Как паять медь с алюминием: можно ли их паять и как это сделать в домашних условиях паяльником?
особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
- Свойства алюминия
- Пайка металлов
- Удаление оксидной плёнки
- Флюсы для алюминия
- Механическое удаление оксида
- Пайка алюминия
- Специальные припои
- Особенности процесса
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3.
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.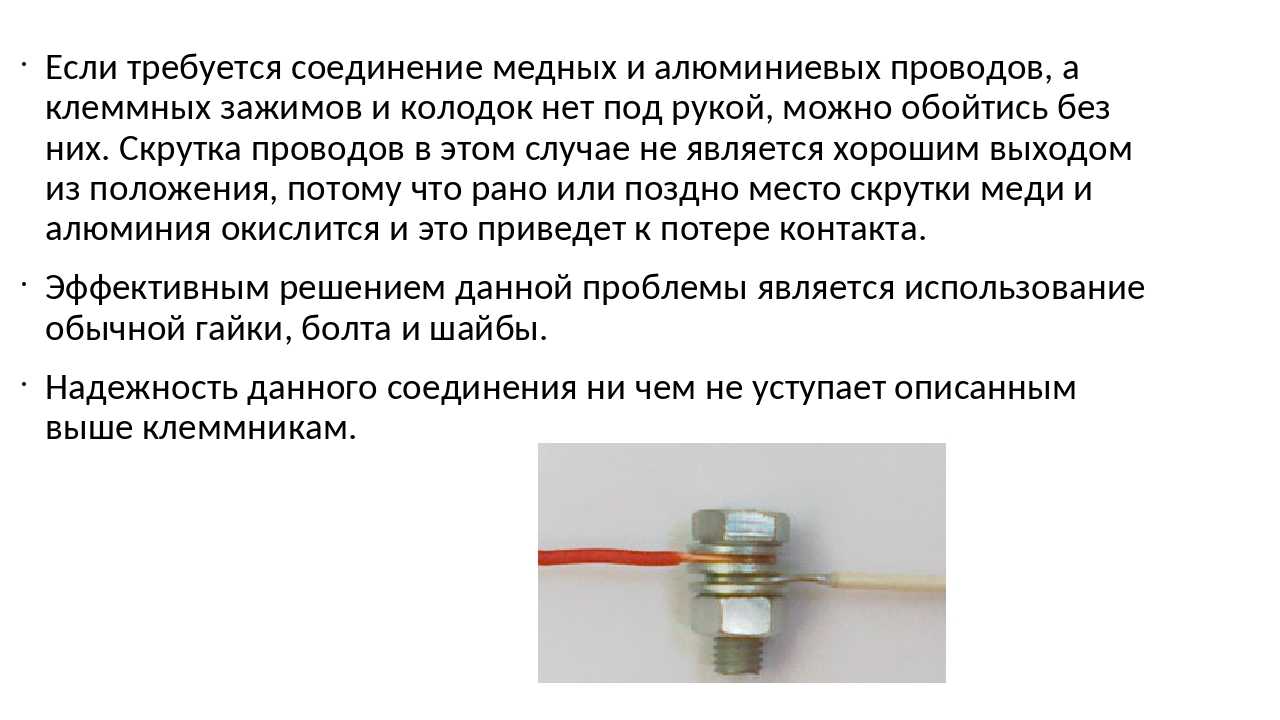
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ.
 С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот. - Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
 С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
 Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов.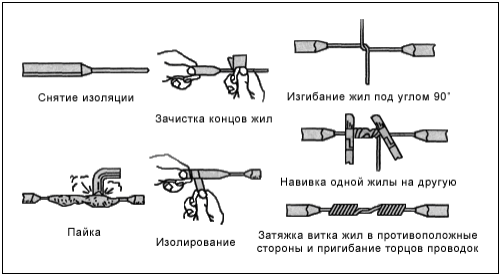 Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.

В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия.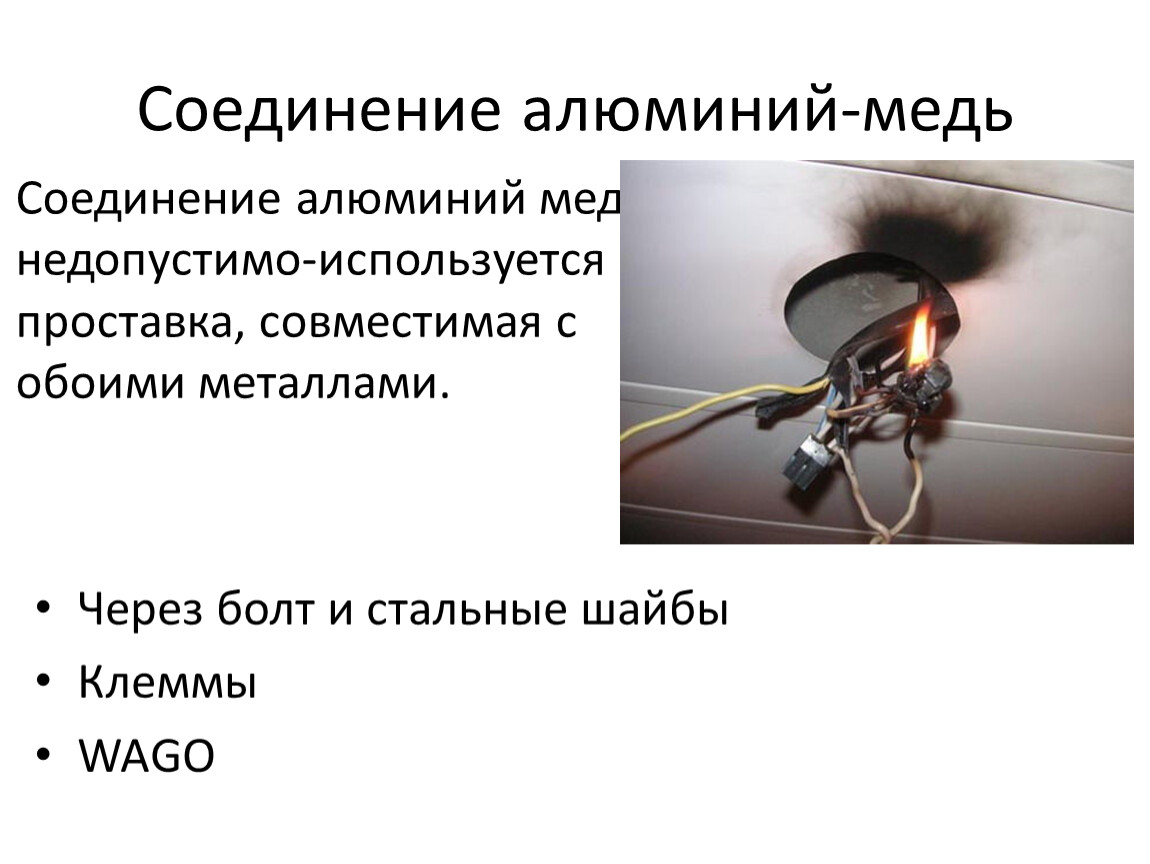
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
 Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.Какой флюс лучше для пайки алюминия
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
- быстрое действие;
- полное удаление оксида в зоне работы паяльником;
- способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
- Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
- Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
- Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
- Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).

На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Также рекомендуем прочитать:
Смена штор в интерьере с приходом весны
Применение алюминиевого профиля в современном мире.
Латунный профиль и его место в современной промышленности?
