Цвет нержавейки: Nothing found for Metalloprokat Nerzhaveika Cveta Nerzhaveyushhej Stali%23I
Нержавеющая сталь
Цветная нержавеющая сталь
Цветная нержавеющая сталь создается с помощью специальных электрохимических методов, позволяющих получать цветное покрытие более устойчивое к коррозии в сравнении с самой нержавеющей сталью.
Цветная нержавеющая сталь широко применяется для изготовления конструкций и отделки интерьеров общественных, присутственных мест – облицовки стен, колонн, проемов, лифтов и лифтовых шахт, столешниц, прилавок, так как этот «антивандальный» материал износоустойчив и сохраняет эстетичный внешний вид на протяжении всего срока службы.
В России наибольшей популярностью пользуется цветная нержавеющая сталь производства компаний INOX-COLOR GmbH & Co.KG. (Германия) и Rimex Metals Group (Англия).
Компания INOX-COLOR GmbH & Co.KG. применяет несколько запатентованных способов окрашивания нержавеющей стали.
Метод POLISPECTRAL® – электрохимический метод, основанный на свойстве нержавеющей стали образовывать защитную пленку из оксида хрома.
Так как окрашивание поверхности стали возникает в процессе электрохимического воздействия, а не нанесением краски или пигментов, то материал с таким покрытием не подвержен старению и более устойчив к коррозии по сравнению с обычной нержавеющей сталью.
С помощью этого метода получают восемь стандартных цветов нержавеющей стали: “шампань”, “золото”, “бронза”, “стальной голубой”, “кобальтовый синий”, “зеленый”, “красный” и “черный” и огромное количество оттенков.
Второй метод компании INOX-COLOR GmbH & Co.KG. – PEARLTEC® – представляет собой струйную обработку поверхности нержавеющего листа стеклянными шариками одного размера. Этот метод обеспечивает ровную поверхность всей плоскости листа, напоминающей поверхность жемчуга.
С помощью этого метода на зеркальную или цветную поверхность нержавеющего листа можно наносить любые рисунки и символы. Это позволяет создавать имиджевую продукцию с фирменной символикой, сувенирные изделия и целые композиции для создания эксклюзивного дизайна и отделки интерьеров.
Базовые цвета
запатентованных
Образцы цветной нержавеющей стали производства INOX-COLOR GmbH & Co.KG.(Германия)
Образцы цветной нержавеющей стали производства Rimex Metals Group (Англия)
Нержавеющая сталь с травленным рисунком
Химическое травление нержавеющей стали — это процесс, позволяющий выполнять сложные рисунки, на поверхности стали. С помощью этого метода создают долговечные четкие рисунки, содержащие любые элементы изображения, которые могут быть заполнены цветом.
Химические процессы обработки поверхности стали, разрушают ее цветную поверхность. Таким образом, травлением на поверхность нержавеющей стали можно нанести текст или любой рисунок. Для этого используют кислотостойкую пленку, которую наносят на области, предназначенные остаться цветными, а остальная часть поверхности, не заклеенная пленкой, при травлении обесцвечивается.
Нержавеющая сталь с травленым рисунком имеет широкое применение в архитектуре, дизайне и строительстве. Из этого декоративного материала изготавливают архитектурные элементы зданий, предметы интерьера, а также применяют в качестве облицовочного материала для отделки экстерьеров и интерьеров. Функциональность нержавеющей стали с травленым рисунком соответствует уровню износостойкости обычной нержавеющей стали. Рисунок, нанесенный путем травления, не тускнеет и не стирается на протяжении всего срока службы изделия.
В России наибольшую популярность имеет травленая нержавеющая сталь производства английской компании Rimex Metals Group, использующей собственный запатентованный метод травления стали – MetalArt.
Примеры
Марка стали: нержавеющая сталь AISI 304, 316.
Тип обработки поверхности: зеркальная, сатинированная, комбинированная.
Толщина листа:от 0,8 мм до 2 мм.
Размеры листа: 2440 мм х 1220 мм.
Виды декоративной нержавейки
Изделия из декоративной нержавеющей стали используются при оформлении интерьеров и экстерьеров, облицовке колонн, создании малых архитектурных форм, оформлении входных групп.
Существует большое количество видов поверхности декоративной нержавейки. Рассмотрим предлагаемый ассортимент компании INOX-COLOR GmbH & Co специализирующейся на производстве декоративной нержавейки:
- Шлифованная (различная степень шлифовки)
- Полированная (полировка до степени N7 и N8 суперзеркало)
- Полированная поверхность с нанесением рисунка с помощью пескоструйной обработки.

- Структурная (тисненая) поверхность
- Цветная (хромированная) поверхность
- Цветная структурная поверхность
- Цветная поверхность с нелинейной перфорацией
для просмотра кликните на изображение
Структурированная (текстурированная) поверхность нержавеющей стали изготавливается путем прокатки листов через специальные вальцы, которые продавливают определенный рельефный рисунок. Виды рисунков разрабатываются дизайнерами и могут быть самыми разнообразными.
Цветная поверхность нержавеющей стали получается посредством электро-химического процесса нанесения слоя хром-оксида. Толщина хромированного слоя сопоставима с длинной световой волны. В результате происходит эффект интерференции и цвет на поверхности переливается (в зависимости от угла обзора и толщины слоя). Палитра цветов включает в себя практически все цвета радуги. (Образцы можно посмотреть в нашем офисе).
Палитра цветов включает в себя практически все цвета радуги. (Образцы можно посмотреть в нашем офисе).
Цветная структурная поверхность
Цветная перфорированная поверхность получается с помощью перфорации хромированной нержавеющей стали по заданному рисунку(нелинейная перфорация). Возможно использование в комбинации с структурными поверхностями.
Компания «Строй Металл» может изготовить из декоративной нержавейки кассеты для облицовки колонн, стен, а так же фасонные элементы.
Для того чтобы ознакомиться с образцами вы можете подъехать к нам в офис по адресу Санкт-Петербург, 5-й Верхний переулок 19. Просьба предварительно согласовать встречу с нашими менеджерами.
Просьба предварительно согласовать встречу с нашими менеджерами.
Таблица цветов побежалости – нержавеющая сталь. ~ БЛОГ О ЗАТОЧКЕ
Если в первой части статьи о цветах побежалости я рассказывал о углеродистых сталях, то вторая часть посвящена сталям нержавеющим. Касательно цветов побежалости для нержавеющих сталей всегда было крайне мало информации. В данной статье я только попробую ее объединить. Что получилось из этой идеи читатель увидит ниже…
Для нержавеющих и жаропрочных сталей на начало образования оксидных пленок и появление цветов побежалости оказывает влияние содержание хрома в металле, что становится явно заметным при его введении от 5% в состав металла.
Повышенное содержание хрома в стали сдвигает в сторону более высоких температур начало интенсивного окисления. Из этого следует, что увеличение хрома уменьшает толщину образующейся оксидной пленки на полированной поверхности стали.
В этом легко убедиться – сравните температуру идентичных цветов побежалости для стали с хромом 13% в составе из таблицы ниже с температурой побежалости углеродистых сталей из ЭТОЙ таблицы (ссылка откроется в отдельной странице).
| Таблица цветов побежалости для 13%-ной хромистой стали: | |
|---|---|
| Тёмно-серый | > 700° С |
| Синий | 600-700° С |
| Тёмно-фиолетовый | 500-600° С |
| Коричневый | 400-500° С |
| Соломенно-жёлтый | 300-400° С |
В интернете можно встретить и описание цветов побежалости для более простой стали AISI 304, которую кроме изготовления кухонной утвари используют для труб, в оборудовании для текстильной и пищевой промышленности, цистерн для хранения и перевозки жидкостей и т.д:
| Таблица цветов побежалости для нержавеющей стали AISI 304: | |
|---|---|
| Темно-синий | 600° С |
| Синий | 540° С |
| Тёмно-фиолетовый | 450° С |
| Коричнево-фиолетовый | 420° С |
| Коричневый | 390° С |
| Интенсивно-жёлтый | 370° С |
| Соломенно-жёлтый | 340° С |
| Светло-жёлтый | 290° С |

1. Если инструмент из нержавеющей стали подвергается периодическому нагреванию при температуре 180-200-220° С, то на нем может образоваться оксидная пленка от соломенно-желтого до коричневого цвета, в зависимости от суммированного времени нагрева и уровня чистоты инструмента.
2. Так же, у меня в заточке не считается редкостью и ситуация, когда (например) большая толщина оксидного слоя препятствует нормальной работе шарнира маникюрного инструмента – на это также влияет температура и общее время нагрева.
3. Что касается освещения, то здесь должно быть все понятно – при дневном и искусственном освещении многие цвета оцениваются по разному. Просто обратите на это внимание, когда будете делать то или иное утверждение о цвете и оттенке побежалости…
На этом всё.
Всем удачи и хорошего дня!
P.S. Не забудьте подписаться на мой канал в YouTube…
Источники: энциклопедия по машиностроению, www.thefabricator.com, www.slideshare. net.
net.
Фото в заголовке: www.thefabricator.com
ZAT (Днепр, Украина)
http://www.zat24.com/
Создана 25.02.20, посл.обновление –
Виды и обозначения поверхности стали | Справочник
Существует масса способов обработки нержавейки для придания ей необходимых для последующего применения качеств. В процессе обработки внешний вид изделий постоянно изменяется.
На начальных этапах производства, листовая сталь не имеет той внешней привлекательности, необходимой для применения в декоративных целях. Такие листы больше подходят для использования в промышленных целях, где внешний вид нержавейки не так важен, как её коррозионная стойкость.
В процессе последующей обработки появляются такие изделия как лист шлифованный, зеркальная нержавейка, декоративка и так далее. Всё зависит от сферы применения и пожеланий заказчика. Сфера применения материала диктует необходимые требования, предъявляемые к его обработке. Некоторые разновидности нержавеющих листов могут использоваться при строительстве. Нержавейка шлифованная, например, применяется для облицовки стен или изготовления лифтов и кассовых аппаратов. Там же пригодится и декоративка (лист, с выдавленным на поверхности путём прокатки орнаментом). Зеркальная нержавейка может применяться для изготовления пищевого оборудования, мебели для столовых и кухонь.
Сфера применения материала диктует необходимые требования, предъявляемые к его обработке. Некоторые разновидности нержавеющих листов могут использоваться при строительстве. Нержавейка шлифованная, например, применяется для облицовки стен или изготовления лифтов и кассовых аппаратов. Там же пригодится и декоративка (лист, с выдавленным на поверхности путём прокатки орнаментом). Зеркальная нержавейка может применяться для изготовления пищевого оборудования, мебели для столовых и кухонь.
Ниже в таблице представлены обозначения поверхности нержавейки.
Виды поверхностей нержавеющей стали
| Обозначение | Состояние поверхности | Примечание |
| 1U | с окалиной | для изделий с дальнейшей обработкой; например, полоса для дрессировки |
| 1С | с окалиной | для деталей с механической обработкой или для применения в высокотемпературной среде |
| 1Е | без окалины | вид механического удаления окалины: черновая шлифовка или дробеструйная обработка, зависит от вида стали и формы изделия |
| 1D | без окалины, матовая | обычный стандарт для многих видов сталей, обеспечивает коррозионную стойкость, обычное исполнение для дальнейшей обработки, менее гладкие, чем 2В и 2D |
| 1Q | без окалины | Стойкая к механическим воздействиям сталь. |
| 2Н | Блестящие (не зеркало) | холоднодеформированные для повышения прочности |
| 2C | гладкие, с окалиной после термообработки | для деталей с дополнительным удалением окалины и механической обработкой или для применения в высокотемпературной среде |
| 2D | гладкие | улучшенная пластичность, но менее гладкие, чем 2B или 2R |
| 2B | более гладкие, чем 2D, матовая | для повышения коррозионной стойкости, качества поверхности, плоскостности у многих видов сталей, пригодны для дальнейшей обработки, дрессировка может производиться правкой растяжением |
| 2B (х/к матовая) | Имеет более гладкую, чем 2D “глянцевую” поверхность | Очень гладкая поверхность, допускаются следы от прокатки или небольшие царапины, что не считается дефектом |
| 2R | гладкие, светлые, зеркальные (BA) | более гладкие и светлые, чем 2В, пригодны для дальнейшей обработки |
| 2E | cеребристо-матовая или блестящая | Удалена окалина и улучшено качество поверхности. |
| ВА | зеркало | поверхность металла очень гладкая, которая отражает, но отражение нечеткое |
| 3N, 4N | шлифованная | поверхность металла очень гладкая, которая не отражает, но переливается цветами радуги |
| DECO | декорированная | текстурированная нержавеющая сталь, имеет четко выраженный рисунок |
Обозначения поверхностей
Н3 2B – матовая
Глянцевая поверхность, по стандарту EN 10088-2.
Отделка: холоднокатаная, термообработанная, травленая, дрессированная.
Марка стали: AISI 430, 304, 304L, 316, 316L, 316Ti и т.д.
Поверхность металла очень гладкая, глянцевая. На поверхности допускаются следы от прокатки и небольшие царапины, что не считается некачественным металлом или браком.
Наиболее широко применяемый вариант поверхностной обработки, обеспечивающий хорошие антикоррозийные свойства, гладкость и ровность. Пригодна для дальнейшей обработки. Гладкость достигается легкой отделочной прокаткой на дрессировочном стане.
Пригодна для дальнейшей обработки. Гладкость достигается легкой отделочной прокаткой на дрессировочном стане.
Н3 BA – зеркало
Отражающая поверхность («блестящая», «зеркальная»), по стандарту EN 10088-2 имеет обозначение 2R.
Отделка: холоднокатаная, обжиг в вертикальной печи с применение едкого аммиака (возможна отделочная прокатка на дрессировочном стане).
Марка стали: AISI 430, 304, 316.
Поверхность металла очень гладкая (Ra=0,05 μm), отражает, но отражение не четкое. Более гладкая и более яркая нежели 2В. Является базовой для дальнейшей обработки. Наиболее широко применяемый тип декоративной нержавеющей стали.
h4 4N – шлифованная
Чистота 180-320 единиц, по стандарту EN 10088-2 имеет обозначение 1J или 2J.
Марка стали: AISI 430, 304, 316.
Дополнительная обработка методом влажной либо сухой шлифовки мелкозернистыми ленточными шлифовальными штурками или матовая полировка (влажная шлифовка с применением охлаждающего масла). Поверхность проста в обслуживании, достаточно долговечна для использования на открытом воздухе или в бытовых приборах общего пользования.
Поверхность проста в обслуживании, достаточно долговечна для использования на открытом воздухе или в бытовых приборах общего пользования.
Шероховатость (Ra) или чистота поверхности (grit) могут быть заданы. Стандартные типы – чистота (grit) 180, 240, 320. Однонаправленная текстура, слабо отражающая.
Поверхность металла очень гладкая (Ra= 1,20 – 1,50 µm), которая не отражает, но переливается цветами радуги. Наиболее широко применяемый тип декоративной нержавеющей стали.
Я сварщик – Цвета побежалости — дефект сварки?
Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой
поверхности металла или минерала в результате формирования тонкой прозрачной
поверхностной оксидной плёнки (которую называют побежалостью) и интерференции
света в ней. [1]
[1]
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы. [1]
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой. [2]
Интересно про цвета побежалости написано здесь.
Рассмотрим схему участков сварного
соединения и их термический цикл. [3]
[3]
Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки. [4, 5]
При сварке нержавеющих
сталей цвета побежалости также проявляют
себя, но в других диапазонах температур.
Для нержавеющих сталей изменение цвета при нагреве на воздухе
наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый
(500°C), фиолетово-синий (600°C), синий (700°C). [1]
[1]
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. [6] Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости – неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно,
это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая
защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите
свидетельствует блестящая серебристая поверхность. Появление на шве
желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет
свидетельствует о плохой защите. [7]
[7]
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК “Трансстрой” 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. [8] Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.
Список использованных материалов:
1. https://ru.wikipedia.org
2. http://metallovedeniye.ru
3. В.А.
Лосев, Н.А. Юхин. Иллюстрированное пособие сварщика. Москва: Соуэло, 2004. 59
с.
4. Костенко Е.М. Сварочные работы: Практическое пособие для электрогазосварщика.
5. В.А. Чебан. Сварочные работы: учеб. пособие. Изд. 3-е. Ростов-на-дону: Феникс, 2006. 412 с.
6. Ю. П. Солнцев, Е.И. Пряхин. Материаловедение: учебник для вузов. Изд. 4-е, перераб. и доп. Спб.: Химиздат. 2007. 784 с.
7. С.М. Гуревич. Сварка химически активных и тугоплавких металлов и сплавов. Москва: Машиностроение. 1982. 95 с.
8. Р.В. Гольдштейн, В.М. Козинцев, Д.А. Куров, А.Л. Попов, Д.А. Челюбеев. Разработка метода определения сварочных напряжений по цветам побежалости. УДК 539.3+53.082.56 http://vestnik.pstu.ru
Источник фото: @kinetiktrucks
Материал подготовил Антон Чураков
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
краски по металлу. Чем покрасить нержавеющую сталь в черный и белый цвет в домашних условиях и на улице?
Нержавеющая сталь сейчас используется для создания многих изделий. Довольно часто этот материал окрашивается. Но так как краска на него не всегда ложится хорошо, перед окрашиванием изделия обязательно нужно узнать все особенности этой процедуры.
Довольно часто этот материал окрашивается. Но так как краска на него не всегда ложится хорошо, перед окрашиванием изделия обязательно нужно узнать все особенности этой процедуры.
Советы по выбору средства
Для начала важно определиться с выбором краски. Обращать внимание стоит на следующие моменты.
- Тип материала. Для окрашивания поверхности из нержавейки в домашних условиях подходит только жидкая краска. В промышленных условиях изделия из этого материала обычно обрабатывают порошковыми составами. Для декорирования небольших изделий из нержавейки можно применять масляную краску или даже лак для ногтей. Этот метод чаще всего используют при создании различных надписей или узоров.
- Качество краски. Чтобы краска хорошо ложилась на поверхность, для работы стоит использовать только качественные продукты. Покупать стоит продукцию от проверенных производителей. В этом случае можно будет рассчитывать на то, что краска будет держаться на поверхности достаточно долго.
- Цвет. Для окрашивания различных изделий из нержавейки можно применять как базовые цвета краски, так и какие-то оригинальные оттенки. Выбирая порошковую краску, можно легко создать имитацию натуральной древесины или камня. При желании материал можно окрашивать разными оттенками краски. Но сочетать при отделке разные виды материалов не стоит.

Перед покупкой материала, использующегося для окрашивания нержавейки, важно оценить, каким будет расход продукта.
 Это позволит сэкономить деньги.
Это позволит сэкономить деньги.Подготовка
Чтобы краска ложилась на нержавеющую сталь ровным слоем, изделие надо правильно обработать перед покраской.
Изучение поверхности
В первую очередь надо внимательно осмотреть поверхность материала. На ней не должно быть глубоких царапин или сколов. В противном случае краска очень быстро облезет. Поэтому, заметив такие повреждения, поверхность нужно выровнять. Если отдельные детали были ранее соединены при помощи сварки, с поверхности надо удалить сварной шов. А вот неглубокие изъяны вполне можно сохранить. Так краска будет ложиться на поверхность более ровным слоем.
Придание шероховатости
Идеально гладкая поверхность нержавейки плохо подвергается окраске. Перед тем как приступать к работе, ее нужно сделать матовой и слегка шершавой. Для обработки небольших деталей можно использовать металлические щетки или обычную наждачную бумагу. Обрабатывать поверхность нужно аккуратно, стараясь в процессе не повредить материал.
Перед тем как приступать к работе, ее нужно сделать матовой и слегка шершавой. Для обработки небольших деталей можно использовать металлические щетки или обычную наждачную бумагу. Обрабатывать поверхность нужно аккуратно, стараясь в процессе не повредить материал.
В остальных случаях человеку пригодится шлифовальная машинка. Для работы рекомендуется использовать насадку со средним уровнем зернистости. Машинку при этом выставляют на самую большую скорость. Но обрабатывать материал также надо медленными и аккуратными движениями. Это поможет быстро добиться нужного результата.
Очистка
После шлифовки изделие обязательно нужно очистить от мусора. Для этого можно использовать обычную мокрую тряпку. Далее изделие нужно еще раз протереть сухой салфеткой или полотенцем. Очень важно очистить всю рабочую поверхность. Если на ней будет слой пыли или мусора, краска на изделие из нержавейки будет ложиться плохо.
Для этого можно использовать обычную мокрую тряпку. Далее изделие нужно еще раз протереть сухой салфеткой или полотенцем. Очень важно очистить всю рабочую поверхность. Если на ней будет слой пыли или мусора, краска на изделие из нержавейки будет ложиться плохо.
По той же причине не стоит проводить окрашивание в грязном и пыльном помещении.
Обезжиривание
Еще один важный шаг – обезжиривание рабочей поверхности. Если на ней остаются какие-то жировые пятна, краска на поверхность ложится хуже. Для обработки металла обычно используются щелочные вещества или специальные кислоты. Заниматься обезжириванием стали нужно на улице или в проветриваемом помещении. Перед тем как приступать к работе, надо обязательно надеть перчатки и специальную маску. Это позволит защитить организм от воздействия токсичных веществ.
В домашних условиях обезжирить поверхность нержавеющей стали можно раствором соды. Для его приготовления 3-4 грамма соды разводят в 100 мл воды. Этот метод экономичный, но при этом достаточно эффективный. После такой обработки материал нужно просушить. Закончив с подготовительными работами, можно приступать к окрашиванию поверхности.
Для его приготовления 3-4 грамма соды разводят в 100 мл воды. Этот метод экономичный, но при этом достаточно эффективный. После такой обработки материал нужно просушить. Закончив с подготовительными работами, можно приступать к окрашиванию поверхности.
Как покрасить порошковой краской?
Порошковая краска – это смесь, состоящая из качественного полимера и красящего пигмента нужного цвета. В некоторых случаях в этот продукт добавляют наполнители, акрилаты, отвердители и смолы, которые позволяют создать на обработанной поверхности более плотную защитную пленку.
Порошковая краска не содержит никаких растворителей. Поэтому она является нетоксичной и не вредит ни человеку, ни окружающей среде.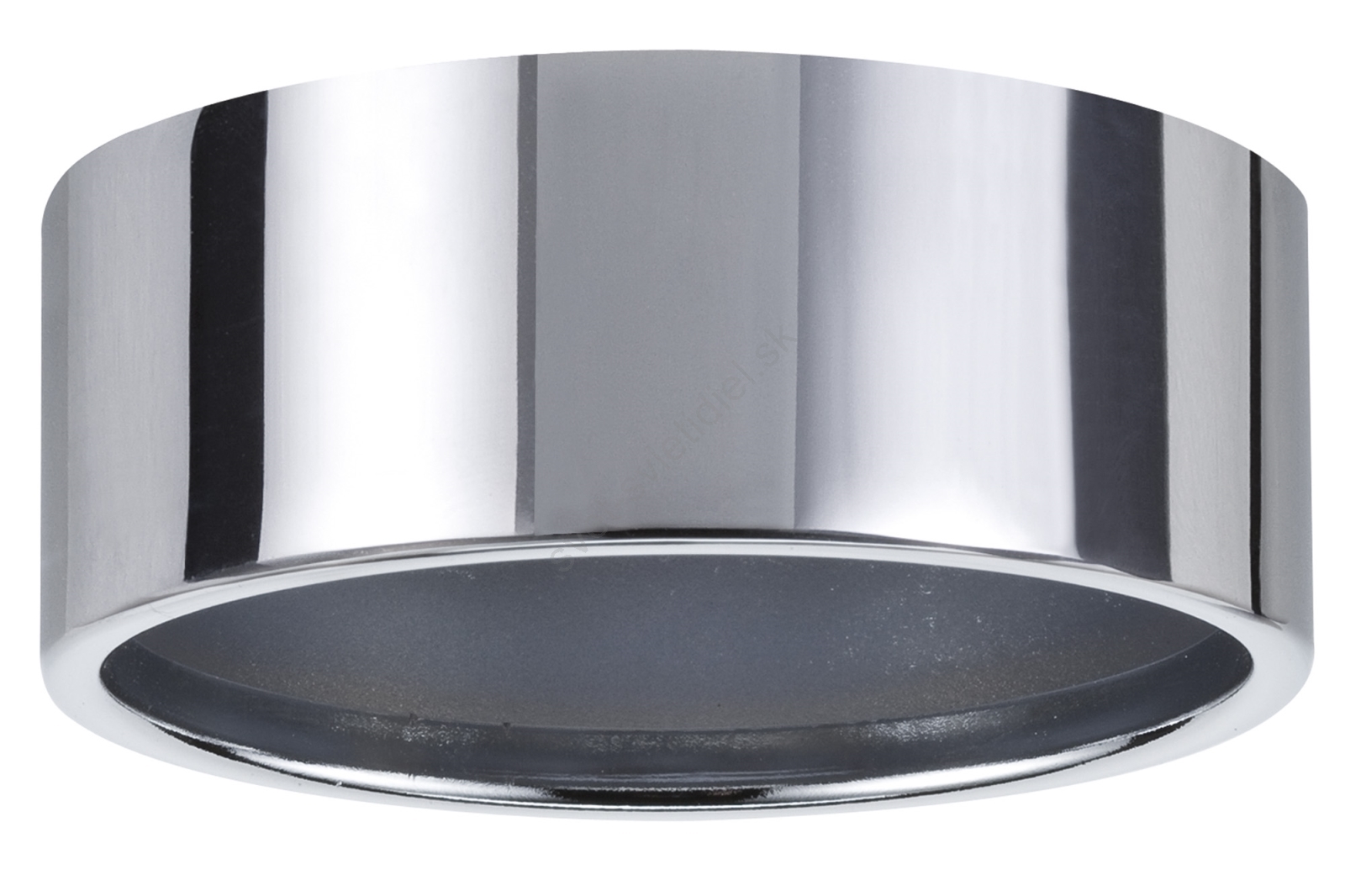 Используя порошковую краску, человек может либо просто выкрасить изделие в нужный цвет, либо создать имитацию мрамора или древесины. Процесс окрашивания стали занимает совсем мало времени.
Используя порошковую краску, человек может либо просто выкрасить изделие в нужный цвет, либо создать имитацию мрамора или древесины. Процесс окрашивания стали занимает совсем мало времени.
Сложность заключается в том, что для проведения всех работ нужно использовать дорогостоящее оборудование. Поэтому данный метод почти никогда не применяется в домашних условиях.
Окрашивание нержавейки порошковой краской начинают с нанесения выбранного состава. Делают это при помощи пульверизатора. После распределения краски изделие помещают в камеру с высокой температурой. Наносить краску на поверхность можно только одним слоем. Остатки материала можно собрать и использовать в другой раз. Порошковая краска долго хранится, не портясь при этом.
Порошковая краска долго хранится, не портясь при этом.
Этот способ окрашивания идеально подходит для изделий из нержавейки со сложной конфигурацией. Ведь после такой обработки краска идеально проникает во все выемки. Кроме того, окрашенные подобным образом изделия оказываются более устойчивы к внешним воздействиям. Обработанные таким образом материалы оказываются надежно защищенными от коррозии.
Использование жидких составов
Для самостоятельной покраски стали можно использовать специальную жидкую краску. Чаще всего ее выпускают в форме аэрозолей. Процесс окрашивания нержавеющей стали состоит из следующих этапов.
- Для начала надо тщательно размешать выбранную краску. Так она будет лучше ложиться на поверхность, а значит, результат окрашивания окажется достойным. Если используется жидкая краска, ее нужно перелить в пульверизатор. Окрашивать поверхность, используя кисточки или валики, не разрешается. Так материал ложится на сталь намного хуже.
- Наносить краску на поверхность нужно, держа баллончик перпендикулярно окрашиваемой детали. Красить сталь нужно так, чтобы новые линии частично перекрывали те, которые были нанесены ранее.
- Через пару минут после окрашивания изделие надо осмотреть. Если есть такая необходимость, его можно окрасить повторно. Наносить второй слой краски нужно только после полного высыхания первого.
- Если есть желание добавить поверхности блеска, ее можно дополнительно покрыть слоем лака. Это также позволит сделать окрашенное изделие термостойким и устойчивым к воздействиям внешней среды. Лучше всего использовать для работы прозрачный лак для яхт. Он прекрасно выдерживает любые погодные условия.
 Так она будет лучше ложиться на поверхность, а значит, результат окрашивания окажется достойным. Если используется жидкая краска, ее нужно перелить в пульверизатор. Окрашивать поверхность, используя кисточки или валики, не разрешается. Так материал ложится на сталь намного хуже.
Так она будет лучше ложиться на поверхность, а значит, результат окрашивания окажется достойным. Если используется жидкая краска, ее нужно перелить в пульверизатор. Окрашивать поверхность, используя кисточки или валики, не разрешается. Так материал ложится на сталь намного хуже. Он прекрасно выдерживает любые погодные условия.
Он прекрасно выдерживает любые погодные условия.Окрашивать нержавейку жидкими составами нужно в сухом и хорошо проветриваемом помещении. В этом случае результат работы сохранится надолго. Для окрашивания поверхности можно использовать обычную автомобильную краску.
Чтобы ускорить процесс высыхания продукта, в него стоит добавить небольшое количество отвердителя. Без этого краска очень быстро слезет с поверхности.
Применение оксидной пленки
Суть этого метода заключается в обработке поверхности изделия низкотемпературной плазмой. Нержавеющий металл можно окрасить в черный, белый и другие базовые цвета. Кроме того, используя этот метод окрашивания, можно создать на поверхности металла различные узоры. Но для достижения нужного результата обрабатывать поверхность стоит в подходящих условиях. Поэтому окрасить таким образом нержавейку у себя дома не получится. Данный метод подходит только для промышленной обработки нержавейки.
Нержавеющий металл можно окрасить в черный, белый и другие базовые цвета. Кроме того, используя этот метод окрашивания, можно создать на поверхности металла различные узоры. Но для достижения нужного результата обрабатывать поверхность стоит в подходящих условиях. Поэтому окрасить таким образом нержавейку у себя дома не получится. Данный метод подходит только для промышленной обработки нержавейки.
Подводя итог, можно сказать, что окрасить нержавеющий металл вполне возможно. Главное, правильно подготовить поверхность и выбрать подходящие и достаточно качественные материалы для работы.
Как определить нержавейку?
Давайте поговорим о том, как определить некоторые свойства неизвестного нам куска стали. Определить марку стали на коленке, конечно, невозможно. У нас нет в кармане спектрометра. Да и хим.анализ для большинства недоступен. Однако, кое что мы все же сделать можем. Рассмотрим народный метод определения – ржавейка, нержавейка. С помощью магнита. Не магнитится, значит, нержавейка. Магнитится, совсем наоборот.
Определить марку стали на коленке, конечно, невозможно. У нас нет в кармане спектрометра. Да и хим.анализ для большинства недоступен. Однако, кое что мы все же сделать можем. Рассмотрим народный метод определения – ржавейка, нержавейка. С помощью магнита. Не магнитится, значит, нержавейка. Магнитится, совсем наоборот.
Этот метод корректен лишь отчасти. Магнитные свойства стали зависят от состава и, как следствие, от структуры стали. Нержавеющие стали бывают ферритные. Это 11-17% хрома, немного углерода и обладают магнитными свойствами. То есть они магнитятся. Аустенитные стали, нержавеющие: 18% хрома, 8% никеля. Вот как раз они не обладают или в меньшей степени обладают магнитными свойствами. Есть еще совмещенные аустенитно-ферритные. Это когда зажали немного никеля, добавляют его 2-4 % и наваливают туда до 25% хрома. Так же есть мартенситные нержавеющие стали. 12-17% хрома и выше. Имеют высокое содержание углерода, принимают закалку. То есть, это те стали, с которыми мы общаемся чаще всего. Это ножевые стали. Не только ножевые. Те, которые принимают закалку. Давайте рассмотрим на примере.
12-17% хрома и выше. Имеют высокое содержание углерода, принимают закалку. То есть, это те стали, с которыми мы общаемся чаще всего. Это ножевые стали. Не только ножевые. Те, которые принимают закалку. Давайте рассмотрим на примере.
Нержавейка, на первый взгляд. Имеет магнитные свойства. Следующая ложка, тоже нержавейка. Не имеет магнитных свойств. Металл на некоторых инструментах магнитится лучше, на некоторых хуже. Ключ магнитится, сверло, стамеска. То есть, все тут достаточно проверенные стали. Из таких изделий, где не «китайский» состав, скажем так. Тут вполне объяснимые стали. И вот небольшой кусочек конструкционки. Тоже магнитится. Как мы видим, магнитом мы можем, определить, выявить, в принципе, нержавейку. Но только аустенитную. Это, в принципе, не противоречит утверждению, что магнитом можно выявить нержавейку. Но также мы не можем отрицать, что другая сталь не является при этом нержавейкой, если она магнитится.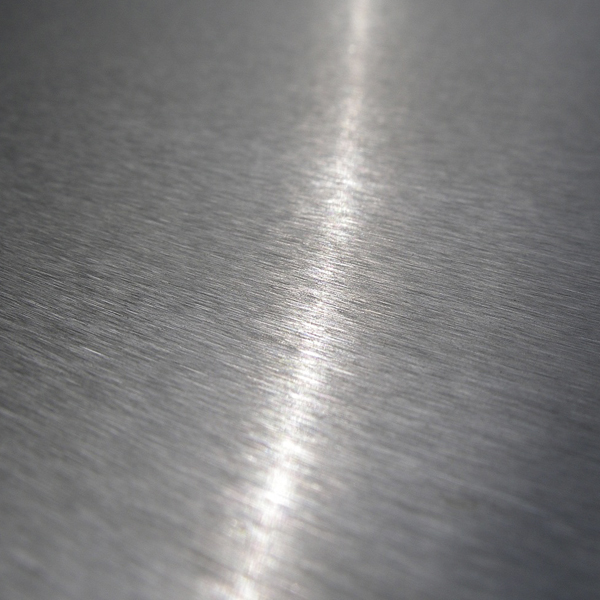 Поэтому, для определения коррозионных и других свойств я предлагаю использовать комплексный подход. То есть, магнитные свойства, мы конечно, будем рассматривать.
Поэтому, для определения коррозионных и других свойств я предлагаю использовать комплексный подход. То есть, магнитные свойства, мы конечно, будем рассматривать.
Как определить, какие свойства имеет та или иная сталь?
Глазами просто посмотреть на нее и понять, для чего этот предмет предназначен. Я предполагаю, например, что сверло изготовлено из р6м5. Не обязательно, что это так, но в большинстве случаев, это так. Ложки, мы знаем, не будут из углеродки. Какой-нибудь молоток не будет с высоким содержанием хрома. На ключе… У нас сейчас представлен хромванадиевый ключ, поэтому с этим сложнее.
Еще предмет из нашего набора интсрументов – нож из Китая, который продают, меняют с супермаркетах. В отношении его тоже можно предположить, какая там сталь. Просто анализ назначения предметов.
И третьим индикатором будет реакция стали на медный купорос. Вот такой раствор. 5:17 рисунок Вообще, он голубого цвета, но мы добавили натрий хлор, соль, в пропорции ½. Поэтому раствор стал зеленым. Возьмем спонжик и нанесем на каждую из сталей немного этого раствора. Стали, где это было необходимо, мы зачистили и заранее обезжирили. Реакция сильно зависит от температуры раствора. При температуре 50 градусов реакция происходит быстрее. От 50 до 80-90 градусов уже не такой быстрый скачок. Наносим небольшие капельки на изделия и наблюдаем практически мгновенную реакцию.
Вот такой раствор. 5:17 рисунок Вообще, он голубого цвета, но мы добавили натрий хлор, соль, в пропорции ½. Поэтому раствор стал зеленым. Возьмем спонжик и нанесем на каждую из сталей немного этого раствора. Стали, где это было необходимо, мы зачистили и заранее обезжирили. Реакция сильно зависит от температуры раствора. При температуре 50 градусов реакция происходит быстрее. От 50 до 80-90 градусов уже не такой быстрый скачок. Наносим небольшие капельки на изделия и наблюдаем практически мгновенную реакцию.
Мы видим, что на конструкционке и на стамеске зеленый раствор превратился в красноватый. Медный купорос вступил в реакцию и выделился хлорид меди. Это не ржавчина, как все думают. Как индикатор, он отличный! Потому что позволяет определить, что это сталь с минимумом или с полным отсутствием хрома, или других легирующих компонентов и с большим содержанием углерода в стали. На молотке мы также наблюдаем аналогичную ситуацию. Не успели поставить каплю, сразу же, буквально, выделился хлорид меди. Данный метод позволяет получить логическое значение – ржавейка, нержавейка, а еще очень хорошо показывает динамику окисления. Наносим раствор на наши ложки. Возьмем побольше раствора. Ложки тоже обезжирены. По-возможности, чуть-чуть снята пленка, но на нержавейках это бесполезно.
На молотке мы также наблюдаем аналогичную ситуацию. Не успели поставить каплю, сразу же, буквально, выделился хлорид меди. Данный метод позволяет получить логическое значение – ржавейка, нержавейка, а еще очень хорошо показывает динамику окисления. Наносим раствор на наши ложки. Возьмем побольше раствора. Ложки тоже обезжирены. По-возможности, чуть-чуть снята пленка, но на нержавейках это бесполезно.
Обращаем внимание на цвет капель. Там, где они остались голубовато-зелеными, это и есть так называемая нержавеющая сталь. С чем можно сравнить? Из тех, которые быстро окислились и покраснели. Как можно быстро и просто увидеть разницу. Капля раствора, после нанесения сначала голубоватая, но тут же переходит в бордовый оттенок.
На двух ножах, из нашего набора пока никакой реакции нет. Это было видно сразу после нанесения. Хлорид меди не проступил. Это не значит, что эти стали супер-нержавеющие. Возможно, для того, чтобы реакция стала заметна, потребуется какое-то время. На конструкционке сразу проступило пятно хлорида меди. На стамеске то же самое. Яркая, почти мгновенная реакция. Что мы видим на р6м5 – сверле? То же самое. Есть красный оттенок хлорида меди. Но, так как р6м5 сложно легированная сталь, реакция происходит не так быстро, как с обычными углеродками. Хромванадиевый ключ получил цвет окисла черного цвета.
Это не значит, что эти стали супер-нержавеющие. Возможно, для того, чтобы реакция стала заметна, потребуется какое-то время. На конструкционке сразу проступило пятно хлорида меди. На стамеске то же самое. Яркая, почти мгновенная реакция. Что мы видим на р6м5 – сверле? То же самое. Есть красный оттенок хлорида меди. Но, так как р6м5 сложно легированная сталь, реакция происходит не так быстро, как с обычными углеродками. Хромванадиевый ключ получил цвет окисла черного цвета.
Проверим еще раз. Нанесем раствор в другом месте. Реакция аналогичная. Цвет окисла снова черный. Глазами незаметно, имеют ли эти пятна хотя бы слегка бордово-красноватый оттенок. Это интересно. На ноже, по прошествии некоторого времени, мы видим небольшое изменение цвета в желтый и где-то уже небольшое покраснение. Сравнивая две нержавейки мы можем наблюдать динамику процесса окисления. На втором ноже, абсолютно такой же цвет раствора, как и при нанесении. Проверяем ложку из ферритной стали магнитом. Изменений нет. Аустенитная, тоже без изменений.
На втором ноже, абсолютно такой же цвет раствора, как и при нанесении. Проверяем ложку из ферритной стали магнитом. Изменений нет. Аустенитная, тоже без изменений.
Получается, магнит ни к чему не обязывает. Это не нержавейки. Но зато, с помощью магнита мы можем точно определить, что ложка, которая не магнитится, из аустинитной стали. Прошел 1 час времени. Смотрим на «китайский» нож. Кромку не держит и ржавеет как кусок углеродки. Капли раствора на втором ноже и на ложке из аустенитной нержавейки цвет не поменяли. Капля раствора на ложке из ферритной нержавейки слегка поменяла цвет. Соответственно, в ложке из аустенитной нержавейки присутствует никель в большом количестве, в ложке из ферритной нержавейки его нет.
Идентификация по цветовому коду — Penn Stainless
Идентификация по цветовому коду — Penn Stainless Идентификация по цветовому коду — Penn StainlessГлавная / Ресурсы / Информация о продукте / Статьи и файлы для загрузки / Идентификация цветового кода
| Тип | Цвет |
|---|---|
| 13-8A | Серо-желтый |
| 15-5A | Серый/красный |
| 302B | Синий/розовый |
| 303/S | Красный |
| 303ACC | Красный/Зеленый |
| 303B | Красный/черный |
| 303BQ | Красный/Белый |
| 303SE | Красный/Фиолетовый |
| 304 | Синий |
| 304ACC | Синий/Красный |
| 304B | Синий/оранжевый |
| 304BQ | Синий/черный |
| 304D | Синий/Белый |
| 304DEZ | Фиолетовый |
| 304EZ | Фиолетовый/красный |
| 304H | Синий/зеленый |
| 304L | Черный |
| 309/S | Зеленый/белый |
| 310/S | Зеленый/серебристый |
| 316 | Желтый |
| 316ACC | Желто-коричневый |
| 316B | Желтый/Синий |
| 316BQ/DEZ | Желтый/Красный |
| 316D | Желтый/белый |
| 316DEZ | Желтый/Красный |
| 316H | Желто-зеленый |
| 316L | Желтый/черный |
| 317L | Золото |
| 317LM | Золотой/черный |
| 316LMN | Золотой/розовый |
| 321 | Коричневый |
| 321H | Коричневый/зеленый |
| 330 | Зеленый/Золотой |
| 347 | Коричневый/Белый |
| 403 | Белый/серебристый |
| G30h2 | Серый/Фиолетовый |
| NH00AR | Оранжево-зеленый |
| 13-8H00 | Серый/розовый |
| 403HT | Белый/Золотой |
| 405 | Флуоресцентный оранжевый |
| 409 | Белый/розовый |
| 410 | Белый |
| 401HT | Белый/черный |
| 410S | Белый/Фиолетовый |
| 416 | Зеленый |
| 416HT | Зеленый/черный |
| 420 | Фиолетовый/Синий |
| 420F | Фиолетовый/черный |
| 422 | Серебристо-коричневый |
| 430 | Серый/Белый |
| 430F | Фиолетовый/Золотой |
| 431 | Фиолетовый/желтый |
| 440C/CHT | Оранжевый |
| 440FSE | Фиолетовый/оранжевый |
| 446 | Фиолетовый/зеленый |
| 630 | Серый |
| 630DHT | Серо-зеленый |
| 630HT | Серо-синий |
| 904L | Золотой/желтый |
| 2205 | Розовый/Коричневый |
| A286 | Медь/желтый |
| AY20 | Розовый |
| C276 | Медь/красный |
| N200 | Оранжевый/Синий |
| N400 | Оранжево-коричневый |
| N500/NK500 | Оранжевый/Серебристый |
| N600 | Оранжевый/Белый |
| N601 | Оранжевый/черный |
| N625 | Оранжево-желтый |
| NIT50 | Медь |
| NIT60 | Медь/Белый |
| NX750 | Оранжевый/Золотой |
| 201 | Медно-синий |
| F55 | Розовый/оранжевый |
| 254SM0 | Розовый/черный |
Оставайтесь на шаг впереди
Будьте в курсе последних новостей от Penn Stainless. Подпишитесь ниже на нашу рассылку.
Подпишитесь ниже на нашу рассылку.Цветная и узорчатая нержавеющая сталь
Представьте себе нержавеющую сталь, и большинство людей думают, что она «яркая, блестящая и серебристая». Но знаете ли вы, что выбор нержавеющей стали не ограничивается ее серебристым внешним видом?
Загрузить Технический FAQ 12 ASDA (PDF)
Цветная и текстурированная нержавеющая сталь — отличный выбор для дизайнеров и архитекторов.В дополнение к высококачественной и эстетически приятной отделке с возможностью выбора цвета, превосходные преимущества нержавеющей стали по сравнению с пластиком или анодированным алюминием включают устойчивость к теплу, свету, истиранию и коррозии, а также общую повышенную прочность и производительность, продлевающие срок службы. приложение.
В этом FAQ мы рассмотрим развитие цветной нержавеющей стали, детализируем процессы электрохимического окрашивания и нанесения покрытия методом PVD, а также рассмотрим различные доступные текстуры поверхности.
ИСТОРИЯ И РАЗВИТИЕ
Еще в конце 1960-х компания INOX разработала процесс равномерного окрашивания гладких поверхностей из нержавеющей стали. Цвет зависит от роста однородной пленки на основе оксида в смеси серной и хромовой кислот. Цвет изменился из-за интерференции отражений от верхней части слоя и металла под ним. Это похоже на цвета мыльного пузыря или масляной пленки, за исключением того, что пленка INOX имеет очень однородную толщину. Это связано с тем, что он выращивается при одинаковой температуре и условиях потока с жестко контролируемым химическим составом.Поскольку цвета были субтрактивными, а не аддитивными, они не были такими же, как спектр радуги, но цвета варьировались от бронзового, синего, черного, угольно-серого, золотого, фиолетового и зеленого по мере того, как пленка увеличивалась с 20 нм до 360 нм. Цвета также немного менялись в зависимости от угла обзора из-за интерференционного процесса, который придает цвет.
Изначально было два ограничения и два предостережения. Во-первых, покрытия легко истирались, поэтому их не следует использовать в местах с интенсивным движением транспорта, так как любые механические повреждения не подлежат ремонту.Во-вторых, изначально выращивался только на 304. А нюансы? Жесткие ограничения по толщине означают, что цвета от партии к партии могут иметь небольшие различия в оттенках, хотя это также использовалось для обеспечения более мягкого цветного изображения.
Во-первых, покрытия легко истирались, поэтому их не следует использовать в местах с интенсивным движением транспорта, так как любые механические повреждения не подлежат ремонту.Во-вторых, изначально выращивался только на 304. А нюансы? Жесткие ограничения по толщине означают, что цвета от партии к партии могут иметь небольшие различия в оттенках, хотя это также использовалось для обеспечения более мягкого цветного изображения.
ЭЛЕКТРОХИМИЧЕСКАЯ КРАСКА
В течение десятилетия был разработан двухстадийный процесс с электрохимической обработкой, обеспечивающий большую стойкость к истиранию. Исследования, проведенные в Австралии, показали, что для основного материала 304 пленка обеспечивает небольшое улучшение коррозионной стойкости, хотя это изменение не так значительно, как процесс пассивации.Дальнейшие разработки показали, что цветные пленки также можно формировать на 316. Необходимость в одинаковой толщине пленки по-прежнему требует заводской обработки, что означает, что она ограничивается листами или круглыми поверхностями, такими как трубы. Тем не менее, фасады зданий, торговые центры и произведения искусства с гладкой поверхностью могли отображать различные цвета нержавеющей стали, даже когда цветная нержавеющая сталь была тщательно изогнута в формы.
Тем не менее, фасады зданий, торговые центры и произведения искусства с гладкой поверхностью могли отображать различные цвета нержавеющей стали, даже когда цветная нержавеющая сталь была тщательно изогнута в формы.
Эти цвета очень стойкие даже в Австралии, так как они не выцветают под воздействием ультрафиолета, а в городской среде, зараженной граффити, можно использовать растворители для удаления ярлыков и других нежелательных дополнений с цветных фасадов и вывесок.Однако они не подлежат ремонту в случае появления царапин и могут быть исправлены только механически, так как сварка локально разрушает цветную пленку.
ПОКРЫТИЕ ПОВЕРХНОСТИ
Используют ли рычаги ваших черных дворников этот процесс окраски? Ну нет. Насыщенный глянцевый черный цвет раньше был результатом погружения нержавеющей стали в расплавленный дихромат натрия/калия при температуре 400 o C в течение примерно 30 минут, но теперь его обычно заменяют отвержденным органическим покрытием при 180 o C. Для тепловых солнечных водонагревателей использовалось более короткое время погружения, но теперь они либо окрашены, либо изготовлены из пластика, хотя черный хром нашел свое место на рынке.
Для тепловых солнечных водонагревателей использовалось более короткое время погружения, но теперь они либо окрашены, либо изготовлены из пластика, хотя черный хром нашел свое место на рынке.
ПОКРЫТИЕ ДЛЯ ФИЗИЧЕСКОГО НАНЕСЕНИЯ ПАРОВ (PVD)
Используют ли рычаги ваших черных дворников этот процесс окраски? Ну нет. Насыщенный глянцевый черный цвет раньше был результатом погружения нержавеющей стали в расплавленный дихромат натрия/калия при температуре 400 o C в течение примерно 30 минут, но теперь его обычно заменяют отвержденным органическим покрытием при 180 o C. Для тепловых солнечных водонагревателей использовалось более короткое время погружения, но теперь они либо окрашены, либо изготовлены из пластика, хотя черный хром нашел свое место на рынке.Вторым основным методом окрашивания нержавеющей стали является PVD или физическое осаждение из паров, отсюда и PVD. Процесс осуществляется в высоковакуумной камере с небольшим количеством (обычно) газообразного аргона. Газ ионизируется высоким отрицательным напряжением на мишени и образует плазму электронов и положительных ионов, которые бомбардируют исходный металл и выбрасывают (или распыляют) ионы или атомы металла. Они наносятся на продукт, образуя тонкое (обычно 300 нм) покрытие на чистом продукте. Крайне важно, чтобы поверхность с покрытием была свободна от загрязнений, иначе покрытие не будет иметь адгезии.Он обычно используется для твердого покрытия небольших предметов, таких как сверла, но в более крупных масштабах он производит цветную дверную фурнитуру или предметы, размер которых ограничен только вакуумной камерой. Покрытие более крупных объектов и листового материала требует большей эффективности электронной ионизации в плазме, которая обычно использует магнитные поля, параллельные поверхности мишени.
Газ ионизируется высоким отрицательным напряжением на мишени и образует плазму электронов и положительных ионов, которые бомбардируют исходный металл и выбрасывают (или распыляют) ионы или атомы металла. Они наносятся на продукт, образуя тонкое (обычно 300 нм) покрытие на чистом продукте. Крайне важно, чтобы поверхность с покрытием была свободна от загрязнений, иначе покрытие не будет иметь адгезии.Он обычно используется для твердого покрытия небольших предметов, таких как сверла, но в более крупных масштабах он производит цветную дверную фурнитуру или предметы, размер которых ограничен только вакуумной камерой. Покрытие более крупных объектов и листового материала требует большей эффективности электронной ионизации в плазме, которая обычно использует магнитные поля, параллельные поверхности мишени.
Исходный металл также может быть получен путем термического испарения, но это менее распространено.
В отличие от электрохимического процесса INOX, цвет покрытия PVD определяется исходным материалом. Несколько примеров приведены в таблице.Он также инвариантен с углом обзора. Покрытия PVD намного более устойчивы к истиранию, чем система INOX, но не являются неразрушимыми.
Несколько примеров приведены в таблице.Он также инвариантен с углом обзора. Покрытия PVD намного более устойчивы к истиранию, чем система INOX, но не являются неразрушимыми.
НЕРЖАВЕЮЩАЯ СТАЛЬ С РИСУНКОМ: ТЕКСТУРА ПОВЕРХНОСТИ И ЕЕ ВЛИЯНИЕ
Доступен ряд тисненых, узорчатых и текстурированных поверхностей из нержавеющей стали. Горячекатаная отделка обычно слишком неровная для эстетической отделки. Покрытие холоднокатаного проката бывает гладким и либо тускло-серым (2B), либо очень светлым (BA – светлый отжиг) и обеспечивает различный внешний вид, но одинаковые механические свойства.Оба имеют значительно лучшую коррозионную стойкость, чем покрытия после абразивного износа. Эстетические изменения путем истирания или пескоструйной обработки обеспечат отделку элементов, но лишь незначительно повлияют на цвет и механические свойства, хотя известно, что шероховатые после абразивного истирания поверхности менее устойчивы к коррозии, т. е. критерий 0,5 микрометра R и .
Профили с механическим тиснением на аустенитном прокате могут снизить способность к очистке, но они также повышают прочность благодаря упрочнению в холодном состоянии, сохраняя при этом коррозионную стойкость основного металла.Это усиление означает, что можно использовать более тонкий материал, такой как тонкий клетчатый лист, используемый в ящиках для инструментов, — хороший визуальный эффект и меньший вес в утилите с безопасностью для инструментов. Профилированный лист для общественных мест на открытом воздухе — еще одно применение более тонкого листа из-за прочности и яркого внешнего вида без бликов.
В зонах повышенного износа, таких как зона выдачи багажа в аэропорту или коридоры больниц, часто используются жесткие нержавеющие стали, где профиль сквозного листа значительно увеличивает прочность и жесткость с приятным эстетическим видом.Дополнительным преимуществом профилированной отделки является то, что царапины затрагивают только пики и менее заметны отчасти из-за того, что они не сплошные. В более широком масштабе башни Петронас в Куала-Лумпуре, Малайзия, представляют собой более сложную профилированную отделку Cambric на основе металла 316 с прикладом BA. Профилированная отделка позволяет избежать ослепляющих отражений при использовании основного металла 316 с фрезерованной отделкой, которая обладает самой высокой доступной коррозионной стойкостью.
В более широком масштабе башни Петронас в Куала-Лумпуре, Малайзия, представляют собой более сложную профилированную отделку Cambric на основе металла 316 с прикладом BA. Профилированная отделка позволяет избежать ослепляющих отражений при использовании основного металла 316 с фрезерованной отделкой, которая обладает самой высокой доступной коррозионной стойкостью.
ВАЖНАЯ ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ. Технические рекомендации, содержащиеся в этой статье, обязательно носят общий характер, и на них не следует полагаться для конкретных приложений без предварительного получения компетентного совета.Несмотря на то, что ASSDA предприняла все разумные шаги для обеспечения точности и актуальности информации, содержащейся в настоящем документе, ASSDA не гарантирует точность или полноту информации и не несет ответственности за ошибки или упущения.
Цветная нержавеющая сталь
Трудно быть инноватором на зрелом рынке. По мере того, как многие отрасли развиваются, добавляя интеллект для разработки «умных» продуктов, скромная застежка является одним из немногих компонентов, которые по своей сути остаются неизменными. Это по-прежнему чисто механический компонент, редкость в сегодняшней индустриальной вселенной. Несмотря на то, что изготовленные на заказ крепежные детали составляют основу многих отраслей промышленности, это крайне конкурентный сектор. Так что, конечно же, создать компанию по производству крепежа в разгар рецессии с нуля будет почти невозможно, не так ли?
Это по-прежнему чисто механический компонент, редкость в сегодняшней индустриальной вселенной. Несмотря на то, что изготовленные на заказ крепежные детали составляют основу многих отраслей промышленности, это крайне конкурентный сектор. Так что, конечно же, создать компанию по производству крепежа в разгар рецессии с нуля будет почти невозможно, не так ли?
«Конечно, это было нелегко, — сказал Джуд Робинсон, коммерческий директор GWR Fasteners. Компания началась в 2009 году со скромного начала, выступая в качестве дистрибьютора из дома пары в Шропшире.«Что мы сделали, так это начали с малого, продавая на eBay».
Компания получила высокую оценку на прошлогодней церемонии вручения наград British Engineering Excellence Awards, где судьи отметили, что «помимо распространения стандартных крепежных изделий и наличия клиентской базы по всему миру, GWR смогла добиться разработки продукции и расширения существующих рынков в области, в которой многие считать зрелым.’
Первоначально крепежные изделия, которые она поставляла, были специальными и небольшими партиями, но перенесемся на шесть лет вперед, и компания совершила более 80 000 транзакций через свой магазин eBay и хранит тысячи продуктов. Она вышла далеко за рамки простого дистрибьютора крепежных изделий, сделанных на заказ.
Она вышла далеко за рамки простого дистрибьютора крепежных изделий, сделанных на заказ.
Компания использует новые технологии для развития своего бизнеса, запатентовав инновационные крепежные детали. Основатель Гэри Робинсон, по профессии производитель инструментов, теперь имеет в своем распоряжении два станка с ЧПУ для изготовления одного крепежа на заказ для клиентов, которым нужны необычные резьба, головки, хвостовики или размеры, либо для какого-то специального применения, либо для замены устаревших крепежных изделий. .
«Мы получаем всевозможные запросы и выявили множество пробелов на рынке, о существовании которых мы даже не подозревали», — сказал Робинсон.«Если мы не можем получить его с полки, мы можем сделать это».
Определение рыночных ниш — это одно, но это вскоре привело к моменту изобретательности, который действительно выделил компанию среди более устоявшихся конкурентов. Клиент использовал стандартные цветные крепежные детали из анодированного алюминия, чтобы добавить к стилю мотоциклов, изготовленных по индивидуальному заказу. Эти цветные застежки достаточно распространены в промышленности и используются в различных целях, большинство из которых призвано повысить эстетическую привлекательность.
Эти цветные застежки достаточно распространены в промышленности и используются в различных целях, большинство из которых призвано повысить эстетическую привлекательность.
Однако ограничение наступило, когда крепления были необходимы для всего, что несет нагрузку. Клиент сказал Гэри Робинсону: «Жаль, что вы не делаете их из нержавеющей стали, поскольку мне нужно использовать их в определенном месте на моем велосипеде, который находится под нагрузкой, поэтому он должен быть из стали».
Это заставило Робинсона перевернуть шестеренки, и, убедившись, что это можно сделать, он начал экспериментировать и разрабатывать аналогичную отделку для стальных застежек. После нескольких месяцев разработки Робинсон был уверен, что придумал воспроизводимый процесс окрашивания нержавеющей стали.Так в чем же секрет?
«Я не могу рассказать вам о процессе, это наша интеллектуальная собственность», — сказал Робинсон. «Если вы думаете об анодировании, то на застежку наносится очень тонкое покрытие. Это похожее покрытие, но это не анодирование».
Это похожее покрытие, но это не анодирование».
Это дало начало ассортименту GWR Fasteners Colourfast. Крепежи имеют тонкое покрытие, нанесенное на стальную основу, которое, как сообщается, более износостойкое, чем краска, устойчиво к ультрафиолетовому излучению и не вызывает коррозии. В результате получается цветная нержавеющая сталь, и хотя доступны не все цвета, покрытие Colourfast доступно для любой застежки и бывает черного, синего, красного, зеленого, латунного и медного цвета.
Робинсон сказал: «Насколько мне известно, мы единственная компания, которая производит такие крепления из цветной стали. Мы определенно единственные, кто делает то же самое, что и мы, чтобы получить то, что мы делаем».
Возникает очевидный вопрос: почему бы не покрасить крепежные детали или не покрыть их порошковой краской? «Он гораздо более устойчив к царапинам и износу, чем краска», — сказал Робинсон. «Он также устойчив к ультрафиолетовому излучению и обеспечивает антикоррозионное покрытие крепежа.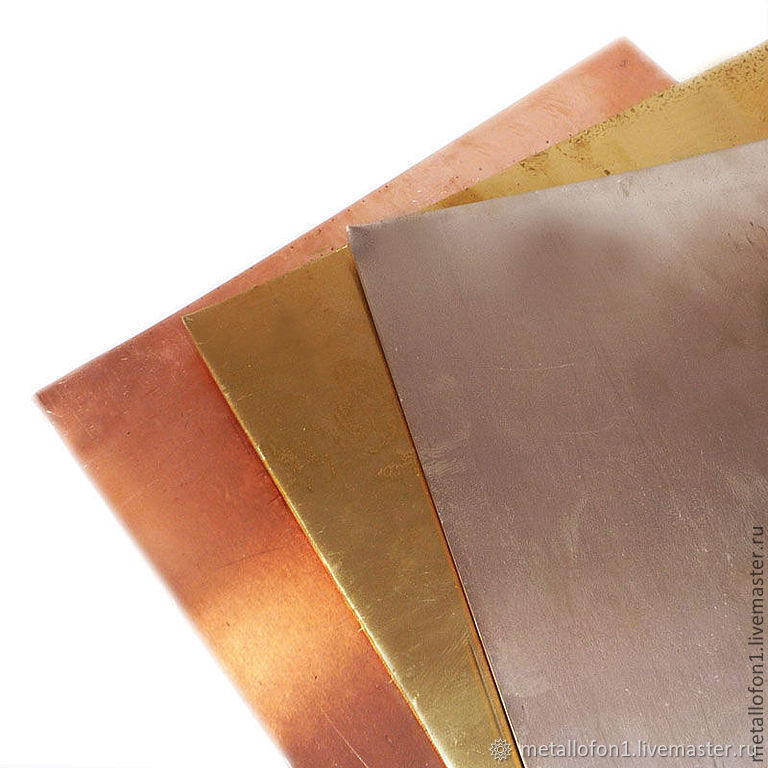
«Насколько я знаю, ничего подобного нет.Вот почему мы получаем много клиентов, обращающихся к нам по поводу процесса. И это может быть применено к любой стандартной нержавеющей стали, которую мы поставляем или производим. И мы можем изготовить дистанционные рамки из нержавеющей стали и применить к ним технологию Colourfast. Мы даже предлагаем это как услугу, где мы также можем покрыть изделия, изготовленные на заказ. Мы сделали это для производителей продуктов питания».
Использование в пищевой промышленности приводит к наблюдению, что покрытие нетоксично и является ультратонким, то есть размеры самой застежки не изменяются – частая проблема при порошковой покраске меньших размеров.Образцы, поставленные нам по адресу Eureka , были небольшими, от 10 до 40 мм, с нанесенным покрытием не более нескольких микрон.
Этот процесс, конечно, имеет надбавку к цене, которая, по словам GWR, соответствует крепежным элементам из цветного анодированного алюминия. Хотя детали этого процесса тщательно охраняются, известно, что он является достаточно трудоемким, поскольку каждый крепеж должен быть индивидуально подготовлен и покрыт.
Хотя детали этого процесса тщательно охраняются, известно, что он является достаточно трудоемким, поскольку каждый крепеж должен быть индивидуально подготовлен и покрыт.
— Мы не можем производить их массово, — сказал Робинсон. «Каждый из них делается индивидуально, так что это довольно обременительный процесс, и, вероятно, поэтому никто больше не пошел по этому пути обработки.”
Крепеж Colourfast используется во множестве приложений, выходящих далеко за рамки индивидуальной настройки мотоциклов, где эстетическая отделка крепежа важна, но также важна для конструкции. «Нас просят сделать множество разных приложений», — сказал Робинсон. «Он использовался в военных, фармацевтических компаниях, в нефтегазовой отрасли и даже в архитектуре на заказ. Архитектор проектировал прием шикарного здания, и все было выполнено в медном цвете. Поэтому, когда лифт открылся, они хотели, чтобы все винты и крепления совпадали.
«Еще один недавний клиент использовал их, когда проектировал и строил дроны-вертолеты, и хотел, чтобы они были элементом дизайна. Применение безгранично».
Применение безгранично».
Химическая окраска нержавеющей стали ультразвуковым облучением
https://doi.org/10.1016/j.ultsonch.2017.07.049Get rights and contentHighlights
- •
Новый метод окраски с применением ультразвукового облучения решить неоднородность нержавеющей стали.
- •
Ультразвуковое облучение не только ускоряло скорость окрашивания, но и снижало температуру окрашивания.
- •
Однородность окрашенной пленки значительно улучшилась благодаря дисперсионному эффекту ультразвукового излучения.
- •
Повышенная износостойкость и коррозионная стойкость цветной пленки за счет кавитационного эффекта ультразвукового облучения.
Реферат
Для решения проблем, связанных с высокой температурой и неравномерностью окраски нержавеющей стали, в этой статье был разработан новый процесс химического окрашивания, в котором ультразвуковое облучение применяется к традиционному процессу химического окрашивания. Было изучено влияние частоты ультразвука и плотности мощности (интенсивности звука) на химическое окрашивание нержавеющей стали. Однородность морфологии и цвета наблюдали с помощью поляризационного микроскопа и сканирующей электронной микроскопии (СЭМ), а составы поверхности характеризовали с помощью рентгеновской фотоэлектрической спектроскопии (РЭС), при этом исследовали износостойкость и коррозионную стойкость, обсуждался механизм воздействия ультразвукового облучения на химическую окраску.Эти результаты показывают, что в процессе химического окрашивания нержавеющей стали с помощью ультразвукового облучения состав пленки такой же, как и при традиционном химическом окрашивании, и этот метод может значительно улучшить однородность, износостойкость и коррозионную стойкость цветной пленки и ускорить скорость окрашивания, благодаря которой температура окрашивания снижается до 40 °C. Влияние ультразвукового облучения на химическое окрашивание можно объяснить ускорением скорости окрашивания и снижением температуры окрашивания за счет термического воздействия, однородностью окрашивающей пленки, улучшенной за счет дисперсионного эффекта, а также износостойкостью и коррозионной стойкостью окрашивающей пленки, улучшенной за счет кавитации.
Было изучено влияние частоты ультразвука и плотности мощности (интенсивности звука) на химическое окрашивание нержавеющей стали. Однородность морфологии и цвета наблюдали с помощью поляризационного микроскопа и сканирующей электронной микроскопии (СЭМ), а составы поверхности характеризовали с помощью рентгеновской фотоэлектрической спектроскопии (РЭС), при этом исследовали износостойкость и коррозионную стойкость, обсуждался механизм воздействия ультразвукового облучения на химическую окраску.Эти результаты показывают, что в процессе химического окрашивания нержавеющей стали с помощью ультразвукового облучения состав пленки такой же, как и при традиционном химическом окрашивании, и этот метод может значительно улучшить однородность, износостойкость и коррозионную стойкость цветной пленки и ускорить скорость окрашивания, благодаря которой температура окрашивания снижается до 40 °C. Влияние ультразвукового облучения на химическое окрашивание можно объяснить ускорением скорости окрашивания и снижением температуры окрашивания за счет термического воздействия, однородностью окрашивающей пленки, улучшенной за счет дисперсионного эффекта, а также износостойкостью и коррозионной стойкостью окрашивающей пленки, улучшенной за счет кавитации. -эффект.Ультразвуковое облучение не только имеет широкую перспективу применения для химической окраски нержавеющей стали, но также дает ценный ориентир для других химических окрасок.
-эффект.Ультразвуковое облучение не только имеет широкую перспективу применения для химической окраски нержавеющей стали, но также дает ценный ориентир для других химических окрасок.
Ключевые слова
Цветная нержавеющая сталь
Химическая окраска
Ультразвуковое облучение
Однородность
Износостойкость и коррозионная стойкость
Рекомендуемые статьиСсылки на статьи (0)
Посмотреть полный текстРекомендуемые статьи
Ссылающиеся статьи
Цветные листы из нержавеющей стали
Материалы: Черная нержавеющая сталь доступна в вариантах из нержавеющей стали 304 и 316 и предлагает привлекательную отделку для обычных (304) и суровых условий (316).Обработка поверхности методом PVD (физическое осаждение из паровой фазы) является долговечной и на самом деле тверже, чем сама поверхность из нержавеющей стали. Это звучит здорово, но не поймите меня неправильно. Преимуществом является более устойчивая к царапинам отделка, но она не является пуленепробиваемой, поэтому не ожидайте, что PVD-покрытие останется невредимым, когда вы возьмете его проволочной щеткой. Он значительно превосходит черно-серую обработку поверхности бытовой техники и других материалов.
Он значительно превосходит черно-серую обработку поверхности бытовой техники и других материалов.
Защита окружающей среды: нержавеющая сталь с PVD-покрытием отлично подходит для использования вне помещений, поскольку на нее не действует УФ-излучение.Он также отлично подходит в качестве вторичного покрытия для нержавеющей стали, поскольку химикаты и моющие средства не влияют на отделку.
Гибка: Вы можете без проблем согнуть нержавеющую сталь. Покрытие PVD не отслаивается, не трескается и не имеет других дефектов. Мы сформировали углы от 0 до 180 градусов и даже зашили черную нержавеющую сталь. Кромка была открытой, каплевидной, дефектов на поверхности металла не было, окраска однородная.
Сварка: Хотя вы, безусловно, можете сваривать черную нержавеющую сталь, вы не сможете шлифовать и/или полировать сварной шов.Целью является сварка с внутренней стороны угла, или со стороны, которая не видна. Если это невозможно, стремитесь к очень тонкому сварному шву без присадочной проволоки или проволоки. Конечно, это будет означать, что детали будут очень туго подогнаны. Мы можем сделать это для вас, если это необходимо. При необходимости сообщите нам о своих требованиях на странице «Контакты».
Конечно, это будет означать, что детали будут очень туго подогнаны. Мы можем сделать это для вас, если это необходимо. При необходимости сообщите нам о своих требованиях на странице «Контакты».
Эти изображения сделаны из одного и того же материала. Освещение оказывает довольно сильное влияние на внешний вид. На одном изображении зерно более четко определено.Опять же, это близкое изображение, и вы, очевидно, не сможете так четко увидеть зернистость при любом освещении.
К началу страницыКак изменить цвет раковины из нержавеющей стали | На главную Справочники
Нержавеющая сталь наиболее известна своей устойчивостью к коррозии и гладким чистым внешним видом. Хотