Как соединить алюминиевые трубки: Как соединить две алюминиевые трубы
Как без сварки соединять трубки под любым углом
При необходимости стыковать 2 трубы одинакового диаметра под углом, не имея при этом сварки, можно воспользоваться одной хитростью, которая позволит решить задачу достаточно надежно и красиво. Этот способ применим практически везде, кроме сборки несущих конструкций. Им можно соединять трубы из любых металлов.
Материалы на одно соединение:
- трубы одинакового диаметра;
- толстая металлическая пластина;
- болт М6;
- гайка М6;
- шайбы М6 – 2 шт.
Процесс соединения труб без сварки
Торцы соединяемых труб обрезаются под нужным углом.
При стыковке вплотную, между ними не должно оставаться зазоров.
После этого из металлической пластины нужно вырезать 2 одинаковые заготовки в виде полос, ширина которых позволит войти им внутрь трубок. Чем длиннее будут полосы, тем надежней соединения. На наждачном станке необходимо сделать на половину длины каждой заготовки проточку, сняв металл до середины сечения.
 После этого у края сточенных сторон сверлятся сквозные отверстия сверлом 6 мм, а сами торцы обтачиваются под круг. На ребрах заготовок делаются отверстия тонким сверлом. Затем детали скручиваются между собой коротким болтиком. С обеих сторон под них подкладываются шайбы. В результате получается шарнир в виде угольника.
После этого у края сточенных сторон сверлятся сквозные отверстия сверлом 6 мм, а сами торцы обтачиваются под круг. На ребрах заготовок делаются отверстия тонким сверлом. Затем детали скручиваются между собой коротким болтиком. С обеих сторон под них подкладываются шайбы. В результате получается шарнир в виде угольника.Сделанный угольник вставляется в трубки, и они стыкуются. Следует выставить его угол, так, чтобы их торцы сошлись ровно. После этого нужно снять одну трубку, и штангенциркулем замерить расстояние от края оставшейся трубы до отверстия в ребре угольника.
На основании сделанных замеров ставятся метки на трубках, и они просверливаются. Используется такое же сверло, как и при сверлении ребер шарнирного механизма. Здесь важно семь раз отмерить, и один раз просверлить.
Засверленные трубки обратно устанавливаются на угольник. После этого через их отверстия в отверстия шарнира забиваются штифты. Заблокировав угольник, выступающую часть штифтов можно обломить или обрезать.
 В результате трубки получают неподвижное соединение.
В результате трубки получают неподвижное соединение.Данное соединение удерживает трубки достаточно жестко. Этот метод крепления просто находка при необходимости стыковать алюминиевые трубы. Место стыка при таком способе выглядит идеально, даже лучше заводской сварки. Единственный недостаток метода в его сложности в сравнении со сваркой или пайкой.
Смотрите видео
Все своими руками Как соединить трубки
Опубликовал admin | Дата 22 мая, 2013Способ соединения двух трубок
Здравствуйте уважаемые посетители. Давным-давно, в те еще времена, когда в России, только что было разрешено использование CВ диапазона радиосвязи, срочно потребовалась простенькая антенна. Естественно самая простая и не требующая СУ (согласующих устройств), это GP.
Нужно было соединить три трубки в единое целое, т.е. получить штырь длиной 2,7м. Внутренний диаметр трубок от раскладушки был на 2мм больше наружного диаметра трубок от старой антенны. Вот здесь и пришла идея использовать разрезной патрубок, который мог иметь внутренний диаметр, как больше наружного диаметра соединяемых трубок, так и меньше его. В первом случае в патрубке необходимо сделать пропил такой ширины, при которой бы при сжатии патрубка хомутами, он плотно обжимал соединяемую трубку.
Соединенные таки способом трубки имеют хороший электрический контакт. Соединение получается прочным. При необходимости вся система очень быстро разбирается. Надеюсь все понятно из фото 1 и 2. На фото 1 показан как раз один из патрубков антенны GP, видны следы от старых хомутов. Таким способом можно соединять и деревянные детали.
Используя такое соединение (смотрим фото 3), можно изготовить разборные, легкие подпорки под ветви плодовых деревьев.
Используя пару таких черенков, пару червячных хомутов и разрезной патрубок из алюминиевой трубки подходящего диаметра, можно сделать прекрасную подпорку. Еще одно преимущество такого соединения, это возможность подтянуть хомуты, когда, например, усыхает древесина черенка. Пару оборотов отвертки – и соединение опять становится жестким. Иногда ломаются черенки лопат, особенно, когда они сделаны из березы, а под рукой нового нет, в этом случае тоже можно применить такое соединение в месте излома. Получается своего рода бандаж.
Три года у меня сломалось косовище у косы в том месте, где была врезана рукоять. Пересаживать косу дело очень серьезное и кропотливое. Опять вспомнил про разрезной патрубок. Думал временно, а получилось как у русских. Косовище сломалось так, что пришлось его укоротить, поэтому вместо разрезного патрубка я использовал трубку с разрезанными концами.
Просмотров:9 006
Узнаем как запаять алюминиевую трубку своими руками?
Судя по отзывам, многие домашние мастера сталкиваются с необходимостью подключения алюминиевых трубок. В большинстве случаев эту задачу выполняет прокатка – несложный, доступный и безопасный метод для оборудования. Однако иногда приходится припаивать алюминиевые трубки. Если у вас есть базовые технические знания, то вы можете справиться с этой задачей самостоятельно. Как припаять алюминиевую трубку в домашних условиях, вы узнаете из этой статьи.
В чем особенность работы?
Как утверждают специалисты, кондиционеры не комплектуются запасными трубами. Поэтому вам придется отправиться за ними в строительный магазин.
Также можно получить медную трубку, в которой присутствуют примеси серебра. Главное, чтобы изделие не подвергалось коррозии, выдерживало значительные перепады давления и температуры без деформации. Как запаять алюминиевую трубку? Можно использовать два способа, а именно высокую и низкую температуру. В первом случае для расплавления припоя необходима температура не менее 600 градусов. Также эта цифра может достигать 900. Способ предназначен для работы с трубами, выдерживающими большие нагрузки. Низкая температура используется для труб с меньшей нагрузкой в холодильных установках. Если приходится работать с мягким припоем, то индикатор температуры достигает 450 градусов, а еще – с твердым припоем.
Как запаять алюминиевую трубку? Можно использовать два способа, а именно высокую и низкую температуру. В первом случае для расплавления припоя необходима температура не менее 600 градусов. Также эта цифра может достигать 900. Способ предназначен для работы с трубами, выдерживающими большие нагрузки. Низкая температура используется для труб с меньшей нагрузкой в холодильных установках. Если приходится работать с мягким припоем, то индикатор температуры достигает 450 градусов, а еще – с твердым припоем.
О материалах и оборудовании
Перед тем как запаять алюминиевую трубку, обзаведитесь следующими инструментами:
- Труборезом. Он необходим для подготовки торца трубки, который будет соединяться посредством припоя.
- Трубогибом. Если работать без данного инструмента, то, скорее всего, на трубке образуются заломы, что отрицательно скажется на проходимости. С помощью трубогиба, вы сможете сгибать трубы под нужным углом.
- Паяльником и газовой горелкой.
- Припоем.
 Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.
Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.
 Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.
Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.Конечно, придется приобрести непосредственно саму трубку. Ее диаметр зависит от мощности оборудования. Чем он мощнее, следовательно, больший будет диаметр. Цена изделия будет зависеть от ее технических характеристик, свойств металла и марки производителя. Как утверждают специалисты, на алюминиевых трубках экономить не стоит, поскольку это отразится на качестве работы устройства и его эксплуатационном ресурсе.
О припоях
Тем, кто не умеет паять алюминиевые трубки кондиционера, можно порекомендовать использовать медно-фосфорные и серебряные припои. Для медных изделий лучше заменить фосфорный припой, в котором есть ионы серебра. Дело в том, что фосфорное вещество достаточно хрупкое в сплавах, в которых количество никеля превышает 10%. Если твердый припой содержит кадмий, то вам придется беспокоиться о своем здоровье, потому что пары кадмия могут отравить ваше тело. Перед тем как припаять алюминиевую трубку в холодильнике, следует определиться с типом соединения. Например, медь с медью, сталью и с алюминием.
Перед тем как припаять алюминиевую трубку в холодильнике, следует определиться с типом соединения. Например, медь с медью, сталью и с алюминием.
В первом случае придется работать с медным припоем. Приклад с горелкой нагреть до 600 градусов (он станет темно-вишневого цвета). Далее припой следует окунуть во флюс. Чтобы расплавиться, нужно прижать стержень к нагретому стыку. Сталь-сталь и медь-сталь работают с серебросодержащим припоем, который еще называют серебром. Для расплавления припоя с высоким содержанием серебра требуется более низкая температура. Кроме того, он обладает лучшей смачиваемостью и обтекаемостью, в отличие от медно-фосфорных, для которых необходима температура плавления.
Флюс
Из-за специфической химической структуры алюминия могут возникнуть трудности при пайке. Причина в том, что алюминий является достаточно активным металлом.
Это означает, что реагентами могут быть различные химические вещества. При взаимодействии этого цветного металла с кислородом на поверхности изделия наблюдается образование очень тонкой и в то же время необычайно прочной оксидной пленки. В связи с тем, что свойства алюминия и его оксида совершенно противоположны, образование этой пленки должно быть полностью исключено. Для этого вам понадобится флюс.
В связи с тем, что свойства алюминия и его оксида совершенно противоположны, образование этой пленки должно быть полностью исключено. Для этого вам понадобится флюс.
С помощью этого вспомогательного материала из припоя и поверхности припаиваемого изделия удаляются оксиды. Кроме того, флюс препятствует их образованию. Судя по отзывам, лучшей маркой является F-64 с 40% содержанием активного фтора. После работы паяную поверхность необходимо промыть. Поток-214 является универсальной и не стирать агента с температурой плавления от 150 до 400 градусов. После работы его остатки легко удаляются стандартной салфеткой, которую предварительно смачивают спиртом.
В чем суть процедуры?
Прежде чем припаять алюминиевую трубку, следует понять, что такое процесс пайки. Образование соединений пайкой происходит в два этапа. Сначала создайте физический контакт между поверхностями. Далее физический контакт преобразуется в квантово-механическое взаимодействие между электронными оболочками атомов. Для того чтобы инициировать физический контакт и дальнейшее химическое соединение между поверхностями, паяемый металл смачивают жидким припоем. Целесообразность его применения зависит от такого показателя, как вид межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то смачивание жидким припоем приведет к образованию малопрочного соединения. Если жидкие и твердые металлы химически взаимодействуют, то при смачивании образуется прочная связь.
Для того чтобы инициировать физический контакт и дальнейшее химическое соединение между поверхностями, паяемый металл смачивают жидким припоем. Целесообразность его применения зависит от такого показателя, как вид межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то смачивание жидким припоем приведет к образованию малопрочного соединения. Если жидкие и твердые металлы химически взаимодействуют, то при смачивании образуется прочная связь.
Нагрев поверхностей
Тем, кто не знает, как паять алюминиевую трубку и с чего начать, специалисты рекомендуют подготовить поверхность соединяемых деталей. Они нагреваются пучком пламени. Желательно, чтобы он был на расстоянии 1 см от поверхности. Если вы хотите соединить массивные части, то лучше использовать мульти-горелки с мягким и равномерным нагревом. Медно-цинковые припои плавятся окислительным пламенем, в котором испарение цинка уменьшается. Нержавеющие стали нагреваются обычным пламенем.
Главное, что при этом не образуются карбиды хрома, способные инициировать межкристаллитную коррозию. Если необходимо припаять разнородные детали, имеющие разную толщину, то пламя должно быть направлено на поверхность с большей теплотой и массой.
Если необходимо припаять разнородные детали, имеющие разную толщину, то пламя должно быть направлено на поверхность с большей теплотой и массой.
О газопламенной пайке
В этом случае понадобится специальная горелка, работающая на бытовом газе, пропане или ацетилене. Применяется для нагрева деталей, толщина которых не превышает 1 см. Кроме алюминия, ацетиленовые горелки используются для нагрева и сварки углеродистых и низколегированных сталей, серого чугуна, меди, никеля, никель-медных сплавов, серебра и золота. Необходимо определить температуру, при которой будет осуществляться пайка. Важно, чтобы этот показатель был на 50 градусов выше температуры плавления используемого припоя. Для газопламенной пайки подходит оловянно-свинцовый, оловянно-цинковый, медный, серебряный, алюминиевый и золотой припой. Процедура длится три минуты. Пропан подается под давлением до 400 кПа (не менее 100), ацетилен от 60 до 80, бытовой газ – 30 кПа. При выборе флюса придется отталкиваться от температурных показателей и свойств припоя.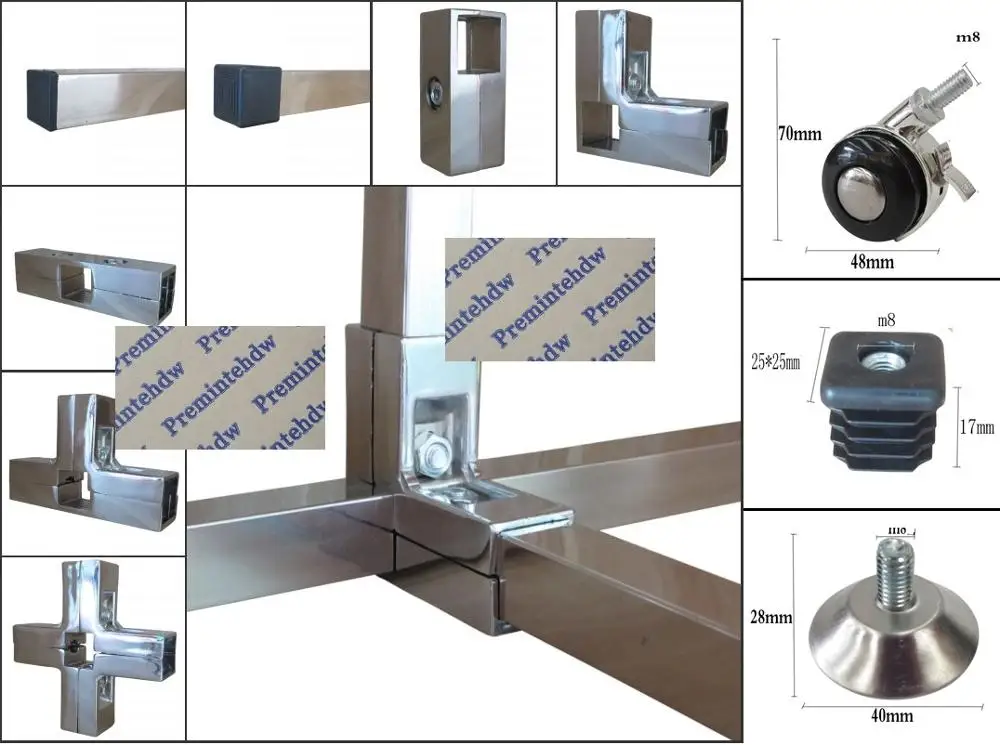 Также можно использовать газообразные потоки.
Также можно использовать газообразные потоки.
О ремонте авто кондиционеров
Часто автовладельцы задаются вопросом, как припаять алюминиевую трубку автомобильного кондиционера? Некоторые пытаются решить проблему самостоятельно. Если эта задача выполнена неправильно, то вам придется ехать на станцию техобслуживания, чтобы специалист переделал ее. Алюминиевые трубы могут быть восстановлены двумя способами, а именно завариванием трещин или распылением на них специального композиционного вещества.
Причины поломок
Может быть, алюминиевые трубки в кондиционере автомобиля просто засорились. Это происходит в основном зимой, когда кондиционер не работает. По мере накопления загрязняющих веществ между радиаторами кондиционера и двигателя-забиты все шоссе. В результате, хладагент не будет циркулировать и смешиваться с влагой в полном объеме. Из-за присутствия реагентов, нарушенного уровня влажности и перепадов температур алюминий, из которого изготовлены трубки, разрушается. Таким образом, их эксплуатационный ресурс зависит от климатических, температурных условий, особенностей дорожного покрытия, участия в дорожно-транспортных происшествиях и общих нагрузок на автомобиль. В совокупности эти факторы негативно скажутся на состоянии системы охлаждения.
Таким образом, их эксплуатационный ресурс зависит от климатических, температурных условий, особенностей дорожного покрытия, участия в дорожно-транспортных происшествиях и общих нагрузок на автомобиль. В совокупности эти факторы негативно скажутся на состоянии системы охлаждения.
С чего начать
Прежде всего, необходимо провести диагностику устройства. По мнению экспертов, сделать это на глаз будет сложно. Дело в том, что трубка может быть с микротрещинами, через которые протекает фреон. Поскольку хладагент бесцветен, его утечка обнаруживается с помощью специального оборудования. Начните с внешнего осмотра, затем измерьте давление хладагента, а затем с помощью ультрафиолетовой диагностики и течеискателя определите место утечки фреона. Если вы не хотите тратить свое время на устранение неполадок, немедленно воспользоваться услугами специалистов. Например, на юго-востоке Москвы можно припаять алюминиевую трубку в нескольких автосервисах. Например, в сервисе Red Hot вы, помимо пайки труб охлаждающего устройства, будете выполнять и другие работы, а именно замените масло, заправите кондиционер, отремонтируете электрооборудование.
Устранение маленьких трещин
Тем, кто не умеет паять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубы в вашем кондиционере с совершенно мелкими трещинами, едва заметными глазу, то можно обойтись и без аргонодуговой сварки. На отверстия в трубках ставят специальные заплаты. Важно, чтобы их толщина была не менее 3 мм. Для этого алюминиевые трубы со смесью должны быть покрыты в несколько слоев. Если трещины большие, то без аргонодуговой сварки не обойтись. Его преимущество в том, что он исключает контакт поверхности с кислородом, а, следовательно, и образование оксидов. Таким образом, работая аргонодуговой сваркой, можно обойтись без флюса.
Ход работ
Судя по многочисленным отзывам потребителей, каждый может справиться с этой работой, даже имея небольшой опыт пайки. Для начала приобретите труборез, специальную гибочную машину и сварочный аппарат. Некоторые домашние мастера используют ножовку вместо трубореза. По мнению экспертов, этого делать не стоит, поскольку качество работ будет не таким.
Трубогиб может быть универсальным (работает с разными диаметрами) и специфическим (предназначен для труб определенного диаметра). Затем вы должны купить алюминиевые трубы, обрезать и согнуть их на гибочный станок. После варить пробки, отрежьте штуцеры и положите все в одну систему. Перед подключением тщательно очистите трубки наждачной бумагой или металлической щеткой. Если на изделии остается жир, краска или земля, адгезия металла к припою будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга так, чтобы образовался небольшой зазор (0,2 см), который позже будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.
Холодная сварка для алюминия – применяем правильно
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.

Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.

Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.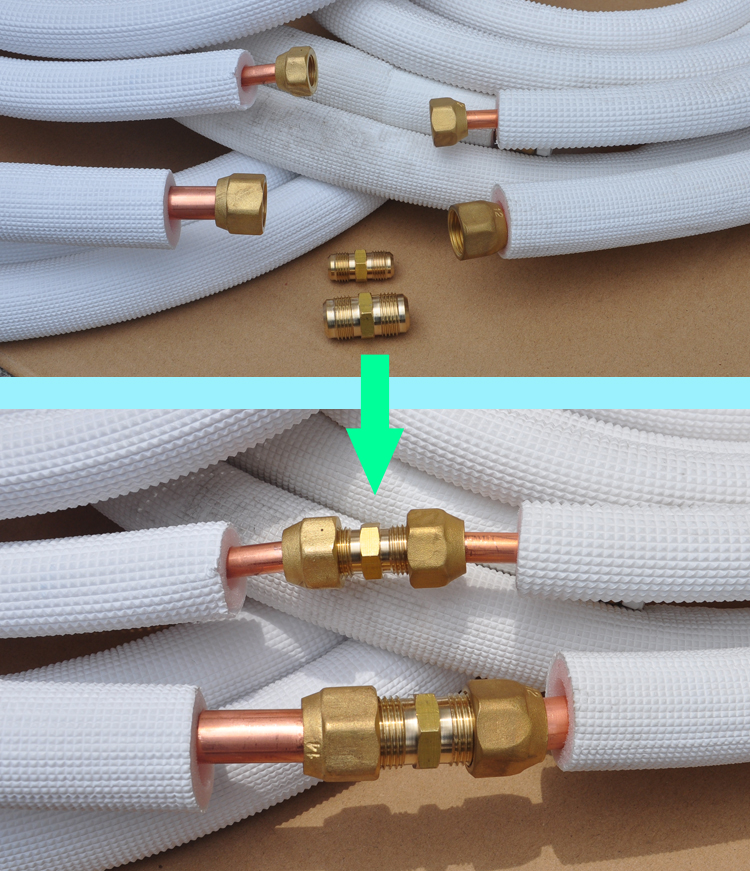
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.

Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Медно-аллюминиевая труба для монтажа кондиционеров.
Трубы Talos Dual состоят из двух бесшовных металлических слоев, внутренний слой изготовлен из меди, а наружный из алюминия.
Два слоя объединены сильными металлургическими связями.
Это фундаментальное объединение материалов позволяет трубам Talos Dual вести себя как бесшовные однородные трубки.
Преимущественные характеристики каждого из двух составляющих объединены в трубках Talos Dual. Внутренний слой Talos Dual изготовлен из меди, обеспечивая высокую прочность, долговечность и отличную коррозионную стойкость, а также совместимость с основными элементами, используемыми для систем отопления, вентиляции, кондиционирования и охлаждения, которые связанны с медными трубами или другими элементами, изготовленными из меди и медных сплавов (например, латунь).
Внутренний слой Talos Dual изготовлен из меди, обеспечивая высокую прочность, долговечность и отличную коррозионную стойкость, а также совместимость с основными элементами, используемыми для систем отопления, вентиляции, кондиционирования и охлаждения, которые связанны с медными трубами или другими элементами, изготовленными из меди и медных сплавов (например, латунь).
В то же время, алюминиевый внешний слой Talos Dual вносит свой вклад в силу сопротивления и снижение веса трубы. Когда труба Talos Dual соединяется внешне с другими элементами алюминия, как, например, с алюминиевыми заглушками катушки теплообменника или алюминиевым листом – поглотителем солнечного коллектора, внешний слой алюминия обеспечивает оптимальное комбинированное покрытие.
Применение
Трубы Talos Dual поставляются в стандартных размерах для систем отопления, вентиляции, кондиционирования и охлаждения, и в специальных размерах для промышленного использования. При работе с трубами Talos Dual используются те же методы и тот же набор инструментов, что и при работе с медью.
При работе с трубами Talos Dual используются те же методы и тот же набор инструментов, что и при работе с медью.
*Talos Dual отвечает требованиям, касающимся давления в системах отопления, вентиляции, кондиционирования и охлаждения, работающих с последним поколением HFC охладителей (на пример R410A), ее показатели прочности давления превышают предписанные промышленные стандарты (на пример EN-378).
|
Talos Dual используемые для монтажа |
Максимальное рабочее давление |
Предел прочности давления |
Расширение |
|
1/4″ х 0.80 mm |
55 Bar (800psi) |
> 3. |
> 40% |
|
3/8” x 0.80 mm |
55 Bar (800psi) |
> 3.5 x Max Working Pressure |
> 40% |
|
1/2” x 1.00 mm |
55 Bar (800psi) |
> 3.5 x Max Working Pressure |
> 40% |
|
5/8” x 1.20 mm |
55 Bar (800psi) |
> 3. |
> 40% |
 5 x Max Working Pressure
5 x Max Working Pressure 5 x Max Working Pressure
5 x Max Working PressureTalos Dual могут быть присоединены к медными трубами (и другими элементам) путем расширения трубы и ее внутреннего слоя для контакта меди с медью.
Доступные, с коммерческой точки зрения, припои с содержанием серебра для систем отопления, вентиляции, кондиционирования и охлаждения могут быть использованы с подходящим флюсом для соединения швов меди с медью и поддержания непрерывности медной поверхности и компонентов системы.
Припои с содержанием серебра имеют свою давнюю историю использования в системах отопления и вентиляции по всему миру, благодаря их универсальности, пластичности и прочности. Так как спаивание требует мало термической энергии, оно не влияет на части соединении и таким образом сохраняет уникальные характеристики Talos Dual. Альтернативно, пайка твердым припоем (из Цинка/Алюминия) может использоваться для того, чтобы присоединить Talos Dual к меди или же к алюминию. Сплавы цинка/алюминия были разработаны для использования в системах кондиционирования для того, чтобы соединить медь с алюминием. В зависимости от особенностей связи и основных эксплуатационных характеристик, рекомендуются различные сплавы:
Сплавы цинка/алюминия были разработаны для использования в системах кондиционирования для того, чтобы соединить медь с алюминием. В зависимости от особенностей связи и основных эксплуатационных характеристик, рекомендуются различные сплавы:
|
Alloy (сплав) |
Type (Тип) |
Composition (сплав)
|
Melting temperature range (диапазон температуры плавления)
|
Joint (соединение)
|
|
Sn96Ag4 |
solder |
96% Sn, 4%Ag |
221-225°C |
Cu-Cu |
|
Sn95Ag5 |
solder |
95% Sn, 5%Ag |
221-245°C |
Cu-Cu |
|
Sn94Ag6 |
solder |
94% Sn, 6%Ag |
221-260°C |
Cu-Cu |
|
Sn97Cu3 |
solder |
97% Sn, 3%Ag |
227-310°C |
Cu-Cu |
|
Zn98Al2 |
brazing |
98% Zn, 2%Al |
380-405°C |
Cu-Cu, Cu-Alu |
|
Zn85Al15 |
brazing |
85% Zn, 15%Al |
380-450°C |
Cu-Cu, Cu-Alu |
|
Zn78Al22 |
brazing |
78% Zn, 22%Al |
420-460°C |
Cu-Cu, Cu-Alu |
Alloy – сплав : Sn – олово, Ag – серебро, Сu – медь, Zn – цинк, Al – алюминий
Type – Тип : solder – пайка легкоплавким (мягким) припоем, brazing – пайка тугоплавким припоем (покрытие медью)
Composition – соединение (сплав)
Melting temperature range – диапазон температуры плавления
Joint – соединение
В зависимости от применения в плоских бухтах (PNC coils), либо же в бухтах для промышленного применения (LWC coils), трубы Talos Dual поставляются с гладкой или рефленой внутренней поверхностью. Внешняя поверхность трубы может быть нелегированной (не содержащей добавок) или же предварительно изолированной с помощью высокоэффективной тепловой изоляции изготовленной из «сшитого» полиэтилена (PEX).
Внешняя поверхность трубы может быть нелегированной (не содержащей добавок) или же предварительно изолированной с помощью высокоэффективной тепловой изоляции изготовленной из «сшитого» полиэтилена (PEX).
Преимущества
– Сохранения выигрышных свойств меди
– Более стабильная и низкая стоимость по сравнению с медью
– Снижение веса трубы
– Продукт может быть сделан под специальный заказ
– Сбалансированное сочетание материалов в пределах систем отопления, вентиляции, кондиционирования, охлаждения и ее компонентов
Сырье
– медь высокой чистоты ( с минимальным медным содержанием 99.9 %)
– алюминий или алюминиевый сплав ( с минимальным алюминиевым содержанием 99.7%)
Доступность
|
Плоские бухты (PNC coils) |
10-15 м |
|
Бухты для промышленного применения (LWC coils) |
50-300 кг |
|
Прямые отрезки |
0. |
 30-6.0 м
30-6.0 м
Размеры
|
|
Трубы для монтажа |
Трубы для промышленного применения |
|
Наружный диаметр |
1/4″, 3/8″, 1/2″ и 5/8″ |
От 6 до 20 мм |
|
Толщина стенки |
0.80-1.20 мм |
0.30-1.50 мм |
Упаковка
|
Плоские бухты (PNC coils) |
В картонных коробках на деревянных поддонах |
|
Бухты для промышленного применения (LWC coils) |
На деревянных поддонах с картонными вставками и защитной пленкой |
|
Прямые отрезки |
Вязанки, обернутые защитной пленкой в деревянных коробках |
Технические характеристики
– Стандарт компании TB 01
Трубы Talos Dual для систем кондиционирования и вентиляции в настоящее время одобрены Немецким органом сертификации ТÜV.
Товары, относящиеся к данной статье
Применение алюминиевых труб, их свойства и преимущества
Применение алюминиевых труб
Содержание статьи:
Алюминиевые трубы получили широкое распространение, хоть в быту они используются достаточно редко. Если сравнивать металлические и алюминиевые изделия, то последние обладают целым рядом достоинств, среди которых в особенности следует отметить лёгкий вес и высокую устойчивость к коррозии.Наибольшее применение, этот металлопрокат, нашёл в промышленности. Тем не менее, алюминиевая труба используется практически повсеместно там, где главную роль играет небольшой вес конструкции.
Тем не менее, алюминиевая труба используется практически повсеместно там, где главную роль играет небольшой вес конструкции.
Преимущества алюминиевых труб
Трубы из алюминия наделены отменными характеристиками. В первую очередь, следует отметить их главное достоинство — малый вес. Поэтому и неудивительно, что они используются как в автомобилестроении, так и в авиастроении, а также при изготовлении велосипедов и многого другого.
Помимо лёгкого веса, стоит также выделить и хорошую механическую обрабатываемость алюминиевых труб, а также их высокую стойкость к коррозии. В отличие от металлической трубы, которая подвержена ржавлению, алюминиевые трубы не нуждаются в какой-либо дополнительной антикоррозийной защите.
Кроме того, все алюминиевые изделия, демонстрируют превосходную устойчивость к различным агрессивным средам. Это преимущество делает их просто незаменимыми в ряде определённых случаев (речь идёт о нефтяной и химической промышленности).
Стоит отметить и то, что наравне с достаточной прочностью, алюминиевые трубы обладают весьма хорошей пластичностью, они легко гнуться, при этом полностью сохраняя свою целостность. А благодаря уникальнейшим свойствам алюминия, соединение этих труб может быть произведено как сварным способом, так и посредством фитингов.
А благодаря уникальнейшим свойствам алюминия, соединение этих труб может быть произведено как сварным способом, так и посредством фитингов.
Применение алюминиевых труб
Как видно, алюминиевые трубы имеют большое количество плюсов. Что же касается сферы их применения, то можно выделить следующие направления, где трубы из алюминия являются просто незаменимыми:
- Вентиляция хозяйственных и жилых помещений;
- Строительство;
- Машиностроение и авиастроение;
- Судостроение;
- Трубопроводы;
- Нефтедобывающая промышленность;
- Сельское хозяйство;
- Изготовление различных металлоконструкций.
Так, например, алюминиевые трубы круглого сечения применяются в судостроении и автомобилестроении, а профильная труба нередко используется в ландшафтном дизайне.
Кроме того, этот вид металлопроката просто незаменим в вентиляционных системах и системах кондиционирования воздуха. Широко используются алюминиевые трубы и при изготовлении различных металлоконструкции, перил например, а также многого другого.
Как соединить металлические трубы без сварки?
- Просмотров: 10322
В сети можно найти множество способов соединения труб без сварки и резьбы с помощью таких устройств, например, как муфта Гебо, специальных фланцев и ремонтно-монтажных обойм. Способы достаточно бюджетные и позволяют без особых проблем сделать, например, несколько срочных соединений стальных труб без использования сварки и нарезания резьбы.
А что делать, если вам нужно быстро смонтировать целую систему отопления или водоснабжения в загородном доме, а использование сварки крайне нежелательно, например, из-за повышенной пожароопасности помещения или в нем уже сделан ремонт.
А если система отопления будет смонтирована из медных труб и должна не просто прослужить много лет, но и радовать глаз владельца все это время? Представьте эту систему, обвешанную муфтами Гебо… Мало того, что это будет дорого, так и выглядеть будет далеко не лучшим образом. А ведь потребуются не только прямые соединения труб без сварки и резьбы, а и масса других соединений: тройников, угольников, переходников и так далее. Да и занятие это хлопотное: нужно зачистить трубы от старой краски, ржавчины и других различных отложений до металла, снять заусенцы, проверить качество соединения и … прослужит все это в итоге достаточно короткое время.
Так что же делать, как быстро и надежно соединить трубы без сварки и резьбы? Есть современные решения, причем для соединения труб из стали, нержавейки, меди или пластика или их комбинациях. Расскажем Вам на примере продукции немецкой компании Viega. Почему продукция именно этой компании? Потому что это как-бы эталон, ориентир для других производителей.
Безупречное качество трубопроводных пресс-систем Viega сделало их крайне популярными в Западной Европе и обеспечивает быстрый рост их популярности в России. Компания по праву считается лидером в области создания надежных систем холодной опрессовки, значительно ускоряющих и упрощающих монтаж труб из стали, меди и нержавеющей стали. Запатентованные технологии уже много лет успешно применяются при монтаже трубопроводов хозяйственно-питьевого водоснабжения, газопроводах, системах отопления или в специальных отраслях.
Принцип соединения заключается в обжатии трубы с надетым на нее фитингом с помощью ручного или электрогидравлического пресс-инструмента. Опрессовка выполняется в течение нескольких секунд без опасности пожара и трудоемких мер противопожарной защиты, после чего соединение надежно служит на протяжении 50 лет. В процессе опрессовки применяется двустороннее обжатие – до уплотнительного кольца и после него. Никаких подготовительных работ не требуется, соответственно, обеспечивается экономия времени и материала, не остается следов нагрева и пайки. Вы можете возразить, что пресс-инструмент для соединения труб без сварки и резьбы стоит дорого, но ведь его можно взять в аренду, или он уже приобретен монтажником, выполняющего работы в Вашем доме.
Вы можете возразить, что пресс-инструмент для соединения труб без сварки и резьбы стоит дорого, но ведь его можно взять в аренду, или он уже приобретен монтажником, выполняющего работы в Вашем доме.
В настоящее время в зависимости от сферы применения компания Viega предлагает несколько вариантов пресс-фитингов, позволяющие соединять трубы без сварки, резьбы или пайки.
Область применения и особенности пресс-фитингов Viega
PROFIPRESS – для систем отопления, водоснабжения и специальных применений. Для медных труб. Фитинги из меди и бронзы. Уплотнительные кольца из EPDM. Обозначение – зеленая точка на корпусе. Поставляются диаметрами от 12 до 108 мм, включая промежуточный диаметр 64 мм.
Это система пресс-соединений для медных труб, пригодная практически для любых областей применения. В ассортимент входят несколько сотен видов фитингов, что позволяет использовать их практически в любых монтажных ситуациях. Все детали, от цилиндрических муфт до высококачественных уплотнительных колец, изготовлены с настоящим немецким качеством. В системе Profipress Viega использует медь и бронзу. Оба материала обеспечивают гигиеничный монтаж и, кроме того, максимальную надежность, абсолютную стабильность формы и длительный срок службы.
Все детали, от цилиндрических муфт до высококачественных уплотнительных колец, изготовлены с настоящим немецким качеством. В системе Profipress Viega использует медь и бронзу. Оба материала обеспечивают гигиеничный монтаж и, кроме того, максимальную надежность, абсолютную стабильность формы и длительный срок службы.
Для визуального различия назначения фитингов для гидравлических или газовых систем они, соответственно, маркируются зелёной или жёлтой точкой на корпусе фитинга.
Также различаются уплотнительные прокладки фитингов:
для гидравлических систем – черного цвета из EPDM (этиленовый, пропилендиеновый каучук),
для газовых систем – жёлтого цвета из HNBR (гидрированный акрилнитрилбутадиен каучук).
Преимущества пресс фитингов Viega Profipress для медных труб:
- Широкий ассортимент изделий. Предусмотрены специальные компоненты для любых трубопроводных систем. Поставляются диаметрами от 12 до 108 мм, включая промежуточный диаметр 64 мм.
- Широкая область применения. Применяются для медных трубопроводов хозяйственно-питьевого водоснабжения, систем отопления, а также для прочего применения.
- Безупречное качество. Пресс фитинги Viega выпонены из бронзы СС 499К или из кремниевой бронзы СС246Е/CuSi4Zn9MnP. Замена сырья на кремниевую бронзу произошло вследствие перехода Viega на производство новых видов продукции с использованием единого сплава.
- Высокая стабильность формы и длительный срок службы.
- Все фитинги оснащены высококачественными уплотнительными кольцами из EPDM черного цвета (этилен-пропилендиеновый каучук), с рабочей температурой до 110°C, не обладают стойкостью против углеводородных растворителей, хлорированных углеводородов, скипидара и бензина.
- Скорость монтажа. Пресс-соединения выполняются на порядок быстрее, чем при соединении медных труб методом пайки.
Требуется выполнить всего три операции:
– отрезать трубу,
– установить фитинг и проверить глубину вставки
– опрессовывать соединение с помощью специального инструмента - Отпадает необходимость в калибровке, что позволяет сэкономить от 30 до 50% времени (в зависимости от диаметра трубы) по сравнению с пайкой.
- Надежность. Viega разработала уникальный контур безопасности SC-Contur, благодаря которому неопрессованные (например, по недосмотру) соединения можно выявить визуально при испытании водой под давлением от от 0,1 до 0,65 МПа или по падению давления на контрольном манометрепри при проверке системы сжатым воздухом с давлением от 22,0 мбар до 3,0 бар. Гарантированная утечка создается за счет небольшого канала на уплотнительном кольце пресс-фитинга.
- Компактный и удобный пресс-инструмент.
PROFIPRESS G – для систем газопроводов и трубопроводов жидкого и дизельного топлива. Для медных труб. Фитинги из меди и бронзы. Уплотнительные кольца желтого цвета из HNBR. Обозначение – желтый прямоугольник на корпусе. Поставляются диаметрами от 12 до 64 мм.
PROFIPRESS S – для соединений, работающих при повышенных температурах, например: в гелиоустановках или в паровых системах низкого давления до температуры 120°C и давления 1 бар, в системах централизованного теплоснабжения до температуры 140°C и давления до 16 бар. Для медных труб. Фитинги из меди и бронзы. Уплотнительные кольца из FKM. Обозначение – белый прямоугольник на корпусе, обозначающим уплотнительное кольцо из FKM. Поставляются диаметрами от 12 до 108 мм.
Для медных труб. Фитинги из меди и бронзы. Уплотнительные кольца из FKM. Обозначение – белый прямоугольник на корпусе, обозначающим уплотнительное кольцо из FKM. Поставляются диаметрами от 12 до 108 мм.
SANPRESS INOX – для высококачественных систем водоснабжения. Для труб из нержавейки. Фитинги из нержавейки. Уплотнительные кольца из EPDM. Поставляются диаметрами от 15 до 108 мм
SANPRESS – для систем водоснабжения. Экономичная альтернатива Sanpress Inox. Для труб из нержавейки. Фитинги из бронзы. Уплотнительные кольца из EPDM. Обозначение – зеленая точка на корпусе. Поставляются диаметром от 12 до 108 мм.
MEGAPRESS – для систем отопления и специальных применений. Для черных стальных труб (в том числе и с цинковым или эпоксидным покрытием, бесшовных или сварных). Фитинги из стали с высококачественным цинк-никелевым покрытием. Уплотнительные кольца из EPDM (типоразмер XL – уплотнительные кольца круглого сечения из FKM). Обозначение – черный прямоугольник с символом «Кроме питьевой воды». Поставляются диаметрами от 3/8 до 4 дюймов.
Уплотнительные кольца из EPDM (типоразмер XL – уплотнительные кольца круглого сечения из FKM). Обозначение – черный прямоугольник с символом «Кроме питьевой воды». Поставляются диаметрами от 3/8 до 4 дюймов.
PRESTABO – для систем отопления и специальных применений. Для стальных оцинкованных труб. Фитинги стальные в трех вариантах: с наружным цинковым покрытием, с наружным цинковым покрытием и полипропиленовой оболочкой, с наружным и внутренним цинковым покрытием. Уплотнительные кольца из EPDM. Обозначение – красный прямоугольник с символом «Кроме питьевой воды». Поставляются диаметрами от 12 до 108 мм.
SMARTPRESS – для систем отопления и водоснабжения. Для пластиковых труб, совместимость с трубами систем Viega Pexfit Pro и Pexfit Fosta. Фитинги: oтводы, муфты и тройники из нержавеющей стали, резьбовые фитинги из бронзы. Поставляются диаметрами от 16 до 63 мм.
Основные преимущества использования пресс-фитингов Viega
- максимальная надежность благодаря двойной опрессовке и контуру безопасности SC-Contur
- высокая скорость монтажа
- простота выполнения соединений – справится любой монтажник
- благодаря четкой маркировке изделий их невозможно перепутать
- три типа высококачественных уплотнительных колец для всех областей применения
- широкий ассортимент изделий
- широкая область применения
- безупречное немецкое качество
- высокая стабильность формы и длительный срок службы
- компактный и удобный пресс-инструмент для выполнения пресс-соединений
- пожаробезопасность
Каждый пресс-фитинг Viega имеет индивидуальную маркировку – их не спутаешь с фитингами, предназначенными для других задач.
Цвет маркировки означает при этом различные области применения:
зеленым цветом обозначены изделия для трубопроводов хозяйственно-питьевого водоснабжения
желтым – для газопроводов,
белым – для отопительных гелиосистем, систем центрального отопления и пара низкого давления
красным и черным – серия «кроме питьевой воды».
Фитинги диаметром от 64 мм снабжены оранжевой наклейкой, которая снимается после их опрессовки для контроля
Универсальные и специальные уплотнительные элементы.
Каждый эластомерный материал обладает свойствами, требуемыми для соответствующей области применения, в том числе необходимой химической стойкостью и характерным диапазоном рабочих температур. При этом важным условием является срок эксплуатации минимум 50 лет.
Используются уплотнительные кольца Viega всего трех типов:
из EPDM – преимущественно для систем хозяйственно-питьевого водоснабжения и отопления,
из HNBR – для газопроводов и трубопроводов жидкого и дизельного топлива,
из FKM – для специальных высокотемпературных применений.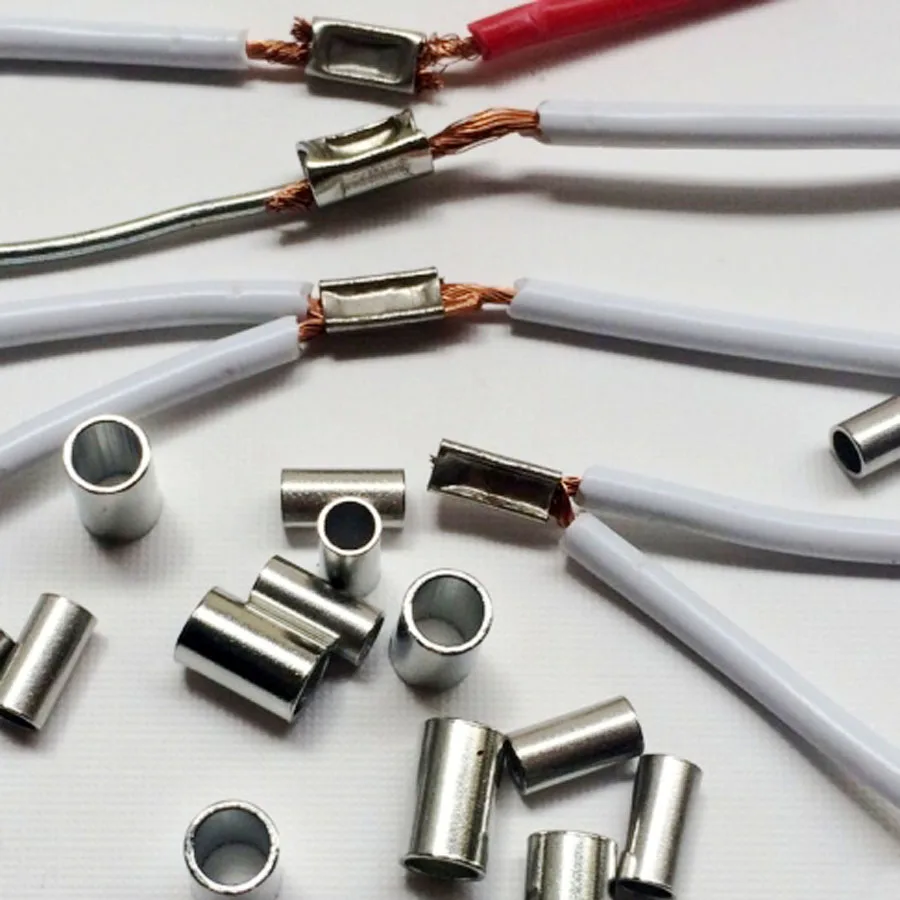
Универсальный пресс-инструмент Viega
Сочетает в себе удобство использования и надежность даже в труднодоступных местах. Универсальные и компактные пресс-кольца с шарнирными затяжными губками позволяют удобно и быстро работать даже в ограниченном пространстве сантехнических шахт.
Пресс-инструмент Viega Pressgun 5 и Viega Pressgun Picco убеждают своим высочайшим качеством и обеспечивают удобный и надежный монтаж даже в самых неблагоприятных условиях. Относятся к самым надежным, экономичным наиболее широко используемым в Европе.
Основные преимущества пресс-инструмента Viega
- один инструмент для любых пресс-систем
- простой и удобный монтаж одним человеком без дополнительной квалификации
- быстрая опрессовка труб диаметром от 12 до 108 мм
- экономия времени до 80%
- пожаробезопасность, нет необходимости в дополнительных противопожарных мерах
- чрезвычайно удобное управление одной рукой благодаря эргономичной форме инструмента
- на выбор питание от сети или от литий-ионной аккумуляторной батареи на 18 В/2,0 Ач с защитой от глубокой разрядки
- вращающаяся на 180° пресс-головка и шарнирные затяжные губки с пресс-кольцами в сочетании с шарнирной функцией обеспечивают удобный доступ даже в самые труднодоступные места
- пресс-клещи с фиксацией в открытом положении для надежного и простого монтажа одной рукой
- светодиодная лампа для простоты опрессовки при плохом освещении
- проверенные немецкой службой технадзора предохранительные устройства: задержка срабатывания, стопоры, индикатор необходимости техобслуживания и автоматическая защитная блокировка после достижения максимального количества опрессовок.

Особенности Viega Pressgun 5
– для всех металлических пресс-фитингов диаметром от 12 до 108 мм
– для всех пластиковых пресс-фитингов диаметром от 12 до 63 мм
– вес не превышает 3,2 кг (без пресс-клещей)
– длительные интервалы техобслуживания: после 40000 опрессовок или раз в 4 года
– автоматическая защитная блокировка после 42000 опрессовок
Особенности Viega Press Booster для Pressgun
– инновационный усилитель мощности для Megapress XL с встроенной шарнирной затяжной губкой для диаметров 2½, 3 и 4 дюйма
– оптимальное усилие опрессовки для максимальной надежности
– вес 9 кг – и практичный наплечный ремень обеспечивают высокую эргономику и простоту обращения
– может использоваться для всех пресс-машин Viega от типа Typ 2 до Pressgun 5 (не совместим с Pressgun Picco)
– шаровые головки шарнирной затяжной губки исключают ошибочное применение других пресс-колец Viega
– длительные межсервисные интервалы благодаря надежности продукции Viega
– Pressgun Press Booster для пресс-колец
Особенности Viega Pressgun Picco
– чрезвычайно компактные размеры для монтажа в узких сантехнических шахтах и пристенных конструкциях
– для металлических пресс-фитингов диаметром от 12 до 35 мм
– для пластиковых пресс-фитингов диаметром от 12 до 40 мм
– вес не превышает 2,5 кг (без пресс-клещей)
Пресс-пистолет Picco фирмы Viega для диаметров до 35 мм отличается особо малыми конструктивными размерами и небольшим весом. Благодаря вращающейся на 180° головке возможно его универсальное использование. В комплекте с пресс-инструментом поставляется практичный чемодан Picco и трое пресс-клещей. В чемодан могут быть помещены дополнительные пресс-клещи.
Благодаря вращающейся на 180° головке возможно его универсальное использование. В комплекте с пресс-инструментом поставляется практичный чемодан Picco и трое пресс-клещей. В чемодан могут быть помещены дополнительные пресс-клещи.
Если у Вас осталисьв вопросы как соединить трубы без сварки – звоните, наши специалисты проконсультируют Вас совершенно бесплатно!
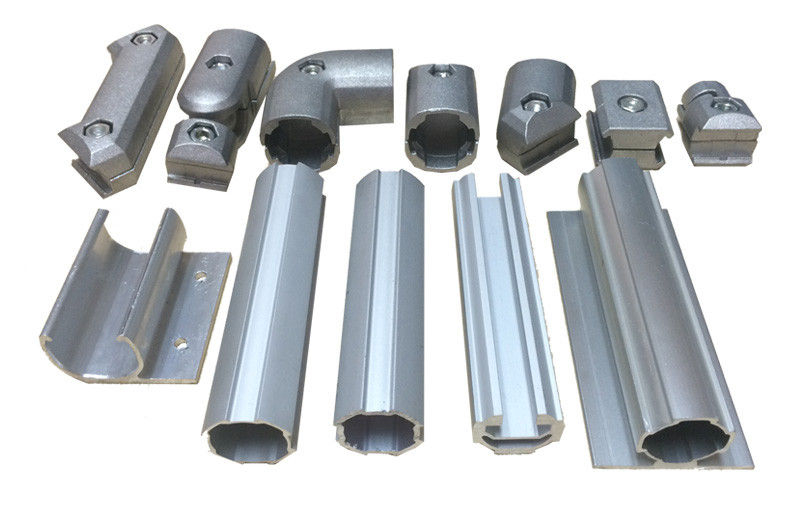
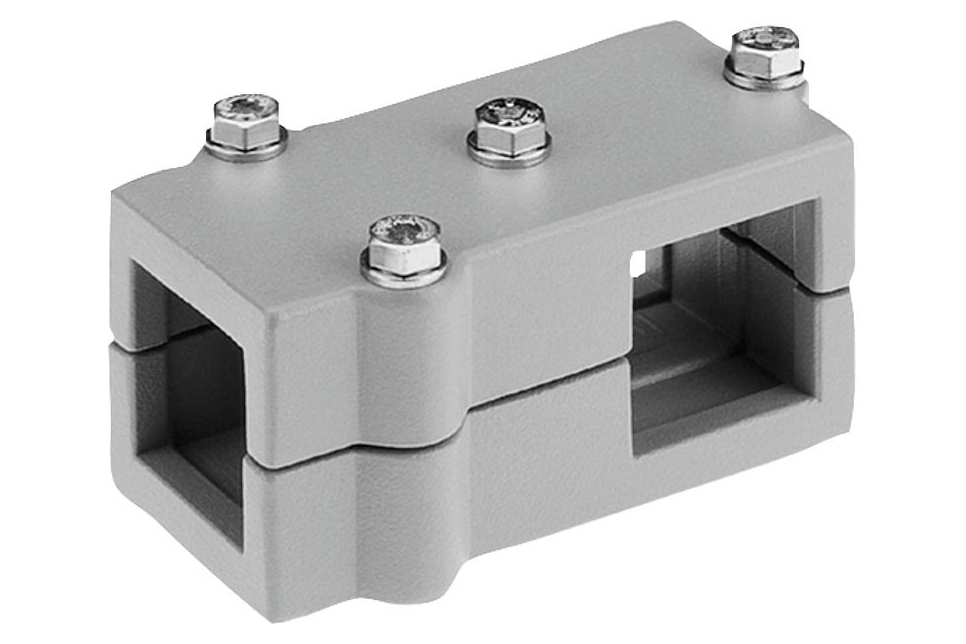
| Трубный соединитель для легких конструкций с низкими механическими нагрузками. Концепция изменяемой переходной втулки позволяет зажимать круглые и квадратные трубы с различными диаметрами труб с помощью базового трубного соединителя. | Ассортимент алюминиевых трубных соединителей отличается широким спектром вариантов, который по существу покрывает любые потребности в трубной конструкции.Стабильные соединители можно снова отсоединить в любое время и изменить положение трубок. | Трубные соединители из нержавеющей стали устойчивы к высоким температурам и коррозии и специально разработаны для динамических нагрузок. Они обладают высокой прочностью на изгиб и сохраняют превосходную устойчивость даже при воздействии динамических нагрузок. | Материал: армированный полиамид
| Материал: Литой алюминий или экструдированный алюминий
| Материал: Точное литье из нержавеющей стали
| Трубный соединитель для диаметров:
| Трубный соединитель для диаметров:
| Трубный соединитель для диаметров:
|
4 наконечника для сборки алюминиевых труб
4 совета по сборке алюминиевых труб
20 октября 16
При сборке любых секций алюминиевых труб необходимо выполнить следующие действия:
1. Убедитесь, что края гладкие и не острые. Удаление заусенцев может быть необходимо, так как заусенцы и стружка могут появиться как на швах, так и на краях. Все поверхности должны быть абсолютно гладкими, чтобы облегчить сборку трубных секций. Алюминиевые трубы DX Engineering полностью соответствуют заявленным характеристикам, поэтому даже теоретический зазор между секциями очень мал. При общем зазоре порядка 4 тысячных дюйма (2 тысячных на радиусе) не потребуется много грязи, чтобы вызвать заклинивание при вставке трубки следующего размера.
Убедитесь, что края гладкие и не острые. Удаление заусенцев может быть необходимо, так как заусенцы и стружка могут появиться как на швах, так и на краях. Все поверхности должны быть абсолютно гладкими, чтобы облегчить сборку трубных секций. Алюминиевые трубы DX Engineering полностью соответствуют заявленным характеристикам, поэтому даже теоретический зазор между секциями очень мал. При общем зазоре порядка 4 тысячных дюйма (2 тысячных на радиусе) не потребуется много грязи, чтобы вызвать заклинивание при вставке трубки следующего размера.
Вздутые частицы и стружка, которые появляются при механической обработке алюминиевых труб, называются заусенцами, а процесс их удаления известен как удаление заусенцев.
Удаление заусенцев — это метод отделки, используемый в производстве. Наши алюминиевые трубки обрезаны на обоих концах. Разрезанная трубка также имеет машинный разрез на одном конце. Вы также должны убедиться, что нет никаких рваных краев, заусенцев или выступов.
DX Engineering рекомендует для этой операции инструмент для снятия заусенцев с труб DXE-UT-KIT-DBR или инструмент для снятия заусенцев DXE-22600 с выдвижной рукояткой и дополнительными лезвиями.
2. Очистите алюминиевую трубку снаружи от грязи или инородных материалов, которые могут привести к неисправности зажимов во время сборки.
3. Очистите внутреннюю часть алюминиевых трубок, чтобы удалить грязь или посторонние материалы, которые могут привести к заеданию секций алюминиевых трубок во время сборки. Не используйте масло или смазку общего назначения между секциями алюминиевых трубок. Масла или общие смазочные материалы могут вызвать плохое электрическое соединение для радиочастот. Настоятельно рекомендуется использовать JTL-12555 Jet-Lube™ SS-30.SS-30 представляет собой герметик для электрических швов, который воздействует на существенное электрическое соединение между металлическими частями, такими как алюминиевые трубки или другие части антенны. Использование SS-30 обеспечивает высокую проводимость при всех уровнях напряжения, вытесняя влагу и предотвращая коррозию или окисление.
4. При сборке алюминиевых трубных секций убедитесь, что на участке нет травы, грязи или других посторонних материалов, которые могут вызвать проблемы при сборке плотно прилегающих алюминиевых секций.
Зажимы для элементов из нержавеющей стали(серия DXE-ECL) можно приобрести в компании DX Engineering.Наденьте все зажимы элемента DXE-ECL на каждую секцию алюминиевой трубки по мере необходимости, прежде чем соединять секции трубок вместе. Вы можете слегка затянуть зажимы элементов чуть ниже прорезей на каждой из секций алюминиевых трубок, чтобы удерживать их до тех пор, пока они не потребуются.
Совместите винты зажима элемента на каждой секции алюминиевой трубы в одном направлении. При окончательной сборке корпус зажима элемента должен располагаться между прорезями в алюминиевой трубке и приблизительно на расстоянии 1/8″ от края алюминиевой трубки, как показано на рисунке.
Нравится:
Нравится Загрузка…
РодственныеРубрики: Технические советы |
Теги: Алюминиевые трубы, Технический совет, Технический совет Четверг
Алюминиевая квадратная трубка 2 x 2 x 1/8 дюйма (марка 6063) 11/16” (0,687”)3/4” (0,75”)13/16” (0,812”)7/8” (0,875”)15/16” (0,937”) 1 дюйм (1,00 дюйма) 1–1/16 дюйма (1,062 дюйма) 1–1/8 дюйма (1,125 дюйма) 1–3/16 дюйма (1.
 187 дюймов)1–1/4 дюйма (1,25 дюйма)1–5/16 дюйма (1,312 дюйма)1–3/8 дюйма (1,375 дюйма)1–7/16 дюйма (1,437 дюйма) ‘)1-1/2” (1,5”)1-9/16” (1,562”)1-5/8” (1,625”)1-11/16” (1,687”) 1–3/4 дюйма (1,75 дюйма)1–13/16 дюйма (1,812 дюйма)1–7/8 дюйма (1,875 дюйма)1–15/16 дюйма (1,937 дюйма)2 дюйма ‘ (2.00”)2-1/16” (2.062”)2-1/8” (2.125”)2-3/16” (2.187”)2-1/4” ( 2,25 дюйма)2–5/16 дюйма (2,312 дюйма)2–3/8 дюйма (2,375 дюйма)2–7/16 дюйма (2,437 дюйма)2–1/2 дюйма (2,5 дюйма) ‘)2-9/16” (2,562”)2-5/8” (2,625”)2-11/16” (2,687”)2-3/4” (2,75”) 2-13/16” (2,812”)2-7/8” (2,875”)2-15/16” (2,937”)3” (3,00”)3-1/16’ ‘ (3.062”)3-1/8” (3,125”)3-3/16” (3,187”)3-1/4” (3,25”)3-5/16” (3,312” ‘)3-3/8” (3,375”)3-7/16” (3,437”)3-1/2” (3,5”)3-9/16” (3,562”) 3-5/8” (3,625”)3-11/16” (3,687”)3-3/4” (3,75”)3-13/16” (3,812”)3- 7/8” (3,875”)3-15/16” (3,937”)4” (4,00”)4-1/16” (4,062”)4-1/8” ( 4,125 дюйма)4–3/16 дюйма (4,187 дюйма)4–1/4 дюйма (4,25 дюйма)4–5/16 дюйма (4,312 дюйма)4–3/8 дюйма (4,375 дюйма) ‘)4-7/16” (4,437”)4-1/2” (4,5”)4-9/16” (4,562”)4-5/8” (4,625”) 4-11/16″ (4,687″)4-3/4″ (4,75″)4-13/16″ (4,812″)4-7/8″ (4,875″)4- 15/16 дюймов (4.
187 дюймов)1–1/4 дюйма (1,25 дюйма)1–5/16 дюйма (1,312 дюйма)1–3/8 дюйма (1,375 дюйма)1–7/16 дюйма (1,437 дюйма) ‘)1-1/2” (1,5”)1-9/16” (1,562”)1-5/8” (1,625”)1-11/16” (1,687”) 1–3/4 дюйма (1,75 дюйма)1–13/16 дюйма (1,812 дюйма)1–7/8 дюйма (1,875 дюйма)1–15/16 дюйма (1,937 дюйма)2 дюйма ‘ (2.00”)2-1/16” (2.062”)2-1/8” (2.125”)2-3/16” (2.187”)2-1/4” ( 2,25 дюйма)2–5/16 дюйма (2,312 дюйма)2–3/8 дюйма (2,375 дюйма)2–7/16 дюйма (2,437 дюйма)2–1/2 дюйма (2,5 дюйма) ‘)2-9/16” (2,562”)2-5/8” (2,625”)2-11/16” (2,687”)2-3/4” (2,75”) 2-13/16” (2,812”)2-7/8” (2,875”)2-15/16” (2,937”)3” (3,00”)3-1/16’ ‘ (3.062”)3-1/8” (3,125”)3-3/16” (3,187”)3-1/4” (3,25”)3-5/16” (3,312” ‘)3-3/8” (3,375”)3-7/16” (3,437”)3-1/2” (3,5”)3-9/16” (3,562”) 3-5/8” (3,625”)3-11/16” (3,687”)3-3/4” (3,75”)3-13/16” (3,812”)3- 7/8” (3,875”)3-15/16” (3,937”)4” (4,00”)4-1/16” (4,062”)4-1/8” ( 4,125 дюйма)4–3/16 дюйма (4,187 дюйма)4–1/4 дюйма (4,25 дюйма)4–5/16 дюйма (4,312 дюйма)4–3/8 дюйма (4,375 дюйма) ‘)4-7/16” (4,437”)4-1/2” (4,5”)4-9/16” (4,562”)4-5/8” (4,625”) 4-11/16″ (4,687″)4-3/4″ (4,75″)4-13/16″ (4,812″)4-7/8″ (4,875″)4- 15/16 дюймов (4. 937 дюймов)5 дюймов (5,00 дюймов)5-1/16 дюймов (5,062 дюймов)5-1/8 дюймов (5,125 дюймов)5-3/16 дюймов (5,187 дюймов)5- 1/4” (5,25”)5-5/16” (5,312”)5-3/8” (5,375”)5-7/16” (5,437”)5-1/ 2” (5,5”)5-9/16” (5,562”)5-5/8” (5,625”)5-11/16” (5,687”)5-3/4′ ‘ (5,75 дюйма)5-13/16 дюйма (5,812 дюйма)5-7/8 дюйма (5,875 дюйма)5-15/16 дюйма (5,937 дюйма)6 дюймов (6,00 дюйма) 6-1/16″ (6,062″)6-1/8″ (6,125″)6-3/16″ (6,187″)6-1/4″ (6,25″)6- 5/16” (6,312”)6-3/8” (6,375”)6-7/16” (6,437”)6-1/2” (6,5”)6-9/ 16 дюймов (6,562 дюйма) 6–5/8 дюйма (6,625 дюйма) 6–11/16 дюймов (6,687 дюйма) 6–3/4 дюйма (6,75 дюйма) 6–13/16 футов ‘ (6.812 дюймов)6-7/8 дюймов (6,875 дюймов)6-15/16 дюймов (6,937 дюймов)7 дюймов (7,00 дюймов)7-1/16 дюймов (7,062 дюймов)7- 1/8” (7,125”)7-3/16” (7,187”)7-1/4” (7,25”)7-5/16” (7,312”)7-3/ 8 дюймов (7,375 дюйма) 7–7/16 дюймов (7,437 дюйма) 7–1/2 дюйма (7,5 дюйма) 7–9/16 дюйма (7,562 дюйма) 7–5/8 футов ‘ (7,625”)7-11/16” (7,687”)7-3/4” (7,75”)7-13/16” (7,812”)7-7/8” ( 7,875 дюймов)7-15/16 дюймов (7,937 дюймов)8 дюймов (8,00 дюймов)8-1/16 дюймов (8,062 дюймов)8-1/8 дюймов (8,125 дюймов)8- 3/16” (8,187”)8-1/4” (8,25”)8-5/16” (8,312”)8-3/8” (8,375”)8-7/ 16 дюймов (8,437 дюйма)8-1/2 дюйма (8,5 дюйма)8–9/16 дюйма (8,562 дюйма)8–5/8 дюйма (8,625 дюйма)8–11/16 футов ‘ (8.
937 дюймов)5 дюймов (5,00 дюймов)5-1/16 дюймов (5,062 дюймов)5-1/8 дюймов (5,125 дюймов)5-3/16 дюймов (5,187 дюймов)5- 1/4” (5,25”)5-5/16” (5,312”)5-3/8” (5,375”)5-7/16” (5,437”)5-1/ 2” (5,5”)5-9/16” (5,562”)5-5/8” (5,625”)5-11/16” (5,687”)5-3/4′ ‘ (5,75 дюйма)5-13/16 дюйма (5,812 дюйма)5-7/8 дюйма (5,875 дюйма)5-15/16 дюйма (5,937 дюйма)6 дюймов (6,00 дюйма) 6-1/16″ (6,062″)6-1/8″ (6,125″)6-3/16″ (6,187″)6-1/4″ (6,25″)6- 5/16” (6,312”)6-3/8” (6,375”)6-7/16” (6,437”)6-1/2” (6,5”)6-9/ 16 дюймов (6,562 дюйма) 6–5/8 дюйма (6,625 дюйма) 6–11/16 дюймов (6,687 дюйма) 6–3/4 дюйма (6,75 дюйма) 6–13/16 футов ‘ (6.812 дюймов)6-7/8 дюймов (6,875 дюймов)6-15/16 дюймов (6,937 дюймов)7 дюймов (7,00 дюймов)7-1/16 дюймов (7,062 дюймов)7- 1/8” (7,125”)7-3/16” (7,187”)7-1/4” (7,25”)7-5/16” (7,312”)7-3/ 8 дюймов (7,375 дюйма) 7–7/16 дюймов (7,437 дюйма) 7–1/2 дюйма (7,5 дюйма) 7–9/16 дюйма (7,562 дюйма) 7–5/8 футов ‘ (7,625”)7-11/16” (7,687”)7-3/4” (7,75”)7-13/16” (7,812”)7-7/8” ( 7,875 дюймов)7-15/16 дюймов (7,937 дюймов)8 дюймов (8,00 дюймов)8-1/16 дюймов (8,062 дюймов)8-1/8 дюймов (8,125 дюймов)8- 3/16” (8,187”)8-1/4” (8,25”)8-5/16” (8,312”)8-3/8” (8,375”)8-7/ 16 дюймов (8,437 дюйма)8-1/2 дюйма (8,5 дюйма)8–9/16 дюйма (8,562 дюйма)8–5/8 дюйма (8,625 дюйма)8–11/16 футов ‘ (8.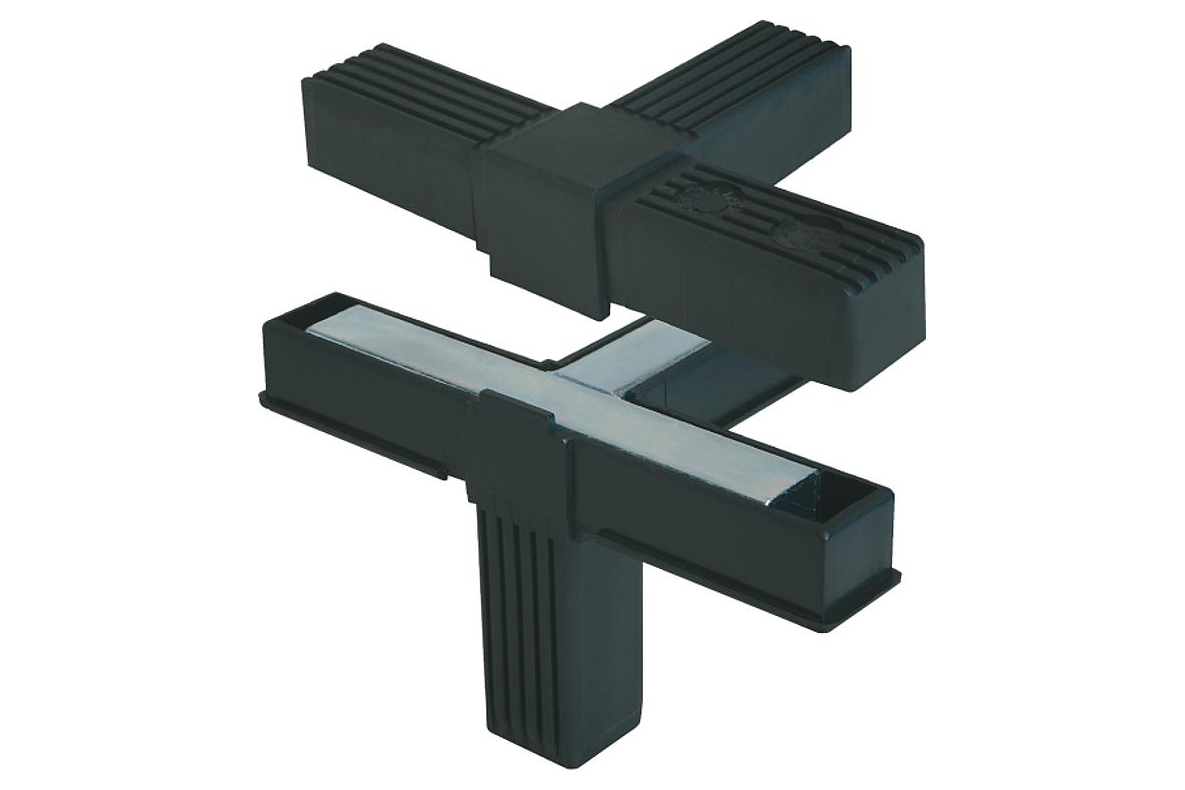 687 дюймов)8–3/4 дюйма (8,75 дюйма)8–13/16 дюйма (8,812 дюйма)8–7/8 дюйма (8,875 дюйма)8–15/16 дюйма (8,937 дюйма) ‘)9” (9.00”)9-1/16” (9.062”)9-1/8” (9.125”)9-3/16” (9.187”)9-1/ 4” (9,25”)9-5/16” (9,312”)9-3/8” (9,375”)9-7/16” (9,437”)9-1/2’ ‘ (9,5”)9-9/16” (9,562”)9-5/8” (9,625”)9-11/16” (9,687”)9-3/4” ( 9,75 дюймов)9-13/16 дюймов (9,812 дюймов)9-7/8 дюймов (9,875 дюймов)9-15/16 дюймов (9,937 дюймов)10 дюймов (10,00 дюймов)10- 1/16” (10,062”)10-1/8” (10,125”)10-3/16” (10,187”)10-1/4” (10,25”)10-5/ 16 дюймов (10,312 дюймов) 10-3/8 дюймов (10,375 дюймов) 10-7/16 дюймов (10,437 дюймов) 10-1/2 дюймов (10.5”)10-9/16” (10,562”)10-5/8” (10,625”)10-11/16” (10,687”)10-3/4” (10,75” ‘)10-13/16” (10.812”)10-7/8” (10.875”)10-15/16” (10.937”)11” (11.00”)11-1/ 16 дюймов (11,062 дюйма) 11-1/8 дюйма (11,125 дюйма) 11-3/16 дюйма (11,187 дюйма) 11-1/4 дюйма (11,25 дюйма) 11-5/16 футов ‘ (11.312”)11-3/8” (11.375”)11-7/16” (11.437”)11-1/2” (11.5”)11-9/16” ( 11,562 дюйма)11-5/8 дюйма (11,625 дюйма)11-11/16 дюйма (11,687 дюйма)11-3/4 дюйма (11,75 дюйма)11-13/16 дюйма (11,812 дюйма) ‘)11-7/8” (11,875”)11-15/16” (11,937”)12” (12,00”)12-1/16” (12,062”)12-1/ 8 дюймов (12,125 дюймов) 12-3/16 дюймов (12.
687 дюймов)8–3/4 дюйма (8,75 дюйма)8–13/16 дюйма (8,812 дюйма)8–7/8 дюйма (8,875 дюйма)8–15/16 дюйма (8,937 дюйма) ‘)9” (9.00”)9-1/16” (9.062”)9-1/8” (9.125”)9-3/16” (9.187”)9-1/ 4” (9,25”)9-5/16” (9,312”)9-3/8” (9,375”)9-7/16” (9,437”)9-1/2’ ‘ (9,5”)9-9/16” (9,562”)9-5/8” (9,625”)9-11/16” (9,687”)9-3/4” ( 9,75 дюймов)9-13/16 дюймов (9,812 дюймов)9-7/8 дюймов (9,875 дюймов)9-15/16 дюймов (9,937 дюймов)10 дюймов (10,00 дюймов)10- 1/16” (10,062”)10-1/8” (10,125”)10-3/16” (10,187”)10-1/4” (10,25”)10-5/ 16 дюймов (10,312 дюймов) 10-3/8 дюймов (10,375 дюймов) 10-7/16 дюймов (10,437 дюймов) 10-1/2 дюймов (10.5”)10-9/16” (10,562”)10-5/8” (10,625”)10-11/16” (10,687”)10-3/4” (10,75” ‘)10-13/16” (10.812”)10-7/8” (10.875”)10-15/16” (10.937”)11” (11.00”)11-1/ 16 дюймов (11,062 дюйма) 11-1/8 дюйма (11,125 дюйма) 11-3/16 дюйма (11,187 дюйма) 11-1/4 дюйма (11,25 дюйма) 11-5/16 футов ‘ (11.312”)11-3/8” (11.375”)11-7/16” (11.437”)11-1/2” (11.5”)11-9/16” ( 11,562 дюйма)11-5/8 дюйма (11,625 дюйма)11-11/16 дюйма (11,687 дюйма)11-3/4 дюйма (11,75 дюйма)11-13/16 дюйма (11,812 дюйма) ‘)11-7/8” (11,875”)11-15/16” (11,937”)12” (12,00”)12-1/16” (12,062”)12-1/ 8 дюймов (12,125 дюймов) 12-3/16 дюймов (12. 187 дюймов)12-1/4 дюйма (12,25 дюйма)12-5/16 дюйма (12,312 дюйма)12-3/8 дюйма (12,375 дюйма)12-7/16 дюйма (12,437 дюйма) ‘)12-1/2” (12,5”)12-9/16” (12,562”)12-5/8” (12,625”)12-11/16” (12,687”) 12-3/4” (12,75”)12-13/16” (12,812”)12-7/8” (12,875”)12-15/16” (12,937”)13’ ‘ (13.00”)13-1/16” (13.062”)13-1/8” (13.125”)13-3/16” (13.187”)13-1/4” ( 13,25 дюйма)13-5/16 дюйма (13,312 дюйма)13-3/8 дюйма (13,375 дюйма)13-7/16 дюйма (13,437 дюйма)13-1/2 дюйма (13,5 дюйма) ‘)13-9/16” (13,562”)13-5/8” (13,625”)13-11/16” (13,687”)13-3/4” (13,75”) 13-13/16 дюймов (13,812 дюймов) 13-7/8 дюймов (13.875”)13-15/16” (13,937”)14” (14,00”)14-1/16” (14,062”)14-1/8” (14,125”)14- 3/16” (14,187”)14-1/4” (14,25”)14-5/16” (14,312”)14-3/8” (14,375”)14-7/ 16 дюймов (14,437 дюйма) 14–1/2 дюйма (14,5 дюйма) 14–9/16 дюймов (14,562 дюйма) 14–5/8 дюймов (14,625 дюйма) 14–11/16 футов ‘ (14,687”)14-3/4” (14,75”)14-13/16” (14,812”)14-7/8” (14,875”)14-15/16” ( 14,937 дюймов)15 дюймов (15,00 дюймов)15-1/16 дюймов (15,062 дюймов)15-1/8 дюймов (15,125 дюймов)15-3/16 дюймов (15,187 дюймов)15- 1/4” (15,25”)15-5/16” (15,312”)15-3/8” (15,375”)15-7/16” (15,437”)15-1/ 2” (15,5”) 15-9/16” (15.
187 дюймов)12-1/4 дюйма (12,25 дюйма)12-5/16 дюйма (12,312 дюйма)12-3/8 дюйма (12,375 дюйма)12-7/16 дюйма (12,437 дюйма) ‘)12-1/2” (12,5”)12-9/16” (12,562”)12-5/8” (12,625”)12-11/16” (12,687”) 12-3/4” (12,75”)12-13/16” (12,812”)12-7/8” (12,875”)12-15/16” (12,937”)13’ ‘ (13.00”)13-1/16” (13.062”)13-1/8” (13.125”)13-3/16” (13.187”)13-1/4” ( 13,25 дюйма)13-5/16 дюйма (13,312 дюйма)13-3/8 дюйма (13,375 дюйма)13-7/16 дюйма (13,437 дюйма)13-1/2 дюйма (13,5 дюйма) ‘)13-9/16” (13,562”)13-5/8” (13,625”)13-11/16” (13,687”)13-3/4” (13,75”) 13-13/16 дюймов (13,812 дюймов) 13-7/8 дюймов (13.875”)13-15/16” (13,937”)14” (14,00”)14-1/16” (14,062”)14-1/8” (14,125”)14- 3/16” (14,187”)14-1/4” (14,25”)14-5/16” (14,312”)14-3/8” (14,375”)14-7/ 16 дюймов (14,437 дюйма) 14–1/2 дюйма (14,5 дюйма) 14–9/16 дюймов (14,562 дюйма) 14–5/8 дюймов (14,625 дюйма) 14–11/16 футов ‘ (14,687”)14-3/4” (14,75”)14-13/16” (14,812”)14-7/8” (14,875”)14-15/16” ( 14,937 дюймов)15 дюймов (15,00 дюймов)15-1/16 дюймов (15,062 дюймов)15-1/8 дюймов (15,125 дюймов)15-3/16 дюймов (15,187 дюймов)15- 1/4” (15,25”)15-5/16” (15,312”)15-3/8” (15,375”)15-7/16” (15,437”)15-1/ 2” (15,5”) 15-9/16” (15. 562 дюйма)15–5/8 дюйма (15,625 дюйма)15–11/16 дюйма (15,687 дюйма)15–3/4 дюйма (15,75 дюйма)15–13/16 дюйма (15,812 дюйма) ‘)15-7/8” (15,875”)15-15/16” (15,937”)16” (16,00”)16-1/16” (16,062”)16-1/ 8” (16,125”)16-3/16” (16,187”)16-1/4” (16,25”)16-5/16” (16,312”)16-3/8’ ‘ (16,375”)16-7/16” (16,437”)16-1/2” (16,5”)16-9/16” (16,562”)16-5/8” ( 16,625 дюйма)16-11/16 дюйма (16,687 дюйма)16-3/4 дюйма (16,75 дюйма)16-13/16 дюйма (16,812 дюйма)16-7/8 дюйма (16,875 дюйма) ‘)16-15/16” (16.937”)17” (17.00”)17-1/16” (17.062”)17-1/8” (17.125”)17-3/ 16 дюймов (17,187 дюймов) 17-1/4 дюймов (17.25 дюймов) 17-5/16 дюймов (17,312 дюймов) 17-3/8 дюймов (17,375 дюймов) 17-7/16 дюймов (17,437 дюймов) 17-1/2 дюймов (17,5 футов) ‘)17-9/16” (17,562”)17-5/8” (17,625”)17-11/16” (17,687”)17-3/4” (17,75”) 17-13/16” (17,812”)17-7/8” (17,875”)17-15/16” (17,937”)18” (18,00”)18-1/16’ ‘ (18.062”)18-1/8” (18.125”)18-3/16” (18.187”)18-1/4” (18.25”)18-5/16” ( 18,312 дюйма)18-3/8 дюйма (18,375 дюйма)18-7/16 дюйма (18,437 дюйма)18-1/2 дюйма (18,5 дюйма)18-9/16 дюйма (18,562 дюйма) ‘)18-5/8” (18,625”)18-11/16” (18,687”)18-3/4” (18,75”)18-13/16” (18,812”) 18-7/8 дюймов (18,875 дюймов) 18-15/16 дюймов (18.
562 дюйма)15–5/8 дюйма (15,625 дюйма)15–11/16 дюйма (15,687 дюйма)15–3/4 дюйма (15,75 дюйма)15–13/16 дюйма (15,812 дюйма) ‘)15-7/8” (15,875”)15-15/16” (15,937”)16” (16,00”)16-1/16” (16,062”)16-1/ 8” (16,125”)16-3/16” (16,187”)16-1/4” (16,25”)16-5/16” (16,312”)16-3/8’ ‘ (16,375”)16-7/16” (16,437”)16-1/2” (16,5”)16-9/16” (16,562”)16-5/8” ( 16,625 дюйма)16-11/16 дюйма (16,687 дюйма)16-3/4 дюйма (16,75 дюйма)16-13/16 дюйма (16,812 дюйма)16-7/8 дюйма (16,875 дюйма) ‘)16-15/16” (16.937”)17” (17.00”)17-1/16” (17.062”)17-1/8” (17.125”)17-3/ 16 дюймов (17,187 дюймов) 17-1/4 дюймов (17.25 дюймов) 17-5/16 дюймов (17,312 дюймов) 17-3/8 дюймов (17,375 дюймов) 17-7/16 дюймов (17,437 дюймов) 17-1/2 дюймов (17,5 футов) ‘)17-9/16” (17,562”)17-5/8” (17,625”)17-11/16” (17,687”)17-3/4” (17,75”) 17-13/16” (17,812”)17-7/8” (17,875”)17-15/16” (17,937”)18” (18,00”)18-1/16’ ‘ (18.062”)18-1/8” (18.125”)18-3/16” (18.187”)18-1/4” (18.25”)18-5/16” ( 18,312 дюйма)18-3/8 дюйма (18,375 дюйма)18-7/16 дюйма (18,437 дюйма)18-1/2 дюйма (18,5 дюйма)18-9/16 дюйма (18,562 дюйма) ‘)18-5/8” (18,625”)18-11/16” (18,687”)18-3/4” (18,75”)18-13/16” (18,812”) 18-7/8 дюймов (18,875 дюймов) 18-15/16 дюймов (18. 937”)19” (19.00”)19-1/16” (19.062”)19-1/8” (19.125”)19-3/16” (19.187”)19- 1/4” (19,25”)19-5/16” (19,312”)19-3/8” (19,375”)19-7/16” (19,437”)19-1/ 2” (19,5”)19-9/16” (19,562”)19-5/8” (19,625”)19-11/16” (19,687”)19-3/4′ ‘ (19.75”)19-13/16” (19.812”)19-7/8” (19.875”)19-15/16” (19.937”)20” (20.00”) 20-1/16” (20,062”)20-1/8” (20,125”)20-3/16” (20,187”)20-1/4” (20,25”)20- 5/16” (20,312”)20-3/8” (20,375”)20-7/16” (20,437”)20-1/2” (20,5”)20-9/ 16 дюймов (20,562 дюйма) 20–5/8 дюймов (20,5 дюйма).625”)20-11/16” (20,687”)20-3/4” (20,75”)20-13/16” (20,812”)20-7/8” (20,875” ‘)20-15/16” (20.937”)21” (21.00”)21-1/16” (21.062”)21-1/8” (21.125”)21-3/ 16” (21,187”)21-1/4” (21,25”)21-5/16” (21,312”)21-3/8” (21,375”)21-7/16’ ‘ (21,437”)21-1/2” (21,5”)21-9/16” (21,562”)21-5/8” (21,625”)21-11/16” ( 21,687”)21-3/4” (21,75”)21-13/16” (21,812”)21-7/8” (21,875”)21-15/16” (21,937” ‘)22” (22.00”)22-1/16” (22.062”)22-1/8” (22.
937”)19” (19.00”)19-1/16” (19.062”)19-1/8” (19.125”)19-3/16” (19.187”)19- 1/4” (19,25”)19-5/16” (19,312”)19-3/8” (19,375”)19-7/16” (19,437”)19-1/ 2” (19,5”)19-9/16” (19,562”)19-5/8” (19,625”)19-11/16” (19,687”)19-3/4′ ‘ (19.75”)19-13/16” (19.812”)19-7/8” (19.875”)19-15/16” (19.937”)20” (20.00”) 20-1/16” (20,062”)20-1/8” (20,125”)20-3/16” (20,187”)20-1/4” (20,25”)20- 5/16” (20,312”)20-3/8” (20,375”)20-7/16” (20,437”)20-1/2” (20,5”)20-9/ 16 дюймов (20,562 дюйма) 20–5/8 дюймов (20,5 дюйма).625”)20-11/16” (20,687”)20-3/4” (20,75”)20-13/16” (20,812”)20-7/8” (20,875” ‘)20-15/16” (20.937”)21” (21.00”)21-1/16” (21.062”)21-1/8” (21.125”)21-3/ 16” (21,187”)21-1/4” (21,25”)21-5/16” (21,312”)21-3/8” (21,375”)21-7/16’ ‘ (21,437”)21-1/2” (21,5”)21-9/16” (21,562”)21-5/8” (21,625”)21-11/16” ( 21,687”)21-3/4” (21,75”)21-13/16” (21,812”)21-7/8” (21,875”)21-15/16” (21,937” ‘)22” (22.00”)22-1/16” (22.062”)22-1/8” (22. 125”)22-3/16” (22.187”)22-1/ 4” (22,25”) 22-5/16” (22.312”)22-3/8” (22,375”)22-7/16” (22,437”)22-1/2” (22,5”)22-9/16” (22,562” ‘)22-5/8” (22,625”)22-11/16” (22,687”)22-3/4” (22,75”)22-13/16” (22,812”) 22-7/8” (22,875”)22-15/16” (22,937”)23” (23,00”)23-1/16” (23,062”)23-1/8’ ‘ (23,125”)23-3/16” (23,187”)23-1/4” (23,25”)23-5/16” (23,312”)23-3/8” ( 23,375 дюйма)23-7/16 дюйма (23,437 дюйма)23-1/2 дюйма (23,5 дюйма)23-9/16 дюйма (23,562 дюйма)23-5/8 дюйма (23,625 дюйма) ‘)23-11/16” (23,687”)23-3/4” (23,75”)23-13/16” (23,812”)23-7/8” (23,875”) 23-15/16 дюймов (23.937”)24” (24.00”)24-1/16” (24.062”)24-1/8” (24.125”)24-3/16” (24.187”)24- 1/4” (24,25”)24-5/16” (24,312”)24-3/8” (24,375”)24-7/16” (24,437”)24-1/ 2” (24,5”)24-9/16” (24,562”)24-5/8” (24,625”)24-11/16” (24,687”)24-3/4’ ‘ (24,75”)24-13/16” (24,812”)24-7/8” (24,875”)24-15/16” (24,937”)25” (25,00”) 25-1/16” (25,062”)25-1/8” (25,125”)25-3/16” (25,187”)25-1/4” (25,25”)25- 5/16” (25,312”)25-3/8” (25,375”)25-7/16” (25,437”)25-1/2” (25,5”)25-9/ 16 дюймов (25,562 дюйма) 25–5/8 дюймов (25,5 дюйма).
125”)22-3/16” (22.187”)22-1/ 4” (22,25”) 22-5/16” (22.312”)22-3/8” (22,375”)22-7/16” (22,437”)22-1/2” (22,5”)22-9/16” (22,562” ‘)22-5/8” (22,625”)22-11/16” (22,687”)22-3/4” (22,75”)22-13/16” (22,812”) 22-7/8” (22,875”)22-15/16” (22,937”)23” (23,00”)23-1/16” (23,062”)23-1/8’ ‘ (23,125”)23-3/16” (23,187”)23-1/4” (23,25”)23-5/16” (23,312”)23-3/8” ( 23,375 дюйма)23-7/16 дюйма (23,437 дюйма)23-1/2 дюйма (23,5 дюйма)23-9/16 дюйма (23,562 дюйма)23-5/8 дюйма (23,625 дюйма) ‘)23-11/16” (23,687”)23-3/4” (23,75”)23-13/16” (23,812”)23-7/8” (23,875”) 23-15/16 дюймов (23.937”)24” (24.00”)24-1/16” (24.062”)24-1/8” (24.125”)24-3/16” (24.187”)24- 1/4” (24,25”)24-5/16” (24,312”)24-3/8” (24,375”)24-7/16” (24,437”)24-1/ 2” (24,5”)24-9/16” (24,562”)24-5/8” (24,625”)24-11/16” (24,687”)24-3/4’ ‘ (24,75”)24-13/16” (24,812”)24-7/8” (24,875”)24-15/16” (24,937”)25” (25,00”) 25-1/16” (25,062”)25-1/8” (25,125”)25-3/16” (25,187”)25-1/4” (25,25”)25- 5/16” (25,312”)25-3/8” (25,375”)25-7/16” (25,437”)25-1/2” (25,5”)25-9/ 16 дюймов (25,562 дюйма) 25–5/8 дюймов (25,5 дюйма). 625”)25-11/16” (25,687”)25-3/4” (25,75”)25-13/16” (25,812”)25-7/8” (25,875” ‘)25-15/16” (25,937”)26” (26,00”)26-1/16” (26,062”)26-1/8” (26,125”)26-3/ 16” (26,187”)26-1/4” (26,25”)26-5/16” (26,312”)26-3/8” (26,375”)26-7/16’ ‘ (26,437”)26-1/2” (26,5”)26-9/16” (26,562”)26-5/8” (26,625”)26-11/16” ( 26,687”)26-3/4” (26,75”)26-13/16” (26,812”)26-7/8” (26,875”)26-15/16” (26,937” ‘)27” (27.00”)27-1/16” (27.062”)27-1/8” (27.125”)27-3/16” (27.187”)27-1/ 4” (27,25”) 27-5/16” (27.312”)27-3/8” (27,375”)27-7/16” (27,437”)27-1/2” (27,5”)27-9/16” (27,562’) ‘)27-5/8” (27,625”)27-11/16” (27,687”)27-3/4” (27,75”)27-13/16” (27,812”) 27-7/8” (27,875”)27-15/16” (27,937”)28” (28,00”)28-1/16” (28,062”)28-1/8’ ‘ (28,125”)28-3/16” (28,187”)28-1/4” (28,25”)28-5/16” (28,312”)28-3/8” ( 28,375”)28-7/16” (28,437”)28-1/2” (28,5”)28-9/16” (28,562”)28-5/8” (28,625” ‘)28-11/16” (28,687”)28-3/4” (28,75”)28-13/16” (28,812”)28-7/8” (28,875”) 28-15/16 дюймов (28.
625”)25-11/16” (25,687”)25-3/4” (25,75”)25-13/16” (25,812”)25-7/8” (25,875” ‘)25-15/16” (25,937”)26” (26,00”)26-1/16” (26,062”)26-1/8” (26,125”)26-3/ 16” (26,187”)26-1/4” (26,25”)26-5/16” (26,312”)26-3/8” (26,375”)26-7/16’ ‘ (26,437”)26-1/2” (26,5”)26-9/16” (26,562”)26-5/8” (26,625”)26-11/16” ( 26,687”)26-3/4” (26,75”)26-13/16” (26,812”)26-7/8” (26,875”)26-15/16” (26,937” ‘)27” (27.00”)27-1/16” (27.062”)27-1/8” (27.125”)27-3/16” (27.187”)27-1/ 4” (27,25”) 27-5/16” (27.312”)27-3/8” (27,375”)27-7/16” (27,437”)27-1/2” (27,5”)27-9/16” (27,562’) ‘)27-5/8” (27,625”)27-11/16” (27,687”)27-3/4” (27,75”)27-13/16” (27,812”) 27-7/8” (27,875”)27-15/16” (27,937”)28” (28,00”)28-1/16” (28,062”)28-1/8’ ‘ (28,125”)28-3/16” (28,187”)28-1/4” (28,25”)28-5/16” (28,312”)28-3/8” ( 28,375”)28-7/16” (28,437”)28-1/2” (28,5”)28-9/16” (28,562”)28-5/8” (28,625” ‘)28-11/16” (28,687”)28-3/4” (28,75”)28-13/16” (28,812”)28-7/8” (28,875”) 28-15/16 дюймов (28. 937”)29” (29.00”)29-1/16” (29.062”)29-1/8” (29.125”)29-3/16” (29.187”)29- 1/4” (29,25”)29-5/16” (29,312”)29-3/8” (29,375”)29-7/16” (29,437”)29-1/ 2” (29,5”)29-9/16” (29,562”)29-5/8” (29,625”)29-11/16” (29,687”)29-3/4′ ‘ (29,75”)29-13/16” (29,812”)29-7/8” (29,875”)29-15/16” (29,937”)30” (30,00”) 30-1/16” (30,062”)30-1/8” (30,125”)30-3/16” (30,187”)30-1/4” (30,25”)30- 5/16” (30,312”)30-3/8” (30,375”)30-7/16” (30,437”)30-1/2” (30,5”)30-9/ 16 дюймов (30,562 дюйма) 30–5/8 дюймов (30,5 дюйма).625”)30-11/16” (30,687”)30-3/4” (30,75”)30-13/16” (30,812”)30-7/8” (30,875” ‘)30-15/16” (30,937”)31” (31,00”)31-1/16” (31,062”)31-1/8” (31,125”)31-3/ 16” (31,187”)31-1/4” (31,25”)31-5/16” (31,312”)31-3/8” (31,375”)31-7/16’ ‘ (31.437”)31-1/2” (31.5”)31-9/16” (31.562”)31-5/8” (31.625”)31-11/16” ( 31,687”)31-3/4” (31,75”)31-13/16” (31,812”)31-7/8” (31,875”)31-15/16” (31,937” ‘)32” (32.00”)32-1/16” (32.062”)32-1/8” (32.
937”)29” (29.00”)29-1/16” (29.062”)29-1/8” (29.125”)29-3/16” (29.187”)29- 1/4” (29,25”)29-5/16” (29,312”)29-3/8” (29,375”)29-7/16” (29,437”)29-1/ 2” (29,5”)29-9/16” (29,562”)29-5/8” (29,625”)29-11/16” (29,687”)29-3/4′ ‘ (29,75”)29-13/16” (29,812”)29-7/8” (29,875”)29-15/16” (29,937”)30” (30,00”) 30-1/16” (30,062”)30-1/8” (30,125”)30-3/16” (30,187”)30-1/4” (30,25”)30- 5/16” (30,312”)30-3/8” (30,375”)30-7/16” (30,437”)30-1/2” (30,5”)30-9/ 16 дюймов (30,562 дюйма) 30–5/8 дюймов (30,5 дюйма).625”)30-11/16” (30,687”)30-3/4” (30,75”)30-13/16” (30,812”)30-7/8” (30,875” ‘)30-15/16” (30,937”)31” (31,00”)31-1/16” (31,062”)31-1/8” (31,125”)31-3/ 16” (31,187”)31-1/4” (31,25”)31-5/16” (31,312”)31-3/8” (31,375”)31-7/16’ ‘ (31.437”)31-1/2” (31.5”)31-9/16” (31.562”)31-5/8” (31.625”)31-11/16” ( 31,687”)31-3/4” (31,75”)31-13/16” (31,812”)31-7/8” (31,875”)31-15/16” (31,937” ‘)32” (32.00”)32-1/16” (32.062”)32-1/8” (32. 125”)32-3/16” (32.187”)32-1/ 4” (32,25”) 32-5/16” (32.312”)32-3/8” (32,375”)32-7/16” (32,437”)32-1/2” (32,5”)32-9/16” (32,562′) ‘)32-5/8” (32,625”)32-11/16” (32,687”)32-3/4” (32,75”)32-13/16” (32,812”) 32-7/8” (32,875”)32-15/16” (32,937”)33” (33,00”)33-1/16” (33,062”)33-1/8’ ‘ (33,125”)33-3/16” (33,187”)33-1/4” (33,25”)33-5/16” (33,312”)33-3/8” ( 33,375”)33-7/16” (33,437”)33-1/2” (33,5”)33-9/16” (33,562”)33-5/8” (33,625” ‘)33-11/16” (33,687”)33-3/4” (33,75”)33-13/16” (33,812”)33-7/8” (33,875”) 33-15/16 дюймов (33.937”)34” (34.00”)34-1/16” (34.062”)34-1/8” (34.125”)34-3/16” (34.187”)34- 1/4” (34,25”)34-5/16” (34,312”)34-3/8” (34,375”)34-7/16” (34,437”)34-1/ 2” (34,5”)34-9/16” (34,562”)34-5/8” (34,625”)34-11/16” (34,687”)34-3/4’ ‘ (34,75”)34-13/16” (34,812”)34-7/8” (34,875”)34-15/16” (34,937”)35” (35,00”) 35-1/16” (35,062”)35-1/8” (35,125”)35-3/16” (35,187”)35-1/4” (35,25”)35- 5/16” (35,312”)35-3/8” (35,375”)35-7/16” (35,437”)35-1/2” (35,5”)35-9/ 16 дюймов (35,562 дюйма) 35–5/8 дюймов (35,5 дюйма).
125”)32-3/16” (32.187”)32-1/ 4” (32,25”) 32-5/16” (32.312”)32-3/8” (32,375”)32-7/16” (32,437”)32-1/2” (32,5”)32-9/16” (32,562′) ‘)32-5/8” (32,625”)32-11/16” (32,687”)32-3/4” (32,75”)32-13/16” (32,812”) 32-7/8” (32,875”)32-15/16” (32,937”)33” (33,00”)33-1/16” (33,062”)33-1/8’ ‘ (33,125”)33-3/16” (33,187”)33-1/4” (33,25”)33-5/16” (33,312”)33-3/8” ( 33,375”)33-7/16” (33,437”)33-1/2” (33,5”)33-9/16” (33,562”)33-5/8” (33,625” ‘)33-11/16” (33,687”)33-3/4” (33,75”)33-13/16” (33,812”)33-7/8” (33,875”) 33-15/16 дюймов (33.937”)34” (34.00”)34-1/16” (34.062”)34-1/8” (34.125”)34-3/16” (34.187”)34- 1/4” (34,25”)34-5/16” (34,312”)34-3/8” (34,375”)34-7/16” (34,437”)34-1/ 2” (34,5”)34-9/16” (34,562”)34-5/8” (34,625”)34-11/16” (34,687”)34-3/4’ ‘ (34,75”)34-13/16” (34,812”)34-7/8” (34,875”)34-15/16” (34,937”)35” (35,00”) 35-1/16” (35,062”)35-1/8” (35,125”)35-3/16” (35,187”)35-1/4” (35,25”)35- 5/16” (35,312”)35-3/8” (35,375”)35-7/16” (35,437”)35-1/2” (35,5”)35-9/ 16 дюймов (35,562 дюйма) 35–5/8 дюймов (35,5 дюйма). 625 дюймов) 35-11/16 дюймов (35,687 дюймов) 35-3/4 дюймов (35,75 дюймов) 35-13/16 дюймов (35,812 дюймов) 35-7/8 дюймов (35,875 футов) ‘)35-15/16” (35,937”)36” (36,00”)36-1/16” (36,062”)36-1/8” (36,125”)36-3/ 16” (36,187”)36-1/4” (36,25”)36-5/16” (36,312”)36-3/8” (36,375”)36-7/16’ ‘ (36,437”)36-1/2” (36,5”)36-9/16” (36,562”)36-5/8” (36,625”)36-11/16” ( 36,687”)36-3/4” (36,75”)36-13/16” (36,812”)36-7/8” (36,875”)36-15/16” (36,937” ‘)37” (37.00”)37-1/16” (37.062”)37-1/8” (37.125”)37-3/16” (37.187”)37-1/ 4” (37,25”) 37-5/16” (37.312”)37-3/8” (37,375”)37-7/16” (37,437”)37-1/2” (37,5”)37-9/16” (37,562’) ‘)37-5/8” (37,625”)37-11/16” (37,687”)37-3/4” (37,75”)37-13/16” (37,812”) 37-7/8” (37,875”)37-15/16” (37,937”)38” (38,00”)38-1/16” (38,062”)38-1/8’ ‘ (38,125”)38-3/16” (38,187”)38-1/4” (38,25”)38-5/16” (38,312”)38-3/8” ( 38,375”)38-7/16” (38,437”)38-1/2” (38,5”)38-9/16” (38,562”)38-5/8” (38,625” ‘)38-11/16” (38,687”)38-3/4” (38,75”)38-13/16” (38,812”)38-7/8” (38,875”) 38-15/16 дюймов (38.
625 дюймов) 35-11/16 дюймов (35,687 дюймов) 35-3/4 дюймов (35,75 дюймов) 35-13/16 дюймов (35,812 дюймов) 35-7/8 дюймов (35,875 футов) ‘)35-15/16” (35,937”)36” (36,00”)36-1/16” (36,062”)36-1/8” (36,125”)36-3/ 16” (36,187”)36-1/4” (36,25”)36-5/16” (36,312”)36-3/8” (36,375”)36-7/16’ ‘ (36,437”)36-1/2” (36,5”)36-9/16” (36,562”)36-5/8” (36,625”)36-11/16” ( 36,687”)36-3/4” (36,75”)36-13/16” (36,812”)36-7/8” (36,875”)36-15/16” (36,937” ‘)37” (37.00”)37-1/16” (37.062”)37-1/8” (37.125”)37-3/16” (37.187”)37-1/ 4” (37,25”) 37-5/16” (37.312”)37-3/8” (37,375”)37-7/16” (37,437”)37-1/2” (37,5”)37-9/16” (37,562’) ‘)37-5/8” (37,625”)37-11/16” (37,687”)37-3/4” (37,75”)37-13/16” (37,812”) 37-7/8” (37,875”)37-15/16” (37,937”)38” (38,00”)38-1/16” (38,062”)38-1/8’ ‘ (38,125”)38-3/16” (38,187”)38-1/4” (38,25”)38-5/16” (38,312”)38-3/8” ( 38,375”)38-7/16” (38,437”)38-1/2” (38,5”)38-9/16” (38,562”)38-5/8” (38,625” ‘)38-11/16” (38,687”)38-3/4” (38,75”)38-13/16” (38,812”)38-7/8” (38,875”) 38-15/16 дюймов (38. 937”)39” (39.00”)39-1/16” (39.062”)39-1/8” (39.125”)39-3/16” (39.187”)39- 1/4” (39,25”)39-5/16” (39,312”)39-3/8” (39,375”)39-7/16” (39,437”)39-1/ 2” (39,5”)39-9/16” (39,562”)39-5/8” (39,625”)39-11/16” (39,687”)39-3/4′ ‘ (39,75”)39-13/16” (39,812”)39-7/8” (39,875”)39-15/16” (39,937”)40” (40,00”) 40-1/16” (40,062”)40-1/8” (40,125”)40-3/16” (40,187”)40-1/4” (40,25”)40- 5/16” (40,312”)40-3/8” (40,375”)40-7/16” (40,437”)40-1/2” (40,5”)40-9/ 16 дюймов (40,562 дюйма) 40–5/8 дюймов (40,5 дюйма).625”)40-11/16” (40,687”)40-3/4” (40,75”)40-13/16” (40,812”)40-7/8” (40,875” ‘)40-15/16” (40,937”)41” (41,00”)41-1/16” (41,062”)41-1/8” (41,125”)41-3/ 16” (41,187”)41-1/4” (41,25”)41-5/16” (41,312”)41-3/8” (41,375”)41-7/16’ ‘ (41.437”)41-1/2” (41.5”)41-9/16” (41.562”)41-5/8” (41.625”)41-11/16” ( 41,687”)41-3/4” (41,75”)41-13/16” (41,812”)41-7/8” (41,875”)41-15/16” (41,937” ‘)42” (42.00”)42-1/16” (42.062”)42-1/8” (42.
937”)39” (39.00”)39-1/16” (39.062”)39-1/8” (39.125”)39-3/16” (39.187”)39- 1/4” (39,25”)39-5/16” (39,312”)39-3/8” (39,375”)39-7/16” (39,437”)39-1/ 2” (39,5”)39-9/16” (39,562”)39-5/8” (39,625”)39-11/16” (39,687”)39-3/4′ ‘ (39,75”)39-13/16” (39,812”)39-7/8” (39,875”)39-15/16” (39,937”)40” (40,00”) 40-1/16” (40,062”)40-1/8” (40,125”)40-3/16” (40,187”)40-1/4” (40,25”)40- 5/16” (40,312”)40-3/8” (40,375”)40-7/16” (40,437”)40-1/2” (40,5”)40-9/ 16 дюймов (40,562 дюйма) 40–5/8 дюймов (40,5 дюйма).625”)40-11/16” (40,687”)40-3/4” (40,75”)40-13/16” (40,812”)40-7/8” (40,875” ‘)40-15/16” (40,937”)41” (41,00”)41-1/16” (41,062”)41-1/8” (41,125”)41-3/ 16” (41,187”)41-1/4” (41,25”)41-5/16” (41,312”)41-3/8” (41,375”)41-7/16’ ‘ (41.437”)41-1/2” (41.5”)41-9/16” (41.562”)41-5/8” (41.625”)41-11/16” ( 41,687”)41-3/4” (41,75”)41-13/16” (41,812”)41-7/8” (41,875”)41-15/16” (41,937” ‘)42” (42.00”)42-1/16” (42.062”)42-1/8” (42. 125”)42-3/16” (42.187”)42-1/ 4” (42,25”) 42-5/16” (42.312”)42-3/8” (42,375”)42-7/16” (42,437”)42-1/2” (42,5”)42-9/16” (42,562′) ‘)42-5/8” (42,625”)42-11/16” (42,687”)42-3/4” (42,75”)42-13/16” (42,812”) 42-7/8” (42,875”)42-15/16” (42,937”)43” (43,00”)43-1/16” (43,062”)43-1/8’ ‘ (43,125”)43-3/16” (43,187”)43-1/4” (43,25”)43-5/16” (43,312”)43-3/8” ( 43,375”)43-7/16” (43,437”)43-1/2” (43,5”)43-9/16” (43,562”)43-5/8” (43,625” ‘)43-11/16” (43,687”)43-3/4” (43,75”)43-13/16” (43,812”)43-7/8” (43,875”) 43-15/16” (43.937”)44” (44.00”)44-1/16” (44.062”)44-1/8” (44.125”)44-3/16” (44.187”)44- 1/4” (44,25”)44-5/16” (44,312”)44-3/8” (44,375”)44-7/16” (44,437”)44-1/ 2” (44,5”)44-9/16” (44,562”)44-5/8” (44,625”)44-11/16” (44,687”)44-3/4’ ‘ (44,75”)44-13/16” (44,812”)44-7/8” (44,875”)44-15/16” (44,937”)45” (45,00”) 45-1/16” (45,062”)45-1/8” (45,125”)45-3/16” (45,187”)45-1/4” (45,25”)45- 5/16” (45,312”)45-3/8” (45,375”)45-7/16” (45,437”)45-1/2” (45,5”)45-9/ 16 дюймов (45,562 дюйма) 45–5/8 дюймов (45,5 дюйма).
125”)42-3/16” (42.187”)42-1/ 4” (42,25”) 42-5/16” (42.312”)42-3/8” (42,375”)42-7/16” (42,437”)42-1/2” (42,5”)42-9/16” (42,562′) ‘)42-5/8” (42,625”)42-11/16” (42,687”)42-3/4” (42,75”)42-13/16” (42,812”) 42-7/8” (42,875”)42-15/16” (42,937”)43” (43,00”)43-1/16” (43,062”)43-1/8’ ‘ (43,125”)43-3/16” (43,187”)43-1/4” (43,25”)43-5/16” (43,312”)43-3/8” ( 43,375”)43-7/16” (43,437”)43-1/2” (43,5”)43-9/16” (43,562”)43-5/8” (43,625” ‘)43-11/16” (43,687”)43-3/4” (43,75”)43-13/16” (43,812”)43-7/8” (43,875”) 43-15/16” (43.937”)44” (44.00”)44-1/16” (44.062”)44-1/8” (44.125”)44-3/16” (44.187”)44- 1/4” (44,25”)44-5/16” (44,312”)44-3/8” (44,375”)44-7/16” (44,437”)44-1/ 2” (44,5”)44-9/16” (44,562”)44-5/8” (44,625”)44-11/16” (44,687”)44-3/4’ ‘ (44,75”)44-13/16” (44,812”)44-7/8” (44,875”)44-15/16” (44,937”)45” (45,00”) 45-1/16” (45,062”)45-1/8” (45,125”)45-3/16” (45,187”)45-1/4” (45,25”)45- 5/16” (45,312”)45-3/8” (45,375”)45-7/16” (45,437”)45-1/2” (45,5”)45-9/ 16 дюймов (45,562 дюйма) 45–5/8 дюймов (45,5 дюйма). 625 дюймов) 45-11/16 дюймов (45,687 дюймов) 45-3/4 дюймов (45,75 дюймов) 45-13/16 дюймов (45,812 дюймов) 45-7/8 дюймов (45,875 футов) ‘)45-15/16” (45,937”)46” (46,00”)46-1/16” (46,062”)46-1/8” (46,125”)46-3/ 16 дюймов (46,187 дюйма)46-1/4 дюйма (46,25 дюйма)46-5/16 дюйма (46,312 дюйма)46-3/8 дюйма (46,375 дюйма)46-7/16 футов ‘ (46,437”)46-1/2” (46,5”)46-9/16” (46,562”)46-5/8” (46,625”)46-11/16” ( 46,687”)46-3/4” (46,75”)46-13/16” (46,812”)46-7/8” (46,875”)46-15/16” (46,937” ‘)47” (47.00”)47-1/16” (47.062”)47-1/8” (47.125”)47-3/16” (47.187”)47-1/ 4” (47,25”) 47-5/16” (47.312”)47-3/8” (47,375”)47-7/16” (47,437”)47-1/2” (47,5”)47-9/16” (47,562’) ‘)47-5/8” (47,625”)47-11/16” (47,687”)47-3/4” (47,75”)47-13/16” (47,812”) 47-7/8” (47,875”)47-15/16” (47,937”)48” (48,00”)48-1/16” (48,062”)48-1/8’ ‘ (48,125”)48-3/16” (48,187”)48-1/4” (48,25”)48-5/16” (48,312”)48-3/8” ( 48,375”)48-7/16” (48,437”)48-1/2” (48,5”)48-9/16” (48,562”)48-5/8” (48,625” ‘)48-11/16” (48,687”)48-3/4” (48,75”)48-13/16” (48,812”)48-7/8” (48,875”) 48-15/16 дюймов (48.
625 дюймов) 45-11/16 дюймов (45,687 дюймов) 45-3/4 дюймов (45,75 дюймов) 45-13/16 дюймов (45,812 дюймов) 45-7/8 дюймов (45,875 футов) ‘)45-15/16” (45,937”)46” (46,00”)46-1/16” (46,062”)46-1/8” (46,125”)46-3/ 16 дюймов (46,187 дюйма)46-1/4 дюйма (46,25 дюйма)46-5/16 дюйма (46,312 дюйма)46-3/8 дюйма (46,375 дюйма)46-7/16 футов ‘ (46,437”)46-1/2” (46,5”)46-9/16” (46,562”)46-5/8” (46,625”)46-11/16” ( 46,687”)46-3/4” (46,75”)46-13/16” (46,812”)46-7/8” (46,875”)46-15/16” (46,937” ‘)47” (47.00”)47-1/16” (47.062”)47-1/8” (47.125”)47-3/16” (47.187”)47-1/ 4” (47,25”) 47-5/16” (47.312”)47-3/8” (47,375”)47-7/16” (47,437”)47-1/2” (47,5”)47-9/16” (47,562’) ‘)47-5/8” (47,625”)47-11/16” (47,687”)47-3/4” (47,75”)47-13/16” (47,812”) 47-7/8” (47,875”)47-15/16” (47,937”)48” (48,00”)48-1/16” (48,062”)48-1/8’ ‘ (48,125”)48-3/16” (48,187”)48-1/4” (48,25”)48-5/16” (48,312”)48-3/8” ( 48,375”)48-7/16” (48,437”)48-1/2” (48,5”)48-9/16” (48,562”)48-5/8” (48,625” ‘)48-11/16” (48,687”)48-3/4” (48,75”)48-13/16” (48,812”)48-7/8” (48,875”) 48-15/16 дюймов (48.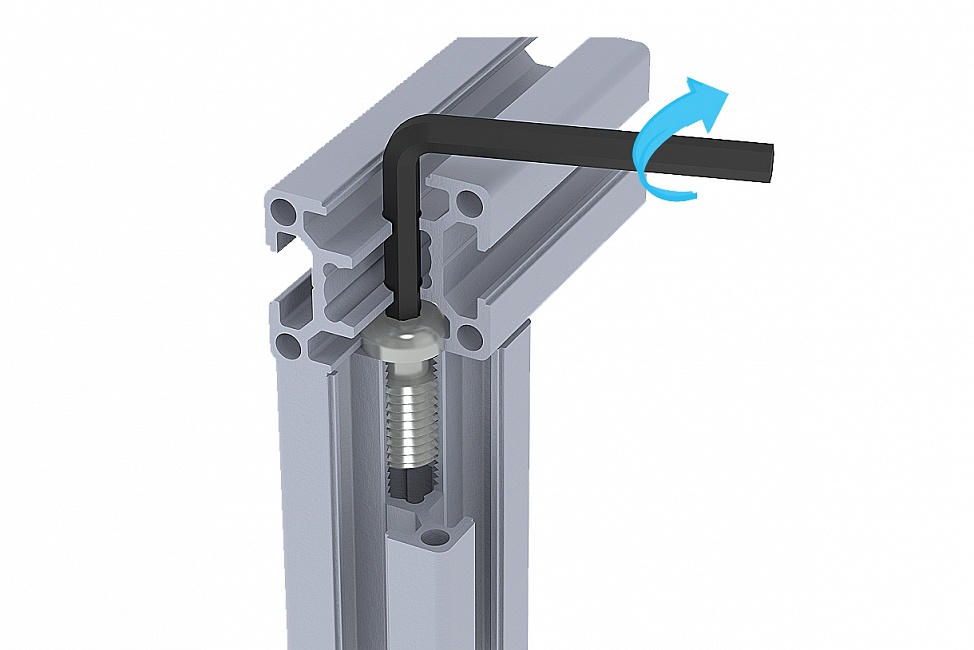 937”)49” (49.00”)49-1/16” (49.062”)49-1/8” (49.125”)49-3/16” (49.187”)49- 1/4” (49,25”)49-5/16” (49,312”)49-3/8” (49,375”)49-7/16” (49,437”)49-1/ 2” (49,5”)49-9/16” (49,562”)49-5/8” (49,625”)49-11/16” (49,687”)49-3/4′ ‘ (49,75”)49-13/16” (49,812”)49-7/8” (49,875”)49-15/16” (49,937”)50” (50,00”) 50-1/16” (50,062”)50-1/8” (50,125”)50-3/16” (50,187”)50-1/4” (50,25”)50- 5/16” (50,312”)50-3/8” (50,375”)50-7/16” (50,437”)50-1/2” (50,5”)50-9/ 16 дюймов (50,562 дюйма) 50–5/8 дюймов (50,5 дюйма).625”)50-11/16” (50,687”)50-3/4” (50,75”)50-13/16” (50,812”)50-7/8” (50,875” ‘)50-15/16” (50.937”)51” (51.00”)51-1/16” (51.062”)51-1/8” (51.125”)51-3/ 16 дюймов (51,187 дюйма) 51-1/4 дюйма (51,25 дюйма) 51-5/16 дюйма (51,312 дюйма) 51-3/8 дюйма (51,375 дюйма) 51-7/16 дюйма ‘ (51.437”)51-1/2” (51.5”)51-9/16” (51.562”)51-5/8” (51.625”)51-11/16” ( 51,687”)51-3/4” (51,75”)51-13/16” (51,812”)51-7/8” (51,875”)51-15/16” (51,937” ‘)52” (52.
937”)49” (49.00”)49-1/16” (49.062”)49-1/8” (49.125”)49-3/16” (49.187”)49- 1/4” (49,25”)49-5/16” (49,312”)49-3/8” (49,375”)49-7/16” (49,437”)49-1/ 2” (49,5”)49-9/16” (49,562”)49-5/8” (49,625”)49-11/16” (49,687”)49-3/4′ ‘ (49,75”)49-13/16” (49,812”)49-7/8” (49,875”)49-15/16” (49,937”)50” (50,00”) 50-1/16” (50,062”)50-1/8” (50,125”)50-3/16” (50,187”)50-1/4” (50,25”)50- 5/16” (50,312”)50-3/8” (50,375”)50-7/16” (50,437”)50-1/2” (50,5”)50-9/ 16 дюймов (50,562 дюйма) 50–5/8 дюймов (50,5 дюйма).625”)50-11/16” (50,687”)50-3/4” (50,75”)50-13/16” (50,812”)50-7/8” (50,875” ‘)50-15/16” (50.937”)51” (51.00”)51-1/16” (51.062”)51-1/8” (51.125”)51-3/ 16 дюймов (51,187 дюйма) 51-1/4 дюйма (51,25 дюйма) 51-5/16 дюйма (51,312 дюйма) 51-3/8 дюйма (51,375 дюйма) 51-7/16 дюйма ‘ (51.437”)51-1/2” (51.5”)51-9/16” (51.562”)51-5/8” (51.625”)51-11/16” ( 51,687”)51-3/4” (51,75”)51-13/16” (51,812”)51-7/8” (51,875”)51-15/16” (51,937” ‘)52” (52. 00”)52-1/16” (52.062”)52-1/8” (52.125”)52-3/16” (52.187”)52-1/ 4” (52,25”) 52-5/16” (52.312 дюймов)52-3/8 дюйма (52,375 дюйма)52-7/16 дюйма (52,437 дюйма)52-1/2 дюйма (52,5 дюйма)52-9/16 дюйма (52,562 дюйма) ‘)52-5/8” (52,625”)52-11/16” (52,687”)52-3/4” (52,75”)52-13/16” (52,812”) 52-7/8” (52,875”)52-15/16” (52,937”)53” (53,00”)53-1/16” (53,062”)53-1/8’ ‘ (53,125”)53-3/16” (53,187”)53-1/4” (53,25”)53-5/16” (53,312”)53-3/8” ( 53,375 дюйма)53-7/16 дюйма (53,437 дюйма)53-1/2 дюйма (53,5 дюйма)53-9/16 дюйма (53,562 дюйма)53-5/8 дюйма (53,625 дюйма) ‘)53-11/16” (53,687”)53-3/4” (53,75”)53-13/16” (53,812”)53-7/8” (53,875”) 53-15/16 дюймов (53.937”)54” (54.00”)54-1/16” (54.062”)54-1/8” (54.125”)54-3/16” (54.187”)54- 1/4” (54,25”)54-5/16” (54,312”)54-3/8” (54,375”)54-7/16” (54,437”)54-1/ 2” (54,5”)54-9/16” (54,562”)54-5/8” (54,625”)54-11/16” (54,687”)54-3/4’ ‘ (54,75”)54-13/16” (54,812”)54-7/8” (54,875”)54-15/16” (54,937”)55” (55,00”) 55-1/16” (55,062”)55-1/8” (55,125”)55-3/16” (55,187”)55-1/4” (55,25”)55- 5/16” (55,312”)55-3/8” (55,375”)55-7/16” (55,437”)55-1/2” (55,5”)55-9/ 16 дюймов (55,562 дюйма) 55–5/8 дюймов (55,5 дюйма).
00”)52-1/16” (52.062”)52-1/8” (52.125”)52-3/16” (52.187”)52-1/ 4” (52,25”) 52-5/16” (52.312 дюймов)52-3/8 дюйма (52,375 дюйма)52-7/16 дюйма (52,437 дюйма)52-1/2 дюйма (52,5 дюйма)52-9/16 дюйма (52,562 дюйма) ‘)52-5/8” (52,625”)52-11/16” (52,687”)52-3/4” (52,75”)52-13/16” (52,812”) 52-7/8” (52,875”)52-15/16” (52,937”)53” (53,00”)53-1/16” (53,062”)53-1/8’ ‘ (53,125”)53-3/16” (53,187”)53-1/4” (53,25”)53-5/16” (53,312”)53-3/8” ( 53,375 дюйма)53-7/16 дюйма (53,437 дюйма)53-1/2 дюйма (53,5 дюйма)53-9/16 дюйма (53,562 дюйма)53-5/8 дюйма (53,625 дюйма) ‘)53-11/16” (53,687”)53-3/4” (53,75”)53-13/16” (53,812”)53-7/8” (53,875”) 53-15/16 дюймов (53.937”)54” (54.00”)54-1/16” (54.062”)54-1/8” (54.125”)54-3/16” (54.187”)54- 1/4” (54,25”)54-5/16” (54,312”)54-3/8” (54,375”)54-7/16” (54,437”)54-1/ 2” (54,5”)54-9/16” (54,562”)54-5/8” (54,625”)54-11/16” (54,687”)54-3/4’ ‘ (54,75”)54-13/16” (54,812”)54-7/8” (54,875”)54-15/16” (54,937”)55” (55,00”) 55-1/16” (55,062”)55-1/8” (55,125”)55-3/16” (55,187”)55-1/4” (55,25”)55- 5/16” (55,312”)55-3/8” (55,375”)55-7/16” (55,437”)55-1/2” (55,5”)55-9/ 16 дюймов (55,562 дюйма) 55–5/8 дюймов (55,5 дюйма). 625 дюймов) 55-11/16 дюймов (55,687 дюймов) 55-3/4 дюймов (55,75 дюймов) 55-13/16 дюймов (55,812 дюймов) 55-7/8 дюймов (55,875 футов) ‘)55-15/16” (55.937”)56” (56.00”)56-1/16” (56.062”)56-1/8” (56.125”)56-3/ 16 дюймов (56,187 дюймов) 56-1/4 дюймов (56,25 дюймов) 56-5/16 дюймов (56,312 дюймов) 56-3/8 дюймов (56,375 дюймов) 56-7/16 дюймов ‘ (56.437”)56-1/2” (56.5”)56-9/16” (56.562”)56-5/8” (56.625”)56-11/16” ( 56,687”)56-3/4” (56,75”)56-13/16” (56,812”)56-7/8” (56,875”)56-15/16” (56,937” ‘)57” (57.00”)57-1/16” (57.062”)57-1/8” (57.125”)57-3/16” (57.187”)57-1/ 4” (57,25”) 57-5/16” (57.312”)57-3/8” (57,375”)57-7/16” (57,437”)57-1/2” (57,5”)57-9/16” (57,562’) ‘)57-5/8” (57,625”)57-11/16” (57,687”)57-3/4” (57,75”)57-13/16” (57,812”) 57-7/8” (57,875”)57-15/16” (57,937”)58” (58,00”)58-1/16” (58,062”)58-1/8’ ‘ (58,125”)58-3/16” (58,187”)58-1/4” (58,25”)58-5/16” (58,312”)58-3/8” ( 58,375”)58-7/16” (58,437”)58-1/2” (58,5”)58-9/16” (58,562”)58-5/8” (58,625” ‘)58-11/16” (58,687”)58-3/4” (58,75”)58-13/16” (58,812”)58-7/8” (58,875”) 58-15/16 дюймов (58.
625 дюймов) 55-11/16 дюймов (55,687 дюймов) 55-3/4 дюймов (55,75 дюймов) 55-13/16 дюймов (55,812 дюймов) 55-7/8 дюймов (55,875 футов) ‘)55-15/16” (55.937”)56” (56.00”)56-1/16” (56.062”)56-1/8” (56.125”)56-3/ 16 дюймов (56,187 дюймов) 56-1/4 дюймов (56,25 дюймов) 56-5/16 дюймов (56,312 дюймов) 56-3/8 дюймов (56,375 дюймов) 56-7/16 дюймов ‘ (56.437”)56-1/2” (56.5”)56-9/16” (56.562”)56-5/8” (56.625”)56-11/16” ( 56,687”)56-3/4” (56,75”)56-13/16” (56,812”)56-7/8” (56,875”)56-15/16” (56,937” ‘)57” (57.00”)57-1/16” (57.062”)57-1/8” (57.125”)57-3/16” (57.187”)57-1/ 4” (57,25”) 57-5/16” (57.312”)57-3/8” (57,375”)57-7/16” (57,437”)57-1/2” (57,5”)57-9/16” (57,562’) ‘)57-5/8” (57,625”)57-11/16” (57,687”)57-3/4” (57,75”)57-13/16” (57,812”) 57-7/8” (57,875”)57-15/16” (57,937”)58” (58,00”)58-1/16” (58,062”)58-1/8’ ‘ (58,125”)58-3/16” (58,187”)58-1/4” (58,25”)58-5/16” (58,312”)58-3/8” ( 58,375”)58-7/16” (58,437”)58-1/2” (58,5”)58-9/16” (58,562”)58-5/8” (58,625” ‘)58-11/16” (58,687”)58-3/4” (58,75”)58-13/16” (58,812”)58-7/8” (58,875”) 58-15/16 дюймов (58. 937”)59” (59.00”)59-1/16” (59.062”)59-1/8” (59.125”)59-3/16” (59.187”)59- 1/4” (59,25”)59-5/16” (59,312”)59-3/8” (59,375”)59-7/16” (59,437”)59-1/ 2” (59,5”)59-9/16” (59,562”)59-5/8” (59,625”)59-11/16” (59,687”)59-3/4′ ‘ (59,75”)59-13/16” (59,812”)59-7/8” (59,875”)59-15/16” (59,937”)60” (60,00”) 60-1/16” (60,062”)60-1/8” (60,125”)60-3/16” (60,187”)60-1/4” (60,25”)60- 5/16” (60,312”)60-3/8” (60,375”)60-7/16” (60,437”)60-1/2” (60,5”)60-9/ 16 дюймов (60,562 дюйма) 60–5/8 дюймов (60,5 дюйма).625 дюймов) 60-11/16 дюймов (60,687 дюймов) 60-3/4 дюймов (60,75 дюймов) 60-13/16 дюймов (60,812 дюймов) 60-7/8 дюймов (60,875 дюймов) ‘)60-15/16” (60,937”)61” (61,00”)61-1/16” (61,062”)61-1/8” (61,125”)61-3/ 16 дюймов (61,187 дюйма) 61–1/4 дюйма (61,25 дюйма) 61–5/16 дюймов (61,312 дюйма) 61–3/8 дюйма (61,375 дюйма) 61–7/16 дюймов ‘ (61,437”)61-1/2” (61,5”)61-9/16” (61,562”)61-5/8” (61,625”)61-11/16” ( 61,687”)61-3/4” (61,75”)61-13/16” (61,812”)61-7/8” (61,875”)61-15/16” (61,937” ‘)62” (62.
937”)59” (59.00”)59-1/16” (59.062”)59-1/8” (59.125”)59-3/16” (59.187”)59- 1/4” (59,25”)59-5/16” (59,312”)59-3/8” (59,375”)59-7/16” (59,437”)59-1/ 2” (59,5”)59-9/16” (59,562”)59-5/8” (59,625”)59-11/16” (59,687”)59-3/4′ ‘ (59,75”)59-13/16” (59,812”)59-7/8” (59,875”)59-15/16” (59,937”)60” (60,00”) 60-1/16” (60,062”)60-1/8” (60,125”)60-3/16” (60,187”)60-1/4” (60,25”)60- 5/16” (60,312”)60-3/8” (60,375”)60-7/16” (60,437”)60-1/2” (60,5”)60-9/ 16 дюймов (60,562 дюйма) 60–5/8 дюймов (60,5 дюйма).625 дюймов) 60-11/16 дюймов (60,687 дюймов) 60-3/4 дюймов (60,75 дюймов) 60-13/16 дюймов (60,812 дюймов) 60-7/8 дюймов (60,875 дюймов) ‘)60-15/16” (60,937”)61” (61,00”)61-1/16” (61,062”)61-1/8” (61,125”)61-3/ 16 дюймов (61,187 дюйма) 61–1/4 дюйма (61,25 дюйма) 61–5/16 дюймов (61,312 дюйма) 61–3/8 дюйма (61,375 дюйма) 61–7/16 дюймов ‘ (61,437”)61-1/2” (61,5”)61-9/16” (61,562”)61-5/8” (61,625”)61-11/16” ( 61,687”)61-3/4” (61,75”)61-13/16” (61,812”)61-7/8” (61,875”)61-15/16” (61,937” ‘)62” (62.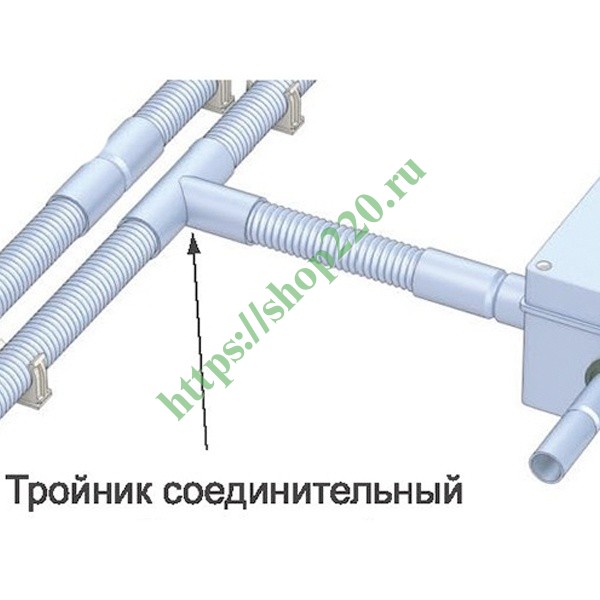 00”)62-1/16” (62.062”)62-1/8” (62.125”)62-3/16” (62.187”)62-1/ 4” (62,25”) 62-5/16” (62.312”)62-3/8” (62,375”)62-7/16” (62,437”)62-1/2” (62,5”)62-9/16” (62,562′) ‘)62-5/8” (62,625”)62-11/16” (62,687”)62-3/4” (62,75”)62-13/16” (62,812”) 62-7/8” (62,875”)62-15/16” (62,937”)63” (63,00”)63-1/16” (63,062”)63-1/8’ ‘ (63,125”)63-3/16” (63,187”)63-1/4” (63,25”)63-5/16” (63,312”)63-3/8” ( 63,375 дюйма)63-7/16 дюйма (63,437 дюйма)63-1/2 дюйма (63,5 дюйма)63-9/16 дюйма (63,562 дюйма)63-5/8 дюйма (63,625 дюйма) ‘)63-11/16” (63,687”)63-3/4” (63,75”)63-13/16” (63,812”)63-7/8” (63,875”) 63-15/16” (63.937”)64” (64.00”)64-1/16” (64.062”)64-1/8” (64.125”)64-3/16” (64.187”)64- 1/4” (64,25”)64-5/16” (64,312”)64-3/8” (64,375”)64-7/16” (64,437”)64-1/ 2” (64,5”)64-9/16” (64,562”)64-5/8” (64,625”)64-11/16” (64,687”)64-3/4’ ‘ (64,75”)64-13/16” (64,812”)64-7/8” (64,875”)64-15/16” (64,937”)65” (65,00”) 65-1/16” (65,062”)65-1/8” (65,125”)65-3/16” (65,187”)65-1/4” (65,25”)65- 5/16” (65,312”)65-3/8” (65,375”)65-7/16” (65,437”)65-1/2” (65,5”)65-9/ 16 дюймов (65,562 дюйма) 65–5/8 дюймов (65,5 дюйма).
00”)62-1/16” (62.062”)62-1/8” (62.125”)62-3/16” (62.187”)62-1/ 4” (62,25”) 62-5/16” (62.312”)62-3/8” (62,375”)62-7/16” (62,437”)62-1/2” (62,5”)62-9/16” (62,562′) ‘)62-5/8” (62,625”)62-11/16” (62,687”)62-3/4” (62,75”)62-13/16” (62,812”) 62-7/8” (62,875”)62-15/16” (62,937”)63” (63,00”)63-1/16” (63,062”)63-1/8’ ‘ (63,125”)63-3/16” (63,187”)63-1/4” (63,25”)63-5/16” (63,312”)63-3/8” ( 63,375 дюйма)63-7/16 дюйма (63,437 дюйма)63-1/2 дюйма (63,5 дюйма)63-9/16 дюйма (63,562 дюйма)63-5/8 дюйма (63,625 дюйма) ‘)63-11/16” (63,687”)63-3/4” (63,75”)63-13/16” (63,812”)63-7/8” (63,875”) 63-15/16” (63.937”)64” (64.00”)64-1/16” (64.062”)64-1/8” (64.125”)64-3/16” (64.187”)64- 1/4” (64,25”)64-5/16” (64,312”)64-3/8” (64,375”)64-7/16” (64,437”)64-1/ 2” (64,5”)64-9/16” (64,562”)64-5/8” (64,625”)64-11/16” (64,687”)64-3/4’ ‘ (64,75”)64-13/16” (64,812”)64-7/8” (64,875”)64-15/16” (64,937”)65” (65,00”) 65-1/16” (65,062”)65-1/8” (65,125”)65-3/16” (65,187”)65-1/4” (65,25”)65- 5/16” (65,312”)65-3/8” (65,375”)65-7/16” (65,437”)65-1/2” (65,5”)65-9/ 16 дюймов (65,562 дюйма) 65–5/8 дюймов (65,5 дюйма). 625 дюймов) 65-11/16 дюймов (65,687 дюймов) 65-3/4 дюймов (65,75 дюймов) 65-13/16 дюймов (65,812 дюймов) 65-7/8 дюймов (65,875 футов) ‘)65-15/16” (65,937”)66” (66,00”)66-1/16” (66,062”)66-1/8” (66,125”)66-3/ 16 дюймов (66,187 дюймов) 66-1/4 дюймов (66,25 дюймов) 66-5/16 дюймов (66,312 дюймов) 66-3/8 дюймов (66,375 дюймов) 66-7/16 дюймов ‘ (66,437”)66-1/2” (66,5”)66-9/16” (66,562”)66-5/8” (66,625”)66-11/16” ( 66,687”)66-3/4” (66,75”)66-13/16” (66,812”)66-7/8” (66,875”)66-15/16” (66,937” ‘)67” (67.00”)67-1/16” (67.062”)67-1/8” (67.125”)67-3/16” (67.187”)67-1/ 4” (67,25”) 67-5/16” (67.312”)67-3/8” (67,375”)67-7/16” (67,437”)67-1/2” (67,5”)67-9/16” (67,562’) ‘)67-5/8” (67,625”)67-11/16” (67,687”)67-3/4” (67,75”)67-13/16” (67,812”) 67-7/8” (67,875”)67-15/16” (67,937”)68” (68,00”)68-1/16” (68,062”)68-1/8’ ‘ (68,125”)68-3/16” (68,187”)68-1/4” (68,25”)68-5/16” (68,312”)68-3/8” ( 68,375 дюйма)68-7/16 дюйма (68,437 дюйма)68-1/2 дюйма (68,5 дюйма)68-9/16 дюйма (68,562 дюйма)68-5/8 дюйма (68,625 дюйма) ‘)68-11/16” (68,687”)68-3/4” (68,75”)68-13/16” (68,812”)68-7/8” (68,875”) 68-15/16 дюймов (68.
625 дюймов) 65-11/16 дюймов (65,687 дюймов) 65-3/4 дюймов (65,75 дюймов) 65-13/16 дюймов (65,812 дюймов) 65-7/8 дюймов (65,875 футов) ‘)65-15/16” (65,937”)66” (66,00”)66-1/16” (66,062”)66-1/8” (66,125”)66-3/ 16 дюймов (66,187 дюймов) 66-1/4 дюймов (66,25 дюймов) 66-5/16 дюймов (66,312 дюймов) 66-3/8 дюймов (66,375 дюймов) 66-7/16 дюймов ‘ (66,437”)66-1/2” (66,5”)66-9/16” (66,562”)66-5/8” (66,625”)66-11/16” ( 66,687”)66-3/4” (66,75”)66-13/16” (66,812”)66-7/8” (66,875”)66-15/16” (66,937” ‘)67” (67.00”)67-1/16” (67.062”)67-1/8” (67.125”)67-3/16” (67.187”)67-1/ 4” (67,25”) 67-5/16” (67.312”)67-3/8” (67,375”)67-7/16” (67,437”)67-1/2” (67,5”)67-9/16” (67,562’) ‘)67-5/8” (67,625”)67-11/16” (67,687”)67-3/4” (67,75”)67-13/16” (67,812”) 67-7/8” (67,875”)67-15/16” (67,937”)68” (68,00”)68-1/16” (68,062”)68-1/8’ ‘ (68,125”)68-3/16” (68,187”)68-1/4” (68,25”)68-5/16” (68,312”)68-3/8” ( 68,375 дюйма)68-7/16 дюйма (68,437 дюйма)68-1/2 дюйма (68,5 дюйма)68-9/16 дюйма (68,562 дюйма)68-5/8 дюйма (68,625 дюйма) ‘)68-11/16” (68,687”)68-3/4” (68,75”)68-13/16” (68,812”)68-7/8” (68,875”) 68-15/16 дюймов (68. 937”)69” (69.00”)69-1/16” (69.062”)69-1/8” (69.125”)69-3/16” (69.187”)69- 1/4” (69,25”)69-5/16” (69,312”)69-3/8” (69,375”)69-7/16” (69,437”)69-1/ 2” (69,5”)69-9/16” (69,562”)69-5/8” (69,625”)69-11/16” (69,687”)69-3/4′ ‘ (69,75”)69-13/16” (69,812”)69-7/8” (69,875”)69-15/16” (69,937”)70” (70,00”) 70-1/16” (70,062”)70-1/8” (70,125”)70-3/16” (70,187”)70-1/4” (70,25”)70- 5/16” (70,312”)70-3/8” (70,375”)70-7/16” (70,437”)70-1/2” (70,5”)70-9/ 16 дюймов (70,562 дюйма) 70–5/8 дюймов (70,5 дюйма).625”)70-11/16” (70,687”)70-3/4” (70,75”)70-13/16” (70,812”)70-7/8” (70,875” ‘)70-15/16” (70,937”)71” (71,00”)71-1/16” (71,062”)71-1/8” (71,125”)71-3/ 16” (71,187”)71-1/4” (71,25”)71-5/16” (71,312”)71-3/8” (71,375”)71-7/16’ ‘ (71,437”)71-1/2” (71,5”)71-9/16” (71,562”)71-5/8” (71,625”)71-11/16” ( 71,687”)71-3/4” (71,75”)71-13/16” (71,812”)71-7/8” (71,875”)71-15/16” (71,937” ‘)72” (72.00”)72-1/16” (72.062”)72-1/8” (72.
937”)69” (69.00”)69-1/16” (69.062”)69-1/8” (69.125”)69-3/16” (69.187”)69- 1/4” (69,25”)69-5/16” (69,312”)69-3/8” (69,375”)69-7/16” (69,437”)69-1/ 2” (69,5”)69-9/16” (69,562”)69-5/8” (69,625”)69-11/16” (69,687”)69-3/4′ ‘ (69,75”)69-13/16” (69,812”)69-7/8” (69,875”)69-15/16” (69,937”)70” (70,00”) 70-1/16” (70,062”)70-1/8” (70,125”)70-3/16” (70,187”)70-1/4” (70,25”)70- 5/16” (70,312”)70-3/8” (70,375”)70-7/16” (70,437”)70-1/2” (70,5”)70-9/ 16 дюймов (70,562 дюйма) 70–5/8 дюймов (70,5 дюйма).625”)70-11/16” (70,687”)70-3/4” (70,75”)70-13/16” (70,812”)70-7/8” (70,875” ‘)70-15/16” (70,937”)71” (71,00”)71-1/16” (71,062”)71-1/8” (71,125”)71-3/ 16” (71,187”)71-1/4” (71,25”)71-5/16” (71,312”)71-3/8” (71,375”)71-7/16’ ‘ (71,437”)71-1/2” (71,5”)71-9/16” (71,562”)71-5/8” (71,625”)71-11/16” ( 71,687”)71-3/4” (71,75”)71-13/16” (71,812”)71-7/8” (71,875”)71-15/16” (71,937” ‘)72” (72.00”)72-1/16” (72.062”)72-1/8” (72. 125”)72-3/16” (72.187”)72-1/ 4” (72,25”) 72-5/16” (72.312”)72-3/8” (72,375”)72-7/16” (72,437”)72-1/2” (72,5”)72-9/16” (72,562′) ‘)72-5/8” (72,625”)72-11/16” (72,687”)72-3/4” (72,75”)72-13/16” (72,812”) 72-7/8” (72,875”)72-15/16” (72,937”)73” (73,00”)73-1/16” (73,062”)73-1/8’ ‘ (73,125”)73-3/16” (73,187”)73-1/4” (73,25”)73-5/16” (73,312”)73-3/8” ( 73,375 дюйма)73-7/16 дюйма (73,437 дюйма)73-1/2 дюйма (73,5 дюйма)73-9/16 дюйма (73,562 дюйма)73-5/8 дюйма (73,625 дюйма) ‘)73-11/16” (73,687”)73-3/4” (73,75”)73-13/16” (73,812”)73-7/8” (73,875”) 73-15/16” (73.937”)74” (74.00”)74-1/16” (74.062”)74-1/8” (74.125”)74-3/16” (74.187”)74- 1/4” (74,25”)74-5/16” (74,312”)74-3/8” (74,375”)74-7/16” (74,437”)74-1/ 2” (74,5”)74-9/16” (74,562”)74-5/8” (74,625”)74-11/16” (74,687”)74-3/4’ ‘ (74,75”)74-13/16” (74,812”)74-7/8” (74,875”)74-15/16” (74,937”)75” (75,00”) 75-1/16” (75,062”)75-1/8” (75,125”)75-3/16” (75,187”)75-1/4” (75,25”)75- 5/16” (75,312”)75-3/8” (75,375”)75-7/16” (75,437”)75-1/2” (75,5”)75-9/ 16 дюймов (75,562 дюйма) 75–5/8 дюймов (75,5 дюйма).
125”)72-3/16” (72.187”)72-1/ 4” (72,25”) 72-5/16” (72.312”)72-3/8” (72,375”)72-7/16” (72,437”)72-1/2” (72,5”)72-9/16” (72,562′) ‘)72-5/8” (72,625”)72-11/16” (72,687”)72-3/4” (72,75”)72-13/16” (72,812”) 72-7/8” (72,875”)72-15/16” (72,937”)73” (73,00”)73-1/16” (73,062”)73-1/8’ ‘ (73,125”)73-3/16” (73,187”)73-1/4” (73,25”)73-5/16” (73,312”)73-3/8” ( 73,375 дюйма)73-7/16 дюйма (73,437 дюйма)73-1/2 дюйма (73,5 дюйма)73-9/16 дюйма (73,562 дюйма)73-5/8 дюйма (73,625 дюйма) ‘)73-11/16” (73,687”)73-3/4” (73,75”)73-13/16” (73,812”)73-7/8” (73,875”) 73-15/16” (73.937”)74” (74.00”)74-1/16” (74.062”)74-1/8” (74.125”)74-3/16” (74.187”)74- 1/4” (74,25”)74-5/16” (74,312”)74-3/8” (74,375”)74-7/16” (74,437”)74-1/ 2” (74,5”)74-9/16” (74,562”)74-5/8” (74,625”)74-11/16” (74,687”)74-3/4’ ‘ (74,75”)74-13/16” (74,812”)74-7/8” (74,875”)74-15/16” (74,937”)75” (75,00”) 75-1/16” (75,062”)75-1/8” (75,125”)75-3/16” (75,187”)75-1/4” (75,25”)75- 5/16” (75,312”)75-3/8” (75,375”)75-7/16” (75,437”)75-1/2” (75,5”)75-9/ 16 дюймов (75,562 дюйма) 75–5/8 дюймов (75,5 дюйма).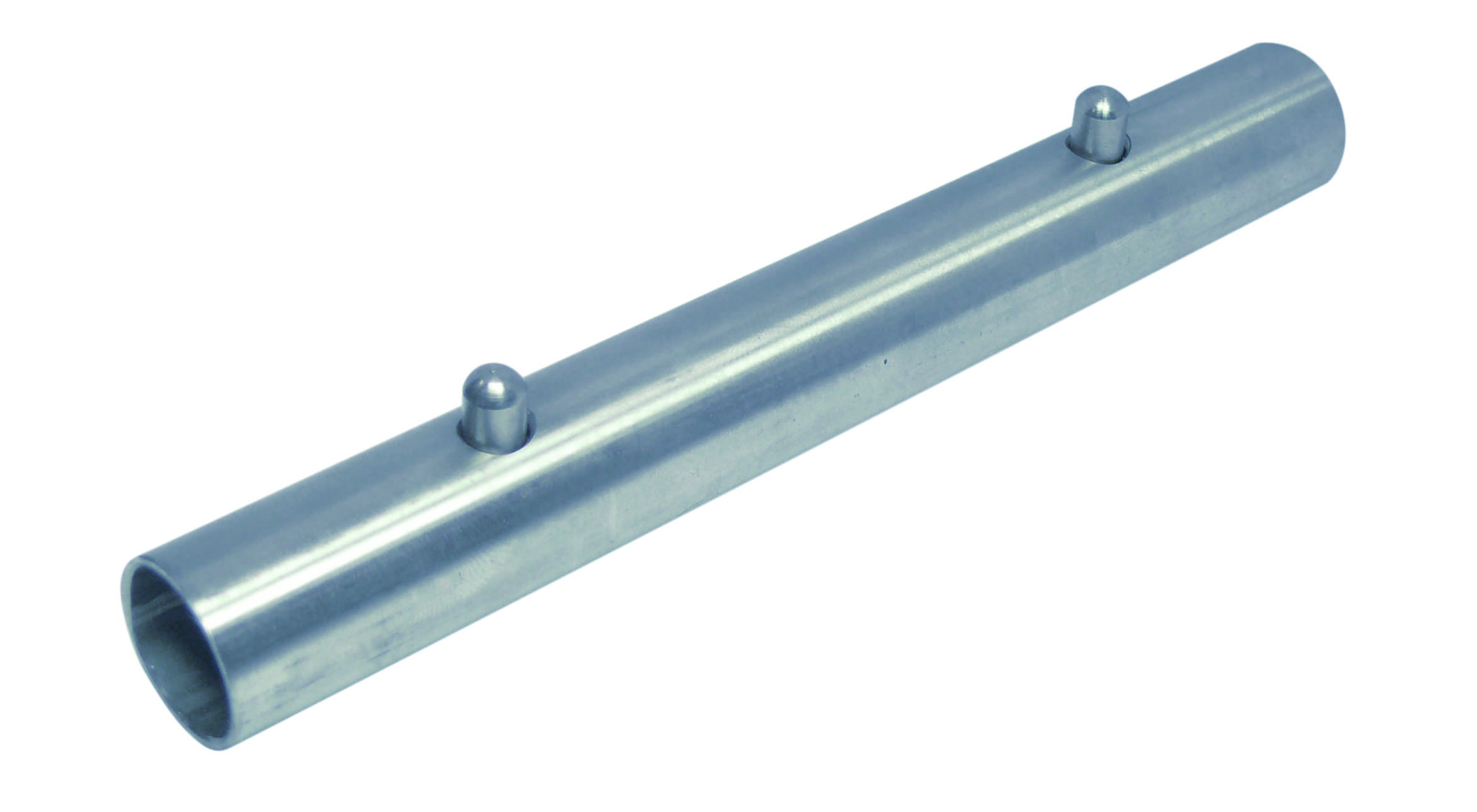 625 дюймов) 75-11/16 дюймов (75,687 дюймов) 75-3/4 дюймов (75,75 дюймов) 75-13/16 дюймов (75,812 дюймов) 75-7/8 дюймов (75,875 футов) ‘)75-15/16” (75,937”)76” (76,00”)76-1/16” (76,062”)76-1/8” (76,125”)76-3/ 16 дюймов (76,187 дюйма)76-1/4 дюйма (76,25 дюйма)76-5/16 дюйма (76,312 дюйма)76-3/8 дюйма (76,375 дюйма)76-7/16 футов ‘ (76,437”)76-1/2” (76,5”)76-9/16” (76,562”)76-5/8” (76,625”)76-11/16” ( 76,687”)76-3/4” (76,75”)76-13/16” (76,812”)76-7/8” (76,875”)76-15/16” (76,937” ‘)77” (77.00”)77-1/16” (77.062”)77-1/8” (77.125”)77-3/16” (77.187”)77-1/ 4” (77,25”) 77-5/16” (77.312”)77-3/8” (77,375”)77-7/16” (77,437”)77-1/2” (77,5”)77-9/16” (77,562’) ‘)77-5/8” (77,625”)77-11/16” (77,687”)77-3/4” (77,75”)77-13/16” (77,812”) 77-7/8” (77,875”)77-15/16” (77,937”)78” (78,00”)78-1/16” (78,062”)78-1/8’ ‘ (78,125”)78-3/16” (78,187”)78-1/4” (78,25”)78-5/16” (78,312”)78-3/8” ( 78,375 дюйма)78-7/16 дюйма (78,437 дюйма)78-1/2 дюйма (78,5 дюйма)78-9/16 дюйма (78,562 дюйма)78-5/8 дюйма (78,625 дюйма) ‘)78-11/16” (78,687”)78-3/4” (78,75”)78-13/16” (78,812”)78-7/8” (78,875”) 78-15/16 дюймов (78.
625 дюймов) 75-11/16 дюймов (75,687 дюймов) 75-3/4 дюймов (75,75 дюймов) 75-13/16 дюймов (75,812 дюймов) 75-7/8 дюймов (75,875 футов) ‘)75-15/16” (75,937”)76” (76,00”)76-1/16” (76,062”)76-1/8” (76,125”)76-3/ 16 дюймов (76,187 дюйма)76-1/4 дюйма (76,25 дюйма)76-5/16 дюйма (76,312 дюйма)76-3/8 дюйма (76,375 дюйма)76-7/16 футов ‘ (76,437”)76-1/2” (76,5”)76-9/16” (76,562”)76-5/8” (76,625”)76-11/16” ( 76,687”)76-3/4” (76,75”)76-13/16” (76,812”)76-7/8” (76,875”)76-15/16” (76,937” ‘)77” (77.00”)77-1/16” (77.062”)77-1/8” (77.125”)77-3/16” (77.187”)77-1/ 4” (77,25”) 77-5/16” (77.312”)77-3/8” (77,375”)77-7/16” (77,437”)77-1/2” (77,5”)77-9/16” (77,562’) ‘)77-5/8” (77,625”)77-11/16” (77,687”)77-3/4” (77,75”)77-13/16” (77,812”) 77-7/8” (77,875”)77-15/16” (77,937”)78” (78,00”)78-1/16” (78,062”)78-1/8’ ‘ (78,125”)78-3/16” (78,187”)78-1/4” (78,25”)78-5/16” (78,312”)78-3/8” ( 78,375 дюйма)78-7/16 дюйма (78,437 дюйма)78-1/2 дюйма (78,5 дюйма)78-9/16 дюйма (78,562 дюйма)78-5/8 дюйма (78,625 дюйма) ‘)78-11/16” (78,687”)78-3/4” (78,75”)78-13/16” (78,812”)78-7/8” (78,875”) 78-15/16 дюймов (78. 937”)79” (79.00”)79-1/16” (79.062”)79-1/8” (79.125”)79-3/16” (79.187”)79- 1/4” (79,25”)79-5/16” (79,312”)79-3/8” (79,375”)79-7/16” (79,437”)79-1/ 2” (79,5”)79-9/16” (79,562”)79-5/8” (79,625”)79-11/16” (79,687”)79-3/4′ ‘ (79,75”)79-13/16” (79,812”)79-7/8” (79,875”)79-15/16” (79,937”)80” (80,00”) 80-1/16” (80,062”)80-1/8” (80,125”)80-3/16” (80,187”)80-1/4” (80,25”)80- 5/16” (80,312”)80-3/8” (80,375”)80-7/16” (80,437”)80-1/2” (80,5”)80-9/ 16 дюймов (80,562 дюймов) 80-5/8 дюймов (80.625”)80-11/16” (80,687”)80-3/4” (80,75”)80-13/16” (80,812”)80-7/8” (80,875” ‘)80-15/16” (80.937”)81” (81.00”)81-1/16” (81.062”)81-1/8” (81.125”)81-3/ 16” (81,187”)81-1/4” (81,25”)81-5/16” (81,312”)81-3/8” (81,375”)81-7/16’ ‘ (81.437”)81-1/2” (81.5”)81-9/16” (81.562”)81-5/8” (81.625”)81-11/16” ( 81,687”)81-3/4” (81,75”)81-13/16” (81,812”)81-7/8” (81,875”)81-15/16” (81,937” ‘)82” (82,00”)82-1/16” (82,062”)82-1/8” (82,125”)82-3/16” (82,187”)82-1/ 4” (82,25”) 82-5/16” (82.
937”)79” (79.00”)79-1/16” (79.062”)79-1/8” (79.125”)79-3/16” (79.187”)79- 1/4” (79,25”)79-5/16” (79,312”)79-3/8” (79,375”)79-7/16” (79,437”)79-1/ 2” (79,5”)79-9/16” (79,562”)79-5/8” (79,625”)79-11/16” (79,687”)79-3/4′ ‘ (79,75”)79-13/16” (79,812”)79-7/8” (79,875”)79-15/16” (79,937”)80” (80,00”) 80-1/16” (80,062”)80-1/8” (80,125”)80-3/16” (80,187”)80-1/4” (80,25”)80- 5/16” (80,312”)80-3/8” (80,375”)80-7/16” (80,437”)80-1/2” (80,5”)80-9/ 16 дюймов (80,562 дюймов) 80-5/8 дюймов (80.625”)80-11/16” (80,687”)80-3/4” (80,75”)80-13/16” (80,812”)80-7/8” (80,875” ‘)80-15/16” (80.937”)81” (81.00”)81-1/16” (81.062”)81-1/8” (81.125”)81-3/ 16” (81,187”)81-1/4” (81,25”)81-5/16” (81,312”)81-3/8” (81,375”)81-7/16’ ‘ (81.437”)81-1/2” (81.5”)81-9/16” (81.562”)81-5/8” (81.625”)81-11/16” ( 81,687”)81-3/4” (81,75”)81-13/16” (81,812”)81-7/8” (81,875”)81-15/16” (81,937” ‘)82” (82,00”)82-1/16” (82,062”)82-1/8” (82,125”)82-3/16” (82,187”)82-1/ 4” (82,25”) 82-5/16” (82. 312”)82-3/8” (82,375”)82-7/16” (82,437”)82-1/2” (82,5”)82-9/16” (82,562′) ‘)82-5/8” (82,625”)82-11/16” (82,687”)82-3/4” (82,75”)82-13/16” (82,812”) 82-7/8” (82,875”)82-15/16” (82,937”)83” (83,00”)83-1/16” (83,062”)83-1/8’ ‘ (83,125”)83-3/16” (83,187”)83-1/4” (83,25”)83-5/16” (83,312”)83-3/8” ( 83,375 дюйма)83-7/16 дюйма (83,437 дюйма)83-1/2 дюйма (83,5 дюйма)83-9/16 дюйма (83,562 дюйма)83-5/8 дюйма (83,625 дюйма) ‘)83-11/16” (83,687”)83-3/4” (83,75”)83-13/16” (83,812”)83-7/8” (83,875”) 83-15/16” (83.937”)84” (84.00”)84-1/16” (84.062”)84-1/8” (84.125”)84-3/16” (84.187”)84- 1/4” (84,25”)84-5/16” (84,312”)84-3/8” (84,375”)84-7/16” (84,437”)84-1/ 2” (84,5”)84-9/16” (84,562”)84-5/8” (84,625”)84-11/16” (84,687”)84-3/4’ ‘ (84,75”)84-13/16” (84,812”)84-7/8” (84,875”)84-15/16” (84,937”)85” (85,00”) 85-1/16” (85,062”)85-1/8” (85,125”)85-3/16” (85,187”)85-1/4” (85,25”)85- 5/16” (85,312”)85-3/8” (85,375”)85-7/16” (85,437”)85-1/2” (85,5”)85-9/ 16 дюймов (85,562 дюйма) 85–5/8 дюймов (85,5 дюйма).
312”)82-3/8” (82,375”)82-7/16” (82,437”)82-1/2” (82,5”)82-9/16” (82,562′) ‘)82-5/8” (82,625”)82-11/16” (82,687”)82-3/4” (82,75”)82-13/16” (82,812”) 82-7/8” (82,875”)82-15/16” (82,937”)83” (83,00”)83-1/16” (83,062”)83-1/8’ ‘ (83,125”)83-3/16” (83,187”)83-1/4” (83,25”)83-5/16” (83,312”)83-3/8” ( 83,375 дюйма)83-7/16 дюйма (83,437 дюйма)83-1/2 дюйма (83,5 дюйма)83-9/16 дюйма (83,562 дюйма)83-5/8 дюйма (83,625 дюйма) ‘)83-11/16” (83,687”)83-3/4” (83,75”)83-13/16” (83,812”)83-7/8” (83,875”) 83-15/16” (83.937”)84” (84.00”)84-1/16” (84.062”)84-1/8” (84.125”)84-3/16” (84.187”)84- 1/4” (84,25”)84-5/16” (84,312”)84-3/8” (84,375”)84-7/16” (84,437”)84-1/ 2” (84,5”)84-9/16” (84,562”)84-5/8” (84,625”)84-11/16” (84,687”)84-3/4’ ‘ (84,75”)84-13/16” (84,812”)84-7/8” (84,875”)84-15/16” (84,937”)85” (85,00”) 85-1/16” (85,062”)85-1/8” (85,125”)85-3/16” (85,187”)85-1/4” (85,25”)85- 5/16” (85,312”)85-3/8” (85,375”)85-7/16” (85,437”)85-1/2” (85,5”)85-9/ 16 дюймов (85,562 дюйма) 85–5/8 дюймов (85,5 дюйма).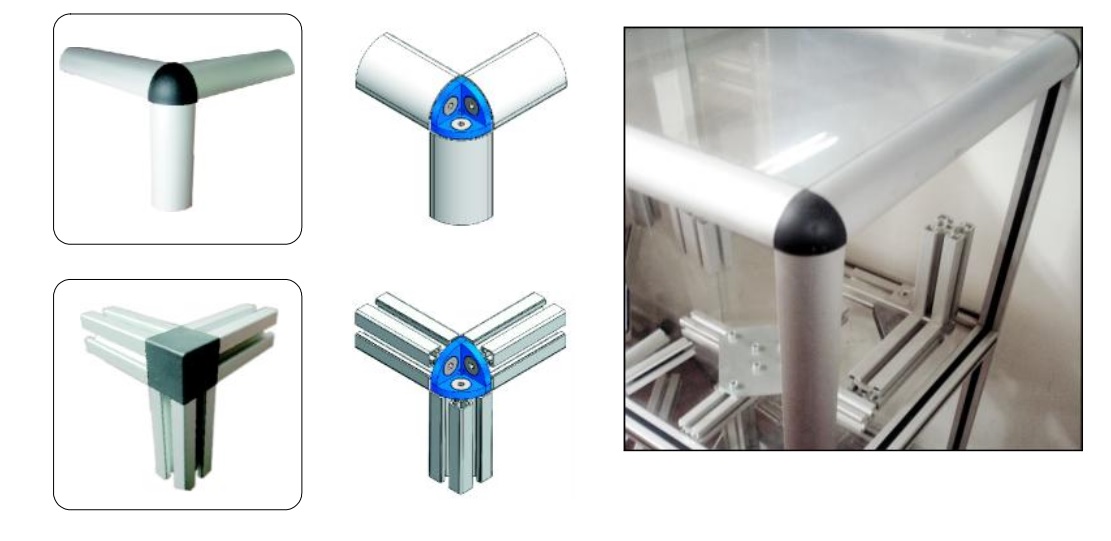 625 дюймов) 85-11/16 дюймов (85,687 дюймов) 85-3/4 дюймов (85,75 дюймов) 85-13/16 дюймов (85,812 дюймов) 85-7/8 дюймов (85,875 футов) ‘)85-15/16” (85,937”)86” (86,00”)86-1/16” (86,062”)86-1/8” (86,125”)86-3/ 16 дюймов (86,187 дюйма)86-1/4 дюйма (86,25 дюйма)86-5/16 дюйма (86,312 дюйма)86-3/8 дюйма (86,375 дюйма)86-7/16 футов ‘ (86,437”)86-1/2” (86,5”)86-9/16” (86,562”)86-5/8” (86,625”)86-11/16” ( 86,687”)86-3/4” (86,75”)86-13/16” (86,812”)86-7/8” (86,875”)86-15/16” (86,937” ‘)87” (87.00”)87-1/16” (87.062”)87-1/8” (87.125”)87-3/16” (87.187”)87-1/ 4” (87,25”) 87-5/16” (87.312”)87-3/8” (87,375”)87-7/16” (87,437”)87-1/2” (87,5”)87-9/16” (87,562’) ‘)87-5/8” (87,625”)87-11/16” (87,687”)87-3/4” (87,75”)87-13/16” (87,812”) 87-7/8” (87,875”)87-15/16” (87,937”)88” (88,00”)88-1/16” (88,062”)88-1/8’ ‘ (88,125”)88-3/16” (88,187”)88-1/4” (88,25”)88-5/16” (88,312”)88-3/8” ( 88,375 дюйма)88-7/16 дюйма (88,437 дюйма)88-1/2 дюйма (88,5 дюйма)88-9/16 дюйма (88,562 дюйма)88-5/8 дюйма (88,625 дюйма) ‘)88-11/16” (88,687”)88-3/4” (88,75”)88-13/16” (88,812”)88-7/8” (88,875”) 88-15/16” (88.
625 дюймов) 85-11/16 дюймов (85,687 дюймов) 85-3/4 дюймов (85,75 дюймов) 85-13/16 дюймов (85,812 дюймов) 85-7/8 дюймов (85,875 футов) ‘)85-15/16” (85,937”)86” (86,00”)86-1/16” (86,062”)86-1/8” (86,125”)86-3/ 16 дюймов (86,187 дюйма)86-1/4 дюйма (86,25 дюйма)86-5/16 дюйма (86,312 дюйма)86-3/8 дюйма (86,375 дюйма)86-7/16 футов ‘ (86,437”)86-1/2” (86,5”)86-9/16” (86,562”)86-5/8” (86,625”)86-11/16” ( 86,687”)86-3/4” (86,75”)86-13/16” (86,812”)86-7/8” (86,875”)86-15/16” (86,937” ‘)87” (87.00”)87-1/16” (87.062”)87-1/8” (87.125”)87-3/16” (87.187”)87-1/ 4” (87,25”) 87-5/16” (87.312”)87-3/8” (87,375”)87-7/16” (87,437”)87-1/2” (87,5”)87-9/16” (87,562’) ‘)87-5/8” (87,625”)87-11/16” (87,687”)87-3/4” (87,75”)87-13/16” (87,812”) 87-7/8” (87,875”)87-15/16” (87,937”)88” (88,00”)88-1/16” (88,062”)88-1/8’ ‘ (88,125”)88-3/16” (88,187”)88-1/4” (88,25”)88-5/16” (88,312”)88-3/8” ( 88,375 дюйма)88-7/16 дюйма (88,437 дюйма)88-1/2 дюйма (88,5 дюйма)88-9/16 дюйма (88,562 дюйма)88-5/8 дюйма (88,625 дюйма) ‘)88-11/16” (88,687”)88-3/4” (88,75”)88-13/16” (88,812”)88-7/8” (88,875”) 88-15/16” (88.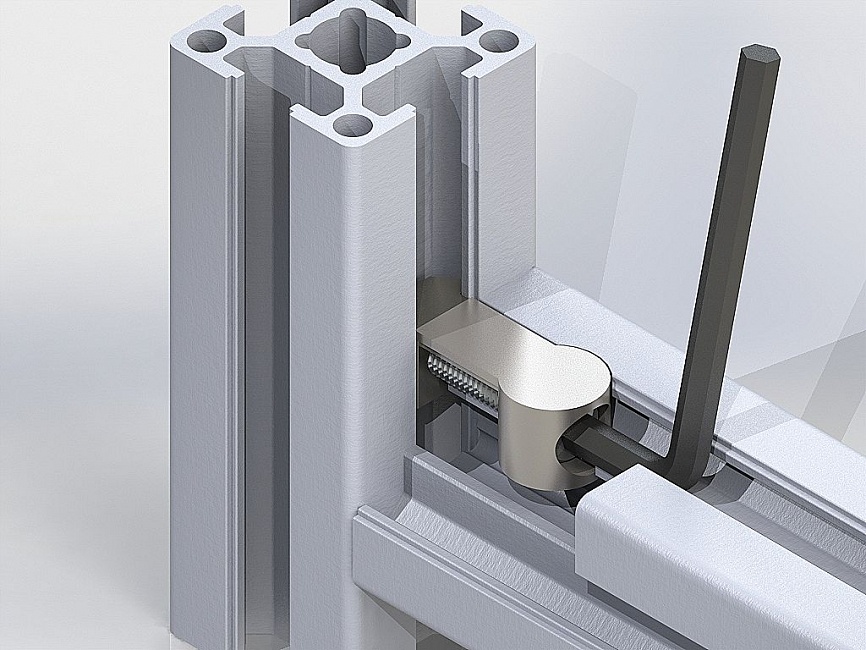 937”)89” (89.00”)89-1/16” (89.062”)89-1/8” (89.125”)89-3/16” (89.187”)89- 1/4” (89,25”)89-5/16” (89,312”)89-3/8” (89,375”)89-7/16” (89,437”)89-1/ 2” (89,5”)89-9/16” (89,562”)89-5/8” (89,625”)89-11/16” (89,687”)89-3/4′ ‘ (89,75”)89-13/16” (89,812”)89-7/8” (89,875”)89-15/16” (89,937”)90” (90,00”) 90-1/16” (90,062”)90-1/8” (90,125”)90-3/16” (90,187”)90-1/4” (90,25”)90- 5/16” (90,312”)90-3/8” (90,375”)90-7/16” (90,437”)90-1/2” (90,5”)90-9/ 16 дюймов (90,562 дюйма) 90–5/8 дюймов (90,5 дюйма).625”)90-11/16” (90,687”)90-3/4” (90,75”)90-13/16” (90,812”)90-7/8” (90,875” ‘)90-15/16” (90,937”)91” (91,00”)91-1/16” (91,062”)91-1/8” (91,125”)91-3/ 16” (91,187”)91-1/4” (91,25”)91-5/16” (91,312”)91-3/8” (91,375”)91-7/16’ ‘ (91,437”)91-1/2” (91,5”)91-9/16” (91,562”)91-5/8” (91,625”)91-11/16” ( 91,687”)91-3/4” (91,75”)91-13/16” (91,812”)91-7/8” (91,875”)91-15/16” (91,937” ‘)92” (92.00”)92-1/16” (92.062”)92-1/8” (92.
937”)89” (89.00”)89-1/16” (89.062”)89-1/8” (89.125”)89-3/16” (89.187”)89- 1/4” (89,25”)89-5/16” (89,312”)89-3/8” (89,375”)89-7/16” (89,437”)89-1/ 2” (89,5”)89-9/16” (89,562”)89-5/8” (89,625”)89-11/16” (89,687”)89-3/4′ ‘ (89,75”)89-13/16” (89,812”)89-7/8” (89,875”)89-15/16” (89,937”)90” (90,00”) 90-1/16” (90,062”)90-1/8” (90,125”)90-3/16” (90,187”)90-1/4” (90,25”)90- 5/16” (90,312”)90-3/8” (90,375”)90-7/16” (90,437”)90-1/2” (90,5”)90-9/ 16 дюймов (90,562 дюйма) 90–5/8 дюймов (90,5 дюйма).625”)90-11/16” (90,687”)90-3/4” (90,75”)90-13/16” (90,812”)90-7/8” (90,875” ‘)90-15/16” (90,937”)91” (91,00”)91-1/16” (91,062”)91-1/8” (91,125”)91-3/ 16” (91,187”)91-1/4” (91,25”)91-5/16” (91,312”)91-3/8” (91,375”)91-7/16’ ‘ (91,437”)91-1/2” (91,5”)91-9/16” (91,562”)91-5/8” (91,625”)91-11/16” ( 91,687”)91-3/4” (91,75”)91-13/16” (91,812”)91-7/8” (91,875”)91-15/16” (91,937” ‘)92” (92.00”)92-1/16” (92.062”)92-1/8” (92. 125”)92-3/16” (92.187”)92-1/ 4” (92,25”) 92-5/16” (92.312”)92-3/8” (92,375”)92-7/16” (92,437”)92-1/2” (92,5”)92-9/16” (92,562′) ‘)92-5/8” (92,625”)92-11/16” (92,687”)92-3/4” (92,75”)92-13/16” (92,812”) 92-7/8” (92,875”)92-15/16” (92,937”)93” (93,00”)93-1/16” (93,062”)93-1/8’ ‘ (93,125”)93-3/16” (93,187”)93-1/4” (93,25”)93-5/16” (93,312”)93-3/8” ( 93,375 дюйма)93-7/16 дюйма (93,437 дюйма)93-1/2 дюйма (93,5 дюйма)93-9/16 дюйма (93,562 дюйма)93-5/8 дюйма (93,625 дюйма) ‘)93-11/16” (93,687”)93-3/4” (93,75”)93-13/16” (93,812”)93-7/8” (93,875”) 93-15/16” (93.937”)94” (94.00”)94-1/16” (94.062”)94-1/8” (94.125”)94-3/16” (94.187”)94- 1/4” (94,25”)94-5/16” (94,312”)94-3/8” (94,375”)94-7/16” (94,437”)94-1/ 2” (94,5”)94-9/16” (94,562”)94-5/8” (94,625”)94-11/16” (94,687”)94-3/4’ ‘ (94,75”)94-13/16” (94,812”)94-7/8” (94,875”)94-15/16” (94,937”)95” (95,00”) 95-1/16” (95,062”)95-1/8” (95,125”)95-3/16” (95,187”)95-1/4” (95,25”)95- 5/16” (95,312”)95-3/8” (95,375”)95-7/16” (95,437”)95-1/2” (95,5”)95-9/ 16 дюймов (95,562 дюйма) 95–5/8 дюймов (95,5 дюйма).
125”)92-3/16” (92.187”)92-1/ 4” (92,25”) 92-5/16” (92.312”)92-3/8” (92,375”)92-7/16” (92,437”)92-1/2” (92,5”)92-9/16” (92,562′) ‘)92-5/8” (92,625”)92-11/16” (92,687”)92-3/4” (92,75”)92-13/16” (92,812”) 92-7/8” (92,875”)92-15/16” (92,937”)93” (93,00”)93-1/16” (93,062”)93-1/8’ ‘ (93,125”)93-3/16” (93,187”)93-1/4” (93,25”)93-5/16” (93,312”)93-3/8” ( 93,375 дюйма)93-7/16 дюйма (93,437 дюйма)93-1/2 дюйма (93,5 дюйма)93-9/16 дюйма (93,562 дюйма)93-5/8 дюйма (93,625 дюйма) ‘)93-11/16” (93,687”)93-3/4” (93,75”)93-13/16” (93,812”)93-7/8” (93,875”) 93-15/16” (93.937”)94” (94.00”)94-1/16” (94.062”)94-1/8” (94.125”)94-3/16” (94.187”)94- 1/4” (94,25”)94-5/16” (94,312”)94-3/8” (94,375”)94-7/16” (94,437”)94-1/ 2” (94,5”)94-9/16” (94,562”)94-5/8” (94,625”)94-11/16” (94,687”)94-3/4’ ‘ (94,75”)94-13/16” (94,812”)94-7/8” (94,875”)94-15/16” (94,937”)95” (95,00”) 95-1/16” (95,062”)95-1/8” (95,125”)95-3/16” (95,187”)95-1/4” (95,25”)95- 5/16” (95,312”)95-3/8” (95,375”)95-7/16” (95,437”)95-1/2” (95,5”)95-9/ 16 дюймов (95,562 дюйма) 95–5/8 дюймов (95,5 дюйма). 625 дюймов) 95-11/16 дюймов (95,687 дюймов) 95-3/4 дюймов (95,75 дюймов) 95-13/16 дюймов (95,812 дюймов) 95-7/8 дюймов (95,875 футов) ‘)95-15/16” (95,937”)96” (96,00”)
625 дюймов) 95-11/16 дюймов (95,687 дюймов) 95-3/4 дюймов (95,75 дюймов) 95-13/16 дюймов (95,812 дюймов) 95-7/8 дюймов (95,875 футов) ‘)95-15/16” (95,937”)96” (96,00”)Выберите допуск на резкуСтандарт – 0” / +1/8” Точность – 0” / +1/32” ( +$2.50)
Как приварить алюминий к стали
Можно ли сваривать алюминий со сталью?
Вы можете сваривать алюминий с большинством других металлов. относительно легко посредством клеевого соединения или механического крепления. Однако в заказ на сварку алюминия со сталью , спец. требуются техники.
Когда металлы, такие как сталь, медь, магний или титан непосредственно дуги приварен к алюминию, очень начинают образовываться хрупкие интерметаллические соединения. Чтобы этого не произошло, необходимо изолировать другой металл из расплавленного алюминия в процессе дуговой сварки. Здесь вы узнаете о двух наиболее распространенных методах успешного выполнения этой задачи.
Биметаллический
переходные вставки.
Создание биметаллической переходной вставки является популярный метод, используемый при сварке алюминия к стали, и часто используется для производства сварных соединений отличное качество в структурных приложениях.
Эти вставки лучше всего описывать как разделы материала, состоящего из одной части алюминия и равной части стали или нержавеющая сталь уже соединена с алюминием.
Методы, используемые для соединения этих разнородных материалы и форма биметаллического перехода обычно прокатка, взрыв сварка трением, сварка оплавлением (или сварка горячим давлением) и дуговая сварка сварка.
Дуговая сварка этих стальных алюминиевых переходов вставки можно выполнять обычными методами, такими как GMAW или GTAW.Одна сторона вставка приварена сталь к стали, а другая приварена алюминий к алюминию.
Во избежание перегрева вкладышей во время
сварки рекомендуется сначала выполнить сварку алюминия с алюминием. Этот
также обеспечивает больший теплоотвод при сварке стали со сталью.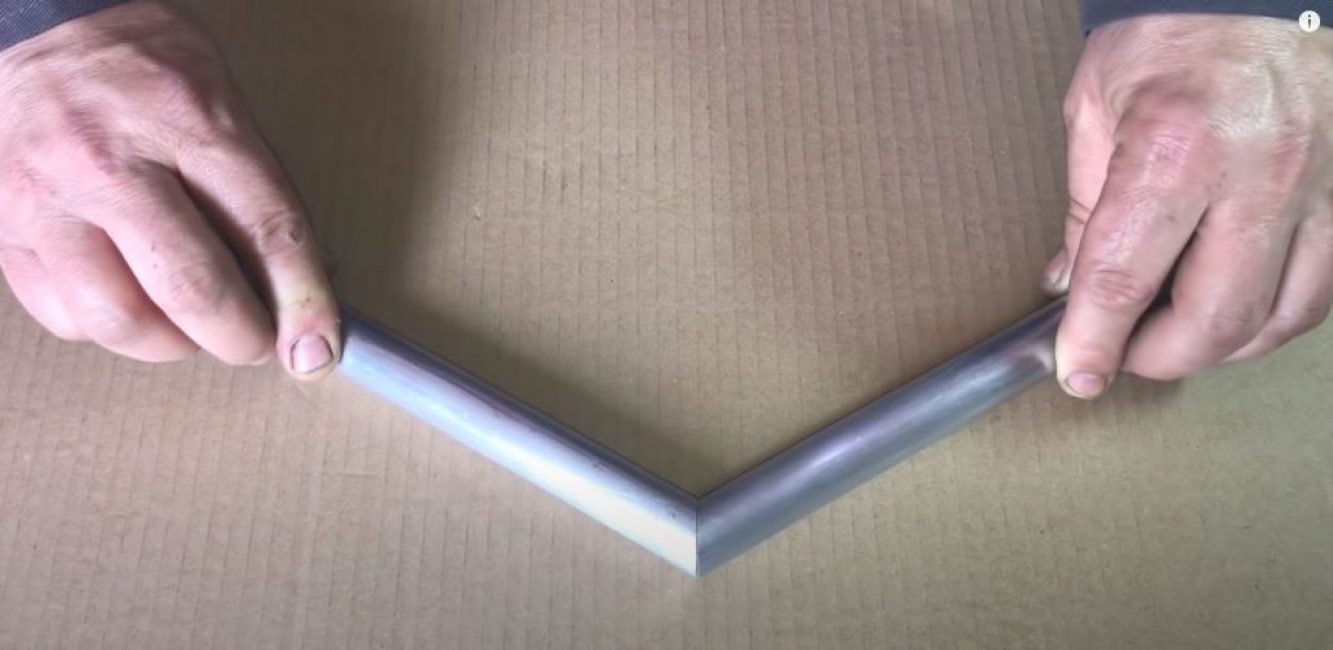
Метод биметаллической переходной вставки обычно используется для:
- Соединение алюминиевых рубок и стальных палуб на судах
- Сварка алюминиевых труб со стальными или нержавеющими трубами листы на теплообменники
- Производить дуговую сварку соединений между алюминием и сталью трубопроводы
Покройте
стали перед сваркой.
Другим методом, который многие используют для успешной сварки алюминия со сталью , является покрытие погружением, также обычно называют горячим алитированием погружением. Это просто означает, что до Чтобы сварить сталь и алюминий вместе, сталь сначала покрывается алюминий.
После нанесения покрытия стальной элемент может подвергаться дуговой сварке.
приварены к алюминиевому элементу, если приняты меры для предотвращения возникновения дуги.
ударяясь о сталь. При этом необходимо использовать специальную технику.
сварки, чтобы направить дугу на алюминиевый элемент и позволить расплавленному
алюминий из сварочной ванны течет на сталь с алюминиевым покрытием.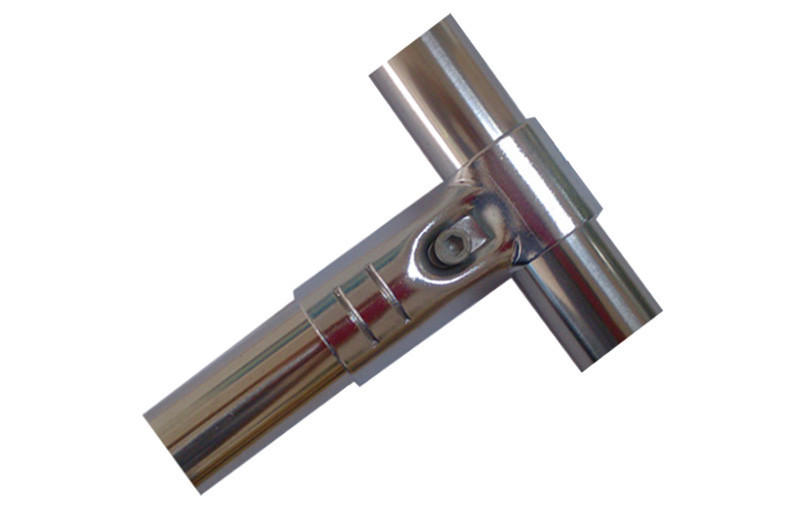
Другой метод покрытия для сварки алюминия со сталью , называемый пайка, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого сплава наполнителя.
Обратите внимание, что ни один из этих типов покрытия методы соединения обычно зависят от полной механической прочности и обычно используется только для герметизации.
Если вы хотите узнать больше о сварке алюминия со сталью или если у вас есть вопрос, которого не было
ответил здесь, пожалуйста, не стесняйтесь обращаться к нам.
Можно ли сваривать алюминий со сталью?
В. Можно ли сваривать алюминий со сталью методом сварки GMAW или GTAW? A – В то время как алюминий можно относительно легко соединить с большинством других металлов с помощью клеевого соединения или механического крепления, для дуговой сварки алюминия с другими металлами, такими как сталь, требуются специальные методы. Очень хрупкие интерметаллические соединения образуются при непосредственной дуговой сварке таких металлов, как сталь, медь, магний или титан, с алюминием.Чтобы избежать образования этих хрупких соединений, были разработаны специальные методы изоляции другого металла от расплавленного алюминия в процессе дуговой сварки. Двумя наиболее распространенными методами облегчения дуговой сварки алюминия со сталью являются биметаллические переходные вставки и покрытие разнородного материала перед сваркой.
Очень хрупкие интерметаллические соединения образуются при непосредственной дуговой сварке таких металлов, как сталь, медь, магний или титан, с алюминием.Чтобы избежать образования этих хрупких соединений, были разработаны специальные методы изоляции другого металла от расплавленного алюминия в процессе дуговой сварки. Двумя наиболее распространенными методами облегчения дуговой сварки алюминия со сталью являются биметаллические переходные вставки и покрытие разнородного материала перед сваркой.
Биметаллические переходные вставки: Биметаллические переходные материалы доступны в продаже в виде комбинаций алюминия с другими материалами, такими как сталь, нержавеющая сталь и медь.Эти вставки лучше всего описать как участки материала, которые состоят из одной части алюминия и другого материала, уже связанного с алюминием. Методы, используемые для соединения этих разнородных материалов вместе и, таким образом, формирования биметаллического перехода, обычно представляют собой прокатку, сварку взрывом, сварку трением, сварку оплавлением или сварку горячим давлением, а не дуговую сварку. Дуговая сварка этих переходных вставок из стали и алюминия может выполняться обычными методами дуговой сварки, такими как GMAW или GTAW.Одна сторона вставки приварена сталь к стали, а другая — алюминий к алюминию. Следует соблюдать осторожность, чтобы избежать перегрева вставок во время сварки, что может вызвать рост хрупких интерметаллических соединений на границе сталь-алюминий переходной вставки. Хорошей практикой является выполнение сварки алюминия к алюминию в первую очередь. Таким образом, мы можем обеспечить больший теплоотвод при сварке стали со сталью и помочь предотвратить перегрев интерфейса сталь-алюминий. Биметаллическая переходная вставка является популярным методом соединения алюминия со сталью и часто используется для получения высококачественных сварных соединений в конструкциях.Такие применения, как крепление алюминиевых рубок к стальным палубам на кораблях, для трубных решеток в теплообменниках, которые имеют алюминиевые трубки со стальными или нержавеющими трубными решетками, а также для выполнения дуговой сварки соединений между алюминиевыми и стальными трубопроводами.
Дуговая сварка этих переходных вставок из стали и алюминия может выполняться обычными методами дуговой сварки, такими как GMAW или GTAW.Одна сторона вставки приварена сталь к стали, а другая — алюминий к алюминию. Следует соблюдать осторожность, чтобы избежать перегрева вставок во время сварки, что может вызвать рост хрупких интерметаллических соединений на границе сталь-алюминий переходной вставки. Хорошей практикой является выполнение сварки алюминия к алюминию в первую очередь. Таким образом, мы можем обеспечить больший теплоотвод при сварке стали со сталью и помочь предотвратить перегрев интерфейса сталь-алюминий. Биметаллическая переходная вставка является популярным методом соединения алюминия со сталью и часто используется для получения высококачественных сварных соединений в конструкциях.Такие применения, как крепление алюминиевых рубок к стальным палубам на кораблях, для трубных решеток в теплообменниках, которые имеют алюминиевые трубки со стальными или нержавеющими трубными решетками, а также для выполнения дуговой сварки соединений между алюминиевыми и стальными трубопроводами.
Нанесение покрытия на разнородный материал перед сваркой: на сталь можно нанести покрытие, чтобы облегчить ее дуговую сварку с алюминием. Одним из способов является покрытие стали алюминием. Иногда это достигается нанесением покрытия погружением (горячее алитирование погружением) или припаиванием алюминия к поверхности стали.После нанесения покрытия стальной элемент может быть приварен дуговой сваркой к алюминиевому элементу, если принять меры для предотвращения удара дуги по стали. Во время сварки необходимо использовать технику, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминию из сварочной ванны течь на сталь с алюминиевым покрытием. Другой метод соединения алюминия со сталью заключается в покрытии стальной поверхности серебряным припоем. Затем соединение сваривают с использованием алюминиевого припоя, следя за тем, чтобы не прожечь барьерный слой серебряного припоя.Ни один из этих методов соединения типа покрытия обычно не обеспечивает полной механической прочности и обычно используется только для герметизации.
Мягкая металлическая скамья; без сварки | Бернзоматик
Узнайте, как просто сделать металлическую скамью своими руками с помощью пайки алюминием. Эта простая техника и простой проект идеально подходят для начинающих, поэтому они могут включать металл в свои проекты без сварки!
Посмотрите видео, чтобы увидеть полное руководство и увидеть горелку Bernzomatic и пайку в действии.
Указания
Шаг 1: Вырежьте алюминий до размера
Отрежьте алюминиевые трубки необходимой длины на пиле. Вы можете найти полный список сокращений ниже:
- (4) 1″ x 1″ алюминиевая труба квадратного сечения @ 17″ (ножки)
- (4) 1″ x 1″ алюминиевая труба квадратного сечения @ 22″ (длинные фартуки)
- (2) 1″ x 1″ алюминиевая труба квадратного сечения @ 12″ (короткие фартуки)
Алюминий — очень мягкий металл, который легко режется с помощью пил и пил по дереву. Используйте торцовочную пилу, чтобы разрезать его.
Используйте торцовочную пилу, чтобы разрезать его.
Наконечник: режьте металл очень медленно
Шаг 2: Подготовьте алюминиевые трубки
- Очистите все трубки ацетоном, чтобы удалить любые остатки, грязь или масла.
- Используя металлический напильник, создайте «канал» на краю конца, который будет соединяться. Здесь будет сидеть припой. Обязательно сделайте это со всех сторон трубы.
- С помощью проволочной щетки удалите все частицы и очистите его.
Шаг 3: Настройка соединения
С помощью угольника установите металлические детали, которые вы хотите соединить, и соедините их с помощью металлического зажима.
Обязательно используйте квадрат скорости, чтобы все было ровно.
В этом проекте важно использовать металлический зажим, так как алюминиевые трубки сильно нагреваются, и зажим соприкасается с пламенем. Пластик просто не выдержит.
Шаг 4: Пайка!
Используйте шланговую горелку Bernzomatic BZ8250 для обеспечения доступности и мобильности, прикрепленную к топливному баллону Bernzomatic MAP-PRO, для нагрева соединения.
Для нового соединения требуется около 3-5 минут, чтобы алюминий стал достаточно горячим, чтобы расплавить припой.
Очень важно. Алюминиевые трубки должны нагреваться настолько, чтобы расплавить припой при контакте. Стержни для пайки НЕ ДОЛЖНЫ плавиться непосредственно от горелки. Это не даст прочного соединения.
После того, как вы спаяли одну сторону, вы можете продолжить пайку остальных трех сторон этого соединения. Это немного быстрее, потому что алюминиевые трубки уже немного горячие.
Чтобы прикрепить вторую трубку по бокам, используйте блоки 2×2, обрезанные до 5 дюймов.
Помните: трубки и зажим могут сильно нагреваться. Даже если вы носите термостойкие перчатки, подождите немного, прежде чем прикасаться к ним, чтобы двигаться.
Шаг 5: Очистите и покрасьте
- При необходимости вы можете напилить немного дополнительного припоя, но будьте осторожны, чтобы не сделать слишком много соединений, которые могут сломаться.
- Еще раз протрите ацетоном, чтобы удалить остатки и пыль.
- Распылите краску для каркаса скамьи в выбранный вами цвет.

Шаг 6: Прикрепите верхнюю часть
- Вырежьте фанеру по размеру скамейки и обтяните ее пенопластом, ватином и тканью по вашему выбору.
- Не стесняйтесь добавлять мех, чтобы создать простой, но гламурный образ.
- Прикрепите мягкую столешницу к металлической скамье с помощью саморезов 1-1/2 дюйма изнутри.
Как успешно согнуть трубку
К счастью, БОЛЬШИНСТВО наших самодельных проектов не требует большого изгиба труб.Однако я уверяю вас, что эти несколько компонентов важны, и многие из них, по большей части, весьма заметны. Будучи настолько заметными, их изготовление заслуживает ваших самых лучших усилий. Но прилагать все усилия, это не значит, что вы должны делать большое производство из этой штуки сгибания труб. Это также касается гибки стальных, медных и алюминиевых труб.
Любой, кто строит самолет из труб и ткани, вероятно, столкнется с большим количеством возможностей для развития своих навыков гибки труб, чем если бы он собирал композитные материалы.Эти самолеты со сварными трубами обычно снабжены красиво изогнутыми хвостовыми поверхностями, изготовленными из стальных труб малого диаметра. Некоторые из них также имеют трубчатые законцовки крыла, каркасы фюзеляжа и каркасы сидений. Строители других типов самолетов могут добавить носовые части лобового стекла и фонаря, ручки закрылков, а иногда и S-образные стойки управления в список изогнутых труб.
Практически единственными медными трубками, используемыми в самодельных конструкциях, являются линия давления масла и линия заливки. Даже они выходят из употребления, поскольку все больше строителей переходят на электрические датчики.Эти медные трубки имеют диаметр всего 1/8 дюйма и могут быть легко согнуты вручную или сформированы вокруг пустой жестяной банки или банки соответствующего диаметра. Здесь нет серьезных проблем с изгибом трубки.
Здесь нет серьезных проблем с изгибом трубки.
используются не только для топливопроводов, но и для лобовых стекол, дуг фонарей и законцовок крыльев. Эти трубы большего диаметра создают проблемы с изгибом, аналогичные тем, которые возникают у стальных труб. Сверхлегкие строители используют много предварительно согнутых алюминиевых трубок в конструктивных элементах, но эти компоненты обычно приобретаются предварительно нарезанными и предварительно согнутыми на заводе или у поставщика.Алюминиевые трубы важны в топливных системах, как и изгибы, которые вы в них делаете. В конце концов, зачем использовать фитинг там, где подойдет и изгиб трубы? Трубные отводы намного легче, дешевле и, в отличие от фитингов, не дают течи.
Не заблуждайтесь, думая, что просто потому, что 3/8-дюймовые алюминиевые топливопроводы довольно пластичны, вы можете легко сформировать их вручную. Конечно, вы можете, но обработанные вручную концы часто становятся плоскими и имеют плохой неправильный вид.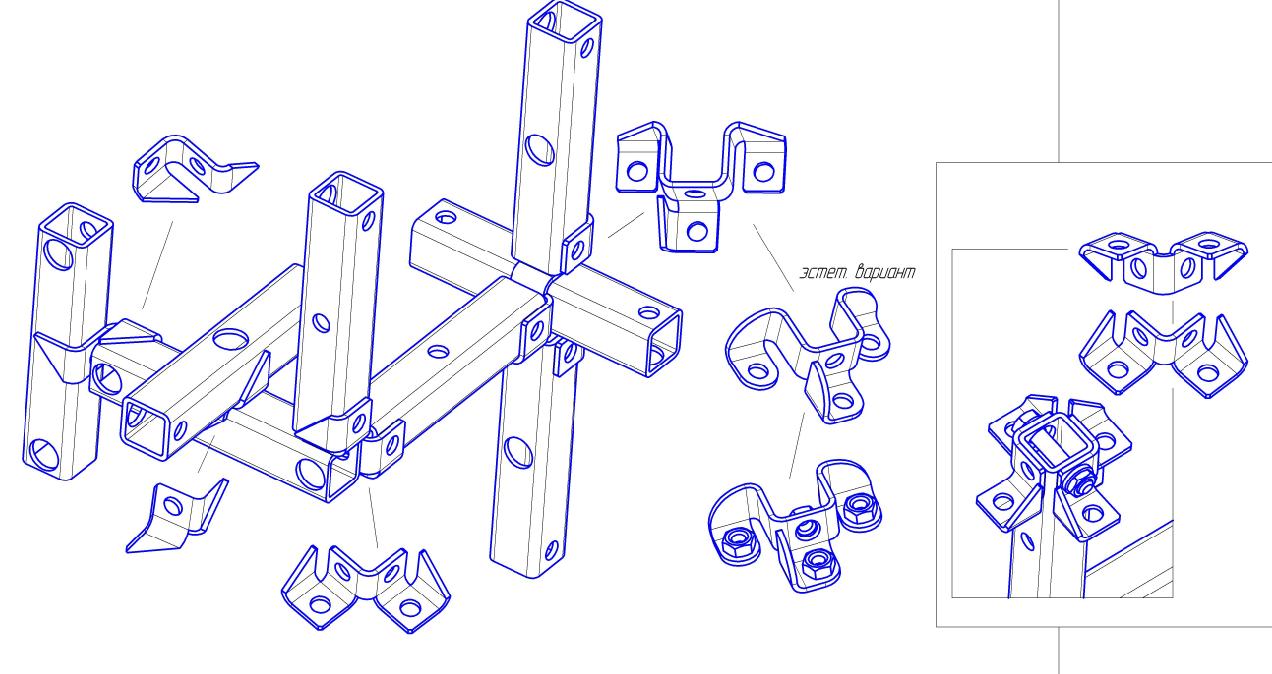 Такие волнистые сплющенные изгибы являются обычным результатом попыток согнуть тонкостенные трубы до малых радиусов без помощи трубогиба.Сплющенный топливопровод может ограничивать подачу топлива и, в конечном счете, может выйти из строя.
Такие волнистые сплющенные изгибы являются обычным результатом попыток согнуть тонкостенные трубы до малых радиусов без помощи трубогиба.Сплющенный топливопровод может ограничивать подачу топлива и, в конечном счете, может выйти из строя.
Что происходит, когда трубка согнута?
Чтобы согнуть кусок трубки посередине, нужно взяться за каждый конец, верно? Затем вы поместите его на какую-нибудь твердую изогнутую поверхность и сильно надавите на оба конца трубки. . . и трубка начнет гнуться. Если радиус нижележащего объекта (формы), над которым вы делаете изгиб, велик, изгиб будет большим и пологим, а труба сохранит свое круглое сечение.Если, с другой стороны, поверхность под ней имеет малый радиус, искривление, развивающееся в трубе, будет локализованным. Для первых нескольких градусов изгиба изгиб будет хорошо развиваться. Затем вы заметите, что трубка начинает сплющиваться. Верхняя сторона изгиба теперь находится под возрастающим напряжением и должна растягиваться. Трубка, однако, не хочет этого делать и делает короткий разрез вокруг изгиба, вызывая нежелательное сплющивание трубки. А как же нижняя сторона, которая прижата к «форме изгиба»? Он сильно сжимается, и, хотя трубка выдерживает это сдавливание, начинают проявляться признаки коробления по всему диаметру трубки.Если вы продолжите изгиб, сплющивание на верхней стороне станет более выраженным, в то время как переполненный металл на нижней стороне ослабит давление, образуя больше складок. В конечном счете, трубка внезапно резко согнется и сломается.
Трубка, однако, не хочет этого делать и делает короткий разрез вокруг изгиба, вызывая нежелательное сплющивание трубки. А как же нижняя сторона, которая прижата к «форме изгиба»? Он сильно сжимается, и, хотя трубка выдерживает это сдавливание, начинают проявляться признаки коробления по всему диаметру трубки.Если вы продолжите изгиб, сплющивание на верхней стороне станет более выраженным, в то время как переполненный металл на нижней стороне ослабит давление, образуя больше складок. В конечном счете, трубка внезапно резко согнется и сломается.
Тонкостенные трубы труднее согнуть, потому что они очень быстро сплющиваются и изгибаются.
Чем больше диаметр трубы, тем большее усилие необходимо приложить, чтобы она согнулась. Хотя вы можете легко сделать изгиб на 90° в медной линии диаметром 1/8 дюйма длиной всего 6 дюймов, вы просто не сможете сделать то же самое с трубкой такой же длины 3/4 дюйма.Даже если бы у вас была форма, чтобы согнуть его. Это почему?
Вам нужен рычаг
Независимо от того, как вы собираетесь сгибать трубку, вам будет намного легче сделать это, если кусок будет достаточно длинным. Затем вы можете воспользоваться рычагами, которые он предоставляет (вы знаете принцип). Отсутствие достаточного рычага может сделать практически невозможным изгиб вблизи любого конца стальной (или алюминиевой) трубы диаметром 3/4 дюйма. Всегда начинайте сгибать трубу с большой длины.Чем больше диаметр трубки, тем больше должна быть ее избыточная длина. Оставьте дополнительные 12 дюймов на каждом конце для труб диаметром до 3/4 дюйма. Позвольте еще больше для больших диаметров. . . вам понадобятся дополнительные рычаги, которые он предоставляет. Если вы обнаружите, что вам нужно больше рычага, вы всегда можете вставить стальной стержень или надеть трубку большего диаметра на конец, чтобы она служила своего рода удлиненной ручкой.
Затем вы можете воспользоваться рычагами, которые он предоставляет (вы знаете принцип). Отсутствие достаточного рычага может сделать практически невозможным изгиб вблизи любого конца стальной (или алюминиевой) трубы диаметром 3/4 дюйма. Всегда начинайте сгибать трубу с большой длины.Чем больше диаметр трубки, тем больше должна быть ее избыточная длина. Оставьте дополнительные 12 дюймов на каждом конце для труб диаметром до 3/4 дюйма. Позвольте еще больше для больших диаметров. . . вам понадобятся дополнительные рычаги, которые он предоставляет. Если вы обнаружите, что вам нужно больше рычага, вы всегда можете вставить стальной стержень или надеть трубку большего диаметра на конец, чтобы она служила своего рода удлиненной ручкой.
Необходимое оборудование
Вам не нужно много оборудования или материалов, чтобы делать хорошие равномерные изгибы.Эти предметы точно нужны.
1. Вам понадобятся большие прочные тиски. Эффективность почти любого устройства для гибки значительно повысится, если зажать его в прочных тисках, надежно закрепленных на прочном верстаке. В дополнение к освобождению обеих рук (а в некоторых случаях и ног) это позволит вам более точно применять изгибающее давление к трубке. Заменой тисков могла бы стать прочная неподвижная скамья, к которой можно было бы горизонтально прикрутить приспособление для гибки.
В дополнение к освобождению обеих рук (а в некоторых случаях и ног) это позволит вам более точно применять изгибающее давление к трубке. Заменой тисков могла бы стать прочная неподвижная скамья, к которой можно было бы горизонтально прикрутить приспособление для гибки.
2.Для любого изгиба, превышающего, скажем, от 15° до 20°, необходимо какое-то приспособление для изгиба, особенно когда этот изгиб сосредоточен вокруг небольшого радиуса.
3. Присадочный материал (песок, гибочный сплав или соль) для трудноизгибаемых.
4. Шаблоны, вырезанные из фанеры. Как еще можно проверить изгиб, который вы делаете?
Устройства для гибки труб
Вы можете успешно сгибать трубы практически с помощью любого простого самодельного устройства для гибки труб, если оно правильно изготовлено.У вас есть широкий выбор типов, из которых можно выбрать.
У вас может быть доступ к какой-нибудь коммерческой трубогибочной машине. Если так, отлично. . . просто не забудьте взять с собой свои шаблоны.
просто не забудьте взять с собой свои шаблоны.
Другие из вас могли бы найти кого-то, у кого есть сгибатель трубопровода электрика, и договориться о его использовании.
Он должен позволять выполнять простые изгибы с высокой степенью успеха при условии, что он соответствует диаметру трубы, которую необходимо согнуть. Большинство трубок, которые мы используем в самодельных конструкциях, имеют диаметр 1/2 или 3/4 дюйма (иногда и 5/8 дюйма).Если трубогиб, к которому у вас есть доступ, предназначен для труб большего диаметра, вам, вероятно, не следует его использовать, так как это может привести к чрезмерному сплющиванию ваших изгибов. Конструкция трубогиба электрика достаточно проста, чтобы вы могли продублировать ее для труб нужного размера.
Простая фанерная форма для гибки, прибитая к рабочему столу, является хорошим основным устройством для гибки больших изгибов труб малого диаметра. Тем не менее, при обрезании формы необходимо сделать ее изгиб более острым, так как трубка будет иметь тенденцию пружинить. Такое приспособление для гибки легко использовать для однородных изгибов, потому что вы можете закрепить один конец трубки и протянуть свободный конец вокруг формы, заставляя ее плавно сгибаться одним легким движением.
Такое приспособление для гибки легко использовать для однородных изгибов, потому что вы можете закрепить один конец трубки и протянуть свободный конец вокруг формы, заставляя ее плавно сгибаться одним легким движением.
Усовершенствованный вариант приспособления для гибки фанеры (формы) с канавками на краях по диаметру трубы, для которой он предназначен. Канавка важна. Это уменьшает склонность трубок к сплющиванию, и возможны несколько более крутые изгибы или изгибы трубок. Еще большим усовершенствованием было бы сделать проложенную канавку несколько глубже, чтобы трубка упиралась в нее больше половины своего диаметра.Эта дополнительная глубина позволяет стенкам канавки оказывать сдерживающее воздействие на склонность трубки к сплющиванию. Не менее важно при изготовлении любого желобчатого шкива или приспособления для гибки, чтобы рифленые края формы были достаточно прочными, чтобы противостоять сплющиванию и расширению трубы. Деревянная форма, особенно фанерная, в этом отношении довольно слабая, поэтому она должна иметь значительное краевое расстояние между канавкой и краем шкива, формы, приспособления или чего-либо еще. Рифленый алюминиевый «шкив» был бы намного прочнее, но его сложнее изготовить, если у вас нет большого куска алюминиевой пластины или токарного станка по металлу. На рис. 5 показаны некоторые варианты изготовления устройств для гибки труб с канавками, будь то шкивы или простые деревянные приспособления. Рисунки с 1 по 5 должны дать вам достаточно идей, чтобы помочь вам разработать собственное устройство для гибки.
Рифленый алюминиевый «шкив» был бы намного прочнее, но его сложнее изготовить, если у вас нет большого куска алюминиевой пластины или токарного станка по металлу. На рис. 5 показаны некоторые варианты изготовления устройств для гибки труб с канавками, будь то шкивы или простые деревянные приспособления. Рисунки с 1 по 5 должны дать вам достаточно идей, чтобы помочь вам разработать собственное устройство для гибки.
Процедуры гибки
Трубы в авиастроении обычно гнутся в холодном состоянии. Вопреки тому, что может показаться логичным и вопреки тому, что вы, возможно, слышали, попытка согнуть трубку путем ее нагревания может оказаться паршивой авантюрой.У большинства из нас нет навыков и терпения, чтобы играть с горячим изгибом, и, как правило, мы получаем некрасивые результаты. Проблема заключается в локализованном неравномерном нагреве и плохо скоординированном давлении на изгиб. . . не говоря уже о нетерпении. Если прижать горячую трубку к гибочной опалубке, она обязательно расплющится на внутренней стороне изгиба. Сгибать его вручную без помощи формы также очень трудно. Короче, согните его холодно.
Если прижать горячую трубку к гибочной опалубке, она обязательно расплющится на внутренней стороне изгиба. Сгибать его вручную без помощи формы также очень трудно. Короче, согните его холодно.
Нагревание трубок до раскаленного до красна состояния имеет место при изгибе.При изгибе металл несколько затвердевает. Таким образом, нагревая трубку, вы можете отжечь ее и осторожно продолжить изгиб после того, как трубка остынет. Другими словами, можно делать изгибы меньшего радиуса, если отжигать трубу один или два раза по мере изгиба. Это медленный способ, но он может сделать возможным резкий изгиб. Есть еще один способ уменьшить риск сделать плохой изгиб. Используйте наполнитель.
Использование наполнителей
Легко видеть, что упаковка трубы, которую вы хотите согнуть, твердым материалом, например, песком или расплавленным гибочным сплавом, значительно снижает тенденцию к сплющиванию.
Прежде чем пытаться согнуть любую трубу большого диаметра (3/4 дюйма или больше), вы должны заполнить ее плотно утрамбованным песком. (Я понимаю, что соль тоже работает, хотя никогда не пробовала.) Песок должен быть сухим. и хорошо просеять, чтобы удалить все посторонние вещества и более крупные песчинки Заткните нижний конец трубки деревянной пробкой и засыпьте песок Несколько раз постучите нижним концом трубки о твердую поверхность (бетонный пол). трубка заполнена песком, продолжающееся постукивание приведет к тому, что он осядет и уплотнится.Добавьте дополнительный песок. После того, как песок перестанет оседать, вбейте деревянную пробку в верхний конец трубы, убедившись, что она плотно прилегает к песку. Теперь ваша трубка готова к изгибу. Риск сплющенного изгиба будет значительно снижен.
(Я понимаю, что соль тоже работает, хотя никогда не пробовала.) Песок должен быть сухим. и хорошо просеять, чтобы удалить все посторонние вещества и более крупные песчинки Заткните нижний конец трубки деревянной пробкой и засыпьте песок Несколько раз постучите нижним концом трубки о твердую поверхность (бетонный пол). трубка заполнена песком, продолжающееся постукивание приведет к тому, что он осядет и уплотнится.Добавьте дополнительный песок. После того, как песок перестанет оседать, вбейте деревянную пробку в верхний конец трубы, убедившись, что она плотно прилегает к песку. Теперь ваша трубка готова к изгибу. Риск сплющенного изгиба будет значительно снижен.
Более эффективным наполнителем, конечно, является любой из коммерческих гибочных сплавов, например CERROBEND. Эти сплавы имеют очень низкую температуру плавления, некоторые из которых достигают 165 ° F. Когда этот гибочный сплав нагревается до точки плавления, его можно залить в трубу, которую вы хотите согнуть.. . Конечно, сначала подключите нижнюю часть. Охлаждение трубки в воде приведет к затвердеванию сплава, и вы готовы к изгибу. После завершения изгиба трубу необходимо повторно нагреть, чтобы расплавить сплав. Материал можно использовать повторно любое количество раз. Однако, поскольку маловероятно, что большинство из нас сможет найти экономичный источник гибочного сплава, обработка песком есть и будет оставаться одним из наиболее часто используемых строителями домов.
Охлаждение трубки в воде приведет к затвердеванию сплава, и вы готовы к изгибу. После завершения изгиба трубу необходимо повторно нагреть, чтобы расплавить сплав. Материал можно использовать повторно любое количество раз. Однако, поскольку маловероятно, что большинство из нас сможет найти экономичный источник гибочного сплава, обработка песком есть и будет оставаться одним из наиболее часто используемых строителями домов.
Подробнее о процессе гибки
Вы не можете торопить свою работу по гибке труб.Обычно это занимает гораздо больше времени, чем вы ожидаете. Выделите себе достаточно времени для изгибов с разным радиусом.
Почти любое используемое вами устройство для гибки, за исключением приспособления для гибки в виде шаблона, будет иметь шкив, ролик или диск с канавками довольно небольшого диаметра, по которому будет сгибаться труба. Очевидно, что вы не сможете очень сильно согнуть трубу в каком-то одном месте, если для вашего изгиба требуется радиус во много раз больший, чем у шкива гибочного устройства. Это означает, что процесс гибки может стать довольно долгим, так как вам придется немного согнуть, проверить изгиб трубы по шаблону и т. д.В качестве вспомогательного средства для проверки точности вашего изгиба, вы должны отметить центральную линию вокруг трубы, чтобы использовать ее в качестве контрольной метки, привязанной к вашему шаблону. (Используйте черный маркер для стирки на алюминиевых трубках и серебряный карандаш на стальных трубках.)
Это означает, что процесс гибки может стать довольно долгим, так как вам придется немного согнуть, проверить изгиб трубы по шаблону и т. д.В качестве вспомогательного средства для проверки точности вашего изгиба, вы должны отметить центральную линию вокруг трубы, чтобы использовать ее в качестве контрольной метки, привязанной к вашему шаблону. (Используйте черный маркер для стирки на алюминиевых трубках и серебряный карандаш на стальных трубках.)
Не забудьте проверить трубку после завершения изгиба, чтобы убедиться, что она не перекручена, если смотреть с концов. Положите его на ровную поверхность для быстрой проверки. Если деформация присутствует, скручивающее давление в правильном направлении устранит деформацию.Еще раз проверьте изгиб трубы по шаблону, прежде чем поздравить себя с хорошо выполненной работой.
.