Как спаять алюминий с медью: можно ли их паять и как это сделать в домашних условиях паяльником?
Сварочный провод – паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное ZnТемпература плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
 Белый пакет
Белый пакетВнутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK. Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаятьИ что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.

Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Как паять алюминий оловом своими руками
Содержание
- Чем паять алюминий в домашних условиях
- Пайка алюминия оловом и флюсом Ф 64
- Пайка алюминия с медью оловом и канифолью
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей.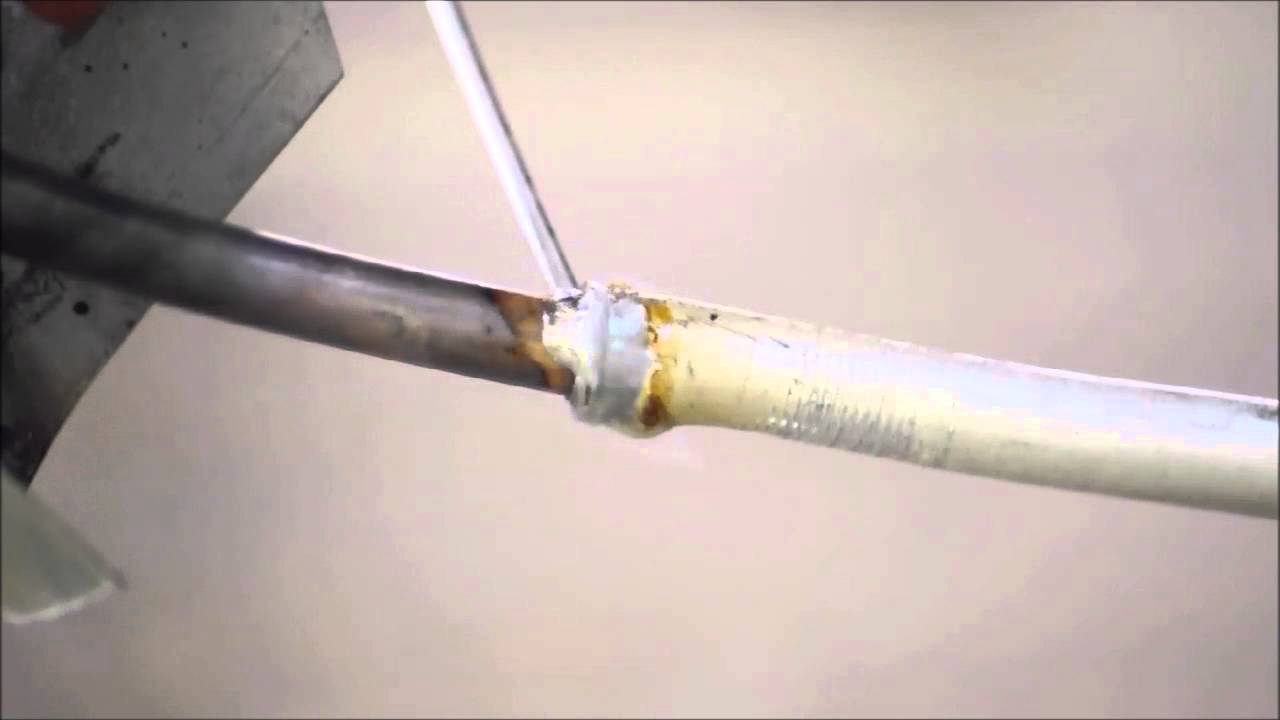 Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
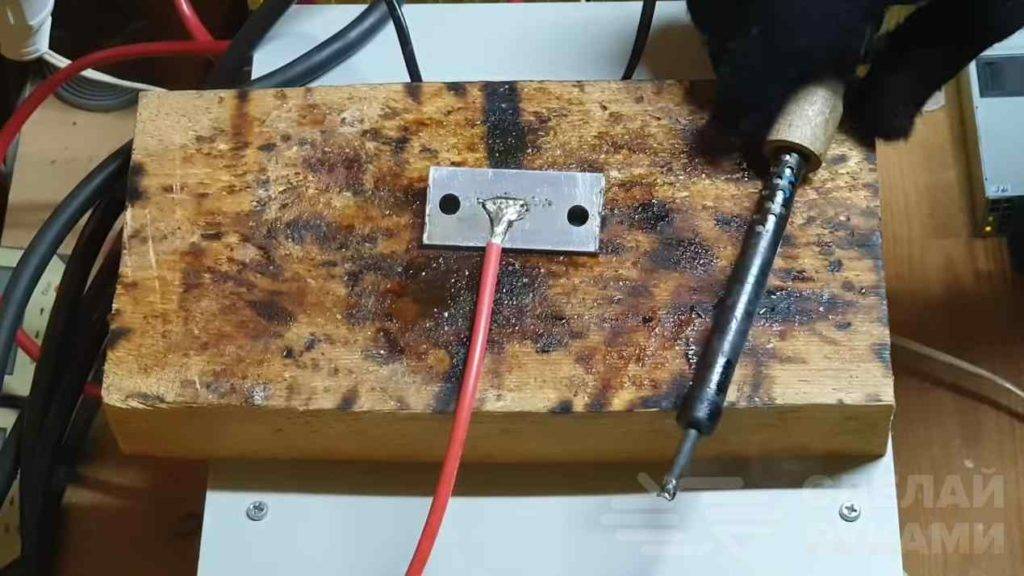
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припояВ результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминияЗаполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом.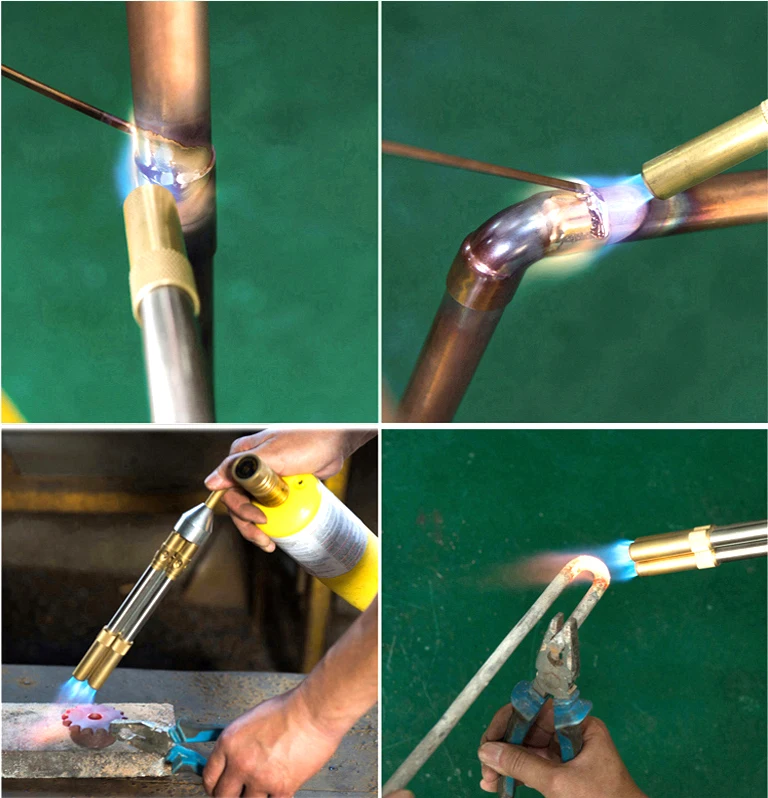 Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Помогла вам статья?
ALSOLDER™ 500 (85/15) Алюминиевый припой Катушка 0,118″ x 1 фунт Коробка 4 фунта
50061H
Алюминиевый припой ALSOLDER™ 500 (85/15) .118 X Катушка 1 фунт X Упаковка 4 фунта
ALSOLDER™ 500 — это сплав для промежуточных температур, пригодный для пайки алюминия с самим собой и другими металлами, но не рекомендуется для магния. Часто используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок. При соединении алюминия с разнородными металлами необходимо учитывать возможность электролитической коррозии. AlSolder 500 также подходит для ремонта литейных цинковых сплавов.
