметизации алюминиевого колпачка на алюминиевой трубке.
- фигура 2
- Рисунок 3
- Рисунок 4
- Рисунок 5.
Свяжитесь с нами для получения дополнительной информации о пайке алюминия.Чтобы заказать наши материалы для тестирования, запросите форму заказа комплекта. Также предлагаются услуги пайки для тестирования, прототипирования и производства.
Можно ли спаять медь и алюминий вместе? – Firstlawcomic.com
Можно ли спаять медь и алюминий вместе?
Низкая рабочая температураSuper Alloy 1 позволяет любому быстро и легко паять медь с алюминием. Начните с подготовки металла. Используйте абразивный материал, чтобы удалить все окисления с алюминия и меди непосредственно перед пайкой.Отсутствие предварительной очистки может привести к неправильному приклеиванию присадочного стержня.
Прилипает ли алюминий к меди?
Все больше и больше компаний исследуют пайку алюминия в самых разных областях, от автомобилестроения, электроники, радиаторов, систем отопления, вентиляции и кондиционирования воздуха и т. Д. Алюминий легче и дешевле, чем медь, и во многих случаях он достаточно теплопроводен, как термически, так и электрически, чтобы медь могла заработать деньги.
Можно ли сварить алюминий и медь вместе?
Медь имеет температуру плавления 1984 ° F; Алюминий имеет температуру плавления 1221 ° F.В то время как медь передает тепло быстрее, чем почти любой другой металл, медь не очень хорошо или очень жестко крепится к другим поверхностям. Итак, медь приваривается к алюминию, что позволяет использовать алюминий в качестве монтажной поверхности.
Сколько стоит медь и алюминий?
| Металлолом | Цена лома | Дата обновления цены |
|---|---|---|
| Медь в среднем по стране | $ 3,42 / фунт | Обновлено 09.08.2021 |
| Средний национальный показатель по стали | 157 долларов.00 / тонна | Обновлено 09.08.2021 |
| Алюминиевый национальный средний показатель | $ 0,50 / фунт | Обновлено 09.08.2021 |
Можно ли припаять латунь к алюминию?
К счастью, Super Alloy 1 упрощает работу по ремонту алюминия, позволяя этим одним мультиметаллическим припоем ремонтировать не только латунь и алюминий, но и множество других металлов – по отдельности или в любой комбинации: бронзу, сталь, медь, металлический горшок, нержавеющая сталь, белый металл или замак в любой комбинации при температуре 350 ° F.
Какой сварочный аппарат используется для алюминия?
GTAW / TIG. Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), является одним из наиболее популярных способов сварки алюминия.
Каковы требования Технического стандарта к сварке трубопроводов?
График испытаний должен быть «4 или I» или выше для AWS A5.01 и «Расписание 4» или выше для BS EN ISO 14344. 6.1.10 Если ER70S-6 будет использоваться для кислой среды, химический состав провод не должен превышать требований NACE SP0472 (как указано ниже): Углерод (C) 0.Не более 10 мас.%; Марганец (Mn) не более 1,60 мас.%; Кремний (Si) 1,00 мас.% Макс.
Какие фитинги можно использовать для труб из ПВХ?
Ответ Wiki. Существует два типа фитингов из ПВХ, предназначенных для перехода с металла на ПВХ. Первый – это фитинг из ПВХ с наружной или внутренней резьбой, который подключается к металлической трубе.
Можно ли приваривать шпильки к нержавеющей стали?
Сварку термитом нельзя использовать с материалами из нержавеющей стали.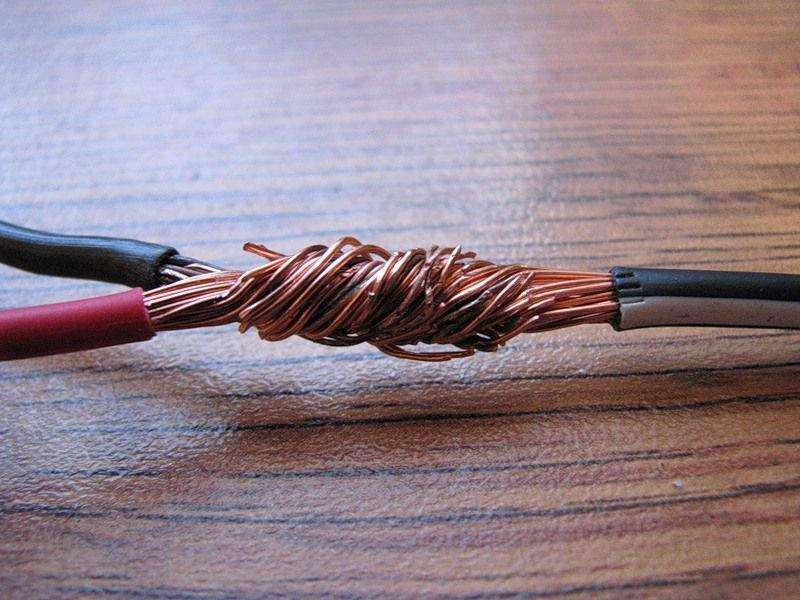 5.6 Приварка шпилек допускается для крепления крепежных элементов изоляции и теплопроводов.5.7 Другие процессы могут использоваться только с одобрения CSD.
5.6 Приварка шпилек допускается для крепления крепежных элементов изоляции и теплопроводов.5.7 Другие процессы могут использоваться только с одобрения CSD.
Как используются медные башмаки при дуговой сварке?
Внутренние медные башмаки могут быть эффективными для контроля брызг при сварке. 5.3 Дуговая сварка под флюсом (SAW). 5.4 Газовая дуговая сварка металла (GMAW) [включая порошковую дуговую сварку (FCAW)]. 5.4.1 Режим короткого замыкания (погружения) GMAW не должен использоваться, за исключением: a) конструктивных элементов крепления к внешней поверхности трубы, включая сварные швы.
Как лучше всего сваривать медную трубу?
Сварка меди сложнее, чем сварка металла.В результате большинство людей предпочитают сваривать медные трубы методом пайки.
Какая сварка используется при монтаже трубопроводов?
Типы сварных швов, используемых при сборке труб 1 Дуговая сварка: также называемая сваркой штучной сваркой, это самый основной тип сварки. 2 MIG-сварка: MIG-сварка использует инертный газ для металла и является наиболее распространенным и быстрым способом сварки. 3 Сварка TIG: при сварке TIG используется инертный газ вольфрам, и это более эффективный вид сварки.
2 MIG-сварка: MIG-сварка использует инертный газ для металла и является наиболее распространенным и быстрым способом сварки. 3 Сварка TIG: при сварке TIG используется инертный газ вольфрам, и это более эффективный вид сварки.
Какое минимальное содержание меди для сварки?
Медь и большинство медных сплавов можно соединять сваркой, пайкой и пайкой.В этом разделе мы поговорим о различных медных сплавах и дадим некоторые рекомендации о том, как соединить эти металлы без ухудшения их коррозионных или механических свойств и без появления дефектов сварных швов. Чистая медь: минимум 99,3% меди.
Какой медный наполнитель лучше всего подходит для сварки?
Наиболее часто предпочтительными наполнителями являются ErCu и ErCuSi-A. Наполнитель ErCu содержит 0,45 Mn и Si с 0,8% олова (Sn) для облегчения текучести. ErCuSi-A является предпочтительным присадочным металлом для сварки меди, окисленной фтором, а также меди с твердым пеком, содержащей 1% Mn и 3% Si в качестве раскислителей.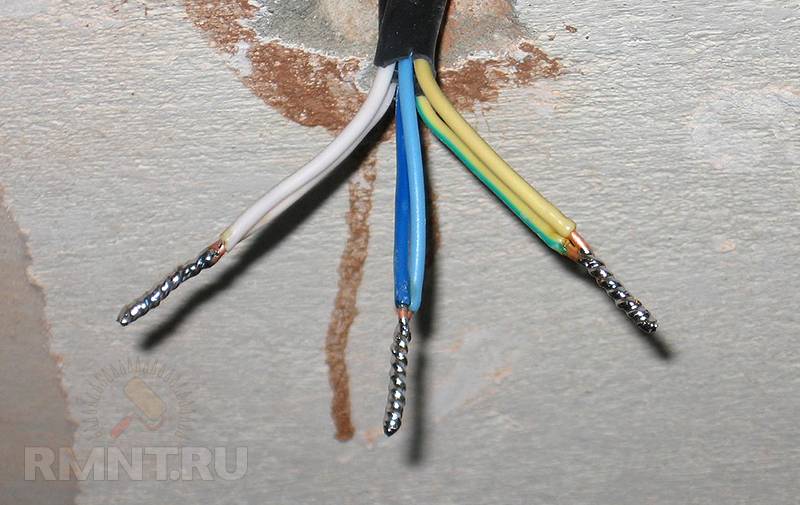
Как паять алюминий – Обсуждение ювелирных изделий
Как алюминий поступает в продаже? Работает нормально? Уилл Сильвер Припой работать?
Лаура,
Алюминий – это металл, сильно отличающийся от серебра. Одно из ключевых отличий
заключается в том, что он обладает исключительным сродством к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу.Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. Фактически,
многие из них плавятся при более высокой температуре, чем сам алюминий, что для
не принесет вам особой пользы.
, однако, есть припои, предназначенные для алюминия. Как правило, это
, комбинация довольно твердого припоя и специально разработанного флюса
. При использовании вы «протираете» припой на стыке
При использовании вы «протираете» припой на стыке
, который механически помогает флюсу вытеснить этот очень прочный оксидный слой
, достаточный для прилипания припоя.Припои гораздо больше похожи на припои на основе олова
, которые ювелиры называют «мягкими» или «свинцовыми» припоями. Но они
действительно работают. Тем не менее, эти вещи обычно предназначены для ремонта перил крыльца
, а не для изготовления ювелирных изделий. Если вы думаете, что
аккуратно поместите маленькие пайетки из алюминиевого припоя вокруг алюминиевой рамки
, пока вы припаяете ее к алюминиевому кольцу,
вам не повезло. Вы, вероятно, не добьетесь того, чтобы это работало … Обратите внимание, что
, как правило, эти припои предназначены для соединения алюминия с алюминием.
Не алюминий по отношению к другим металлам.
Алюминий обычно крепится с использованием так называемого «холодного склеивания»
, такого как ривиты, винты, соединения с механической формовкой и т. п. Одним из методов плавления металлов является сварка плавлением
п. Одним из методов плавления металлов является сварка плавлением
, для которой требуется специальный аппарат. Обычно это используется для предметов
, таких как серьги или аналогичные детали, прикрепляемые к алюминию
. Они сделаны специально для этого использования, с крошечным «наконечником» металла
, выступающим вниз из области, предназначенной для приклеивания к алюминию
.Машина помещает электрический заряд между находкой
и деталью, к которой нужно прикрепить, и хлопает их вместе. Когда это маленькое перо
касается другого куска металла, возникает искра.
Искра обращается с этим маленьким наконечником, как с предохранителем, пережигая его. По сути,
делает то же самое, что и отвертка, которой вы однажды случайно коснулись провода под напряжением
. Помните? испарил половину наконечника отвертки
при образовании дуги? Будет, это контролируется, но
маленький «наконечник» металла испаряется, когда
соединяются вместе две большие поверхности. Это создает очень горячую плазму на мгновение
Это создает очень горячую плазму на мгновение
между металлами, которая не только вытесняет весь атмосферный газ,
включая кислород, но также достаточно плавит поверхности, чтобы они могли смешивать
и связываться друг с другом.
обычно используется для установки штифтов для серег и
других деталей. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо приклеенный штырь серьги
также можно рассматривать как заклепку, готовую к вставке через отверстие в другом куске металла
и зачищенной поверх … идеи?
Машины, начиная с маленьких «игристых» сварочных аппаратов, проданных за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
есть также методы сварки, предназначенные для алюминия.Обычно они
требуют какой-то газовой защиты зоны сварки, например, при сварке TIG
или MIG. Опять же, это обычно не ювелирные весы, но кто знает
…
Надеюсь, это поможет.
Питер Роу
6 способов пайки алюминиевых деталей с помощью электрического паяльника – Yantai Baodi Copper & Aluminium Co., Ltd
При обслуживании радио и бытовой техники иногда необходимо припаять небольшие алюминиевые детали, потому что поверхность алюминиевого устройства легко снимается. окисленный, который новичкам сложно паять прочно.Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку. В этой статье для справки представлены эти практические методы пайки алюминия. Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой уплотняется, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы протереть переднюю и заднюю часть паяльной станции.Расстояние трения не должно быть слишком большим. Обычно пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на жало паяльника на 3–5 мм. Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяется с сферической формы на плоскую, что указывает на то, что алюминиевый элемент прочно соединен с оловом.В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Избыточный раствор сульфата меди и раствор соляной кислоты можно затем сварить с помощью паяльника мощностью 45-75 Вт, который работает хорошо.В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова, чтобы расплавить, и затем используйте, и тогда удобно сваривать обычным способом.
Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяется с сферической формы на плоскую, что указывает на то, что алюминиевый элемент прочно соединен с оловом.В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Избыточный раствор сульфата меди и раствор соляной кислоты можно затем сварить с помощью паяльника мощностью 45-75 Вт, который работает хорошо.В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова, чтобы расплавить, и затем используйте, и тогда удобно сваривать обычным способом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути.5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником 75 Вт на поверхность сваривания до тех пор, пока слой олова не будет прикреплен к алюминиевой поверхности, а затем ткань используется. Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а сварочный эффект удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, несколько раз протереть алюминиевую поверхность паяльником, а затем нажать обычным способом.
В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути.5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником 75 Вт на поверхность сваривания до тех пор, пока слой олова не будет прикреплен к алюминиевой поверхности, а затем ткань используется. Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а сварочный эффект удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, несколько раз протереть алюминиевую поверхность паяльником, а затем нажать обычным способом.