#60 Алюминиевый припой (олово/цинк) – Belmont Metals
#60 Алюминиевый припой (олово/цинк) – Belmont Metals- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложений
СВЯЗАННЫЕ СООБЩЕНИЯ
Преимущества легирования Ag сплавами Sn
Хотя олово (Sn) упоминается не так часто, как медь, это еще один металл, широко используемый в промышленности. Олово чаще всего используется в гальванике, где металл используется для покрытия других основных металлов, чтобы обеспечить защиту от других факторов, таких как коррозия. Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Олово чаще всего используется в гальванике, где металл используется для покрытия других основных металлов, чтобы обеспечить защиту от других факторов, таких как коррозия. Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Читать далее
Оловянная проволока: распространенный припой для широкого спектра применений
Пайка применяется в различных отраслях промышленности, включая сантехнику, электронику, отопление/переменное оборудование и производственные процессы. Выбор правильного припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для применения, возможности соединения, а также прочность и твердость припоя. Провод оловянный…
Читать далее
Популярные области применения оловянно-цинковых припоев
Вы пытаетесь решить, подходит ли цинковый припой для вашего бизнеса? Цинк полезен при пайке, требующей более низких температур. Например, если вы хотели спаять алюминий или медь. Базовый состав состоит из 70 процентов олова и 30 процентов цинка. Здесь, в Belmont Metals в Бруклине, мы продаем…
Например, если вы хотели спаять алюминий или медь. Базовый состав состоит из 70 процентов олова и 30 процентов цинка. Здесь, в Belmont Metals в Бруклине, мы продаем…
Читать далее
Легкоплавкие сплавы, содержащие индий: характеристики и применение
Часто, думая о металлических сплавах, мы учитываем прочность и долговечность металла, чтобы выдерживать ряд нагрузок, напряжений и экстремальных температур. Тем не менее, существует ряд производственных применений, где сплав должен иметь низкую плавкость. Легкоплавкий сплав, также называемый легкоплавким, может принимать жидкий или…
Читать далее
Приложения, использующие легкоплавкие сплавы
Легкоплавкие сплавы считаются легкоплавкими, потому что они плавятся при температурах ниже 300 градусов, часто комбинируются с другими металлами для повышения определенных свойств. Например, висмут часто комбинируют с оловом и/или серебром для создания нетоксичных бессвинцовых припоев. Применение и использование низкоплавких сплавов Легкоплавкие сплавы могут быть…
Например, висмут часто комбинируют с оловом и/или серебром для создания нетоксичных бессвинцовых припоев. Применение и использование низкоплавких сплавов Легкоплавкие сплавы могут быть…
Читать далее
Низкая температура плавления жидкого металла
Низкая температура плавления легкоплавких сплавов позволяет использовать их в самых разных областях. Температура плавления алюминия составляет 1220 градусов по Фаренгейту. Углеродистая сталь плавится где-то между 2600 и 2800 градусов по Фаренгейту, и температура должна подняться до 6150 градусов по Фаренгейту, чтобы расплавить вольфрам. Специализированные печи необходимы для…
Читать далее
Свяжитесь с нами
Как паять алюминий | Руководство от Clickmetal
Алюминий — это более сложный металл для пайки, чем, скажем, медь или сталь, и без правильной техники это может стать невероятно разочаровывающим упражнением. Но поскольку пайка алюминия быстро становится обычным явлением в производстве автомобилей и электроники (не говоря уже о его более низкой цене), настало время изучить маленькие нюансы, связанные с соединением этого более легкого проводящего металла.
Но поскольку пайка алюминия быстро становится обычным явлением в производстве автомобилей и электроники (не говоря уже о его более низкой цене), настало время изучить маленькие нюансы, связанные с соединением этого более легкого проводящего металла.
Основываясь на наших знаниях, вместе с этой статьей о методах пайки алюминия мы предоставили это руководство по пайке алюминия, чтобы дать вам несколько советов, которые помогут вам в вашем следующем проекте металлоконструкций.
Clickmetal специализируется на резке алюминия до необходимого размера и может отправить его в любую точку материковой части Великобритании. Свяжитесь с нами сегодня, чтобы узнать больше.
Что такое пайка алюминия?
Пайка – это процесс, при котором сплав металла с низкой температурой плавления (припой) плавится и наносится на соединяемые металлы для соединения после затвердевания припоя.
Пайка обычно используется для соединения более мягких металлов (таких как алюминий), чтобы скрепить их. Припой нагревается до точки плавления, превращая припой в жидкость для склеивания или соединения металлов вместе.
Припой нагревается до точки плавления, превращая припой в жидкость для склеивания или соединения металлов вместе.
Какие металлы используются для пайки алюминия?
Металлы для пайки можно разделить на три различные группы в зависимости от их температуры плавления:
Низкотемпературные припои
Олово, свинец, цинк и кадмий представляют собой низкотемпературные припои, которые обеспечивают соединения с наименьшей коррозионной стойкостью. Температура плавления этих припоев находится в диапазоне от 149°C до 260°C.
Припои для промежуточных температур
Эти припои плавятся при температуре от 260°C до 371°C. Припои для промежуточных температур включают олово или кадмий в сочетании с цинком, а также небольшое количество алюминия, меди, никеля, серебра или свинца.
Высокотемпературные припои
Обычно это припои на основе цинка с температурой плавления от 371°C до 427°C. Они содержат от 3 до 10 процентов алюминия в сочетании с небольшим количеством других металлов, таких как медь, никель, серебро и железо. Эти припои с высоким содержанием цинка обладают самой высокой прочностью и обеспечивают наибольшую коррозионную стойкость.
Эти припои с высоким содержанием цинка обладают самой высокой прочностью и обеспечивают наибольшую коррозионную стойкость.
Наконечники для пайки алюминия
Паять алюминий несколько сложнее, чем пайку других металлов (особенно если вы припаиваете алюминий к алюминию), из-за необходимого тепла и потенциальных проблем, вызванных оксидом алюминия.
Кроме того, некоторые алюминиевые серии легче паять, чем другие, а некоторые в настоящее время вообще невозможно паять.
Ознакомьтесь с нашими советами, которые помогут вам в процессе пайки алюминия.
Подготовительные работы – очистка, флюс и предварительное лужение
Перед началом любой пайки мы настоятельно рекомендуем очистить алюминий от нежелательной смазки и масла.
Поскольку оксид алюминия (которым покрыт весь алюминий) нельзя припаивать, его необходимо соскоблить перед пайкой. Мы рекомендуем использовать правильный флюс для пайки для удаления оксида.
Более того, для крупных соединений или пайки алюминия со стальным металлом лучше использовать предварительное лужение – покрытие материала расплавленной лужицей припоя, а затем протирание поверхности щеткой из стекловолокна или деревянной палочкой.
Техника нагрева
При пайке алюминия вам понадобится источник тепла большой мощности (например, паяльник, термофен или пропановая горелка), чтобы убедиться, что область соединения нагрета до правильной температуры пайки. Это может занять до десяти минут из-за высокой температуры плавления припоев, которые обычно используются для соединения алюминия.
Когда алюминий будет тщательно подготовлен, используйте источник тепла, чтобы нагреть область соединения. Разогрейте припой, а затем используйте источник тепла, чтобы нанести припой на соответствующие участки для склеивания.
Вы должны знать, что пайка должна выполняться очень быстро, прежде чем под воздействием тепла образуется дополнительное количество оксида алюминия. Если металлы не соединяются, вполне вероятно, что оксид алюминия преобразовался. Затем вам нужно будет почистить алюминий щеткой, прежде чем пытаться снова.
Краткое изложение – общие рекомендации по пайке алюминия
Если вы планируете пайку алюминия, мы рекомендуем вам следовать следующим рекомендациям:
- Во-первых, все металлы должны быть очищены от жира и масла
- Затем следует использовать соответствующий флюс для пайки, чтобы удалить любые оксидные пленки, образующиеся на поверхности металлов.