Особенности
- Алюминиевый припой для горелки или утюга
- Хорошее совпадение цветов на литом алюминии и цинке
- Образует превосходные коррозионностойкие соединения на трудно поддающихся пайке алюминиевых сплавах
- Не рекомендуется для магния
- Прочность на растяжение – до 20 000 фунтов на кв.
 дюйм
дюйм - Соответствует директиве EU Reach и RoHS
 дюйм
дюймРак и репродуктивный вред —
www.P65Warnings.ca.govЧто включено
- ALSOLDER™ .118 X Катушка 1 фунт X Упаковка 4 фунта
Информация о гарантии
- 1 год
Документация
- Al-Solder 500 Алюминиевый припой
Расходные материалы
| Тип сплава | Алюминий |
| Твердость по Бринеллю | ANSI/AWS A5.9 и ASME SFA 5.9 ER 316 |
| Химический состав | Олово 85% Цинк 15% |
| Классификация | Изготовлено по техническим стандартам Harris Products Group |
| Диаметр | 1/8″” (3,18 мм) |
| Удлинение | 50% в 2 |
| Ликвидус | 482°F (250°C) |
| Материал | Алюминий |
| Соответствует NSF | № |
| Рекомендуемый флюс | Флюс Stay-Clean® для алюминия Флюс Stay-Clean® для других металлов |
| Соответствует RoHS | Да |
| Солидус | 391°F (199°C) |
| Прочность на растяжение (PSI) | До 20 000 (от меди до меди) |
Гарантия
| Гарантия | 1 год |
Низкотемпературное соединение алюминия с помощью S-Bond
Решения и услуги
Соединение алюминия
Алюминий можно склеивать с помощью сплавов S-Bond®, и это отличная альтернатива процессу соединения алюминия.
Active S-Bond® легко вступают в реакцию и разрушают оксидные слои на алюминии и меди, быстро и необратимо реагируя с металлом без использования покрытия или флюса, что снижает стоимость припоя алюминия, а также устраняет агрессивные химические вещества, которые создавать экологические опасности. Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250ºC) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Доступен ряд сплавов S-Bond с различными рабочими температурами от 100°C до 390°C. Эти же продукты также хорошо соединяются с медью, алюминием, карбидом кремния и другими материалами для управления температурой и обеспечивают экономичную бесфлюсовую сборку полных систем управления температурой.
S-Bond® может быть альтернативным процессом соединения алюминия по сравнению со сваркой или пайкой, когда требуется низкотемпературное соединение, а условия эксплуатации или эксплуатации в стрессовых условиях допускают паяное соединение. S-Bond очень эффективен при пайке алюминия с алюминием, а также при пайке алюминия с медью. В некоторых случаях соединение S-Bond может заменить пайку в контролируемой атмосфере или «пайку погружением».
Активные припои S-Bond® реагируют и разрушают оксидные слои на алюминии, а также с медью, чтобы быстро реагировать и связываться с металлом без использования покрытия или флюсов, что снижает стоимость процесса пайки алюминия или алюминия с медью. компонентов, а также устранение агрессивных химических веществ, создающих опасность для окружающей среды. Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250ºC) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Преимущества соединения алюминия S-Bond
- Склеивание при более низких температурах (от 120 до 250°C) уменьшает проблемы несоответствия теплового расширения.
- Позволяет соединять алюминий с медью и другими металлами и керамикой при условии, что несоответствие теплового расширения учитывается в конструкции компонента.
- Металлическое паяное соединение S-Bond обеспечивает теплопроводное соединение.
- Для подготовки алюминиевых поверхностей не требуется дополнительное металлическое покрытие, что снижает затраты на подготовку.

Алюминиевые конструкции обычно паяют, сваривают или паяют. Для пайки алюминия используются алюминиевые сплавы с высоким содержанием кремния, температура пайки которых на ~ 25–50 ºC ниже температуры плавления основного алюминия. Кроме того, чтобы разрушить оксиды алюминия, которые естественным образом образуются на алюминии, для склеивания алюминия необходимо использовать агрессивные химические флюсы и/или вакуумные печи. Таким образом, пайка алюминия в печах требует точного контроля и атмосферы. После пайки высокая температура обработки значительно размягчает и снижает прочность основного алюминия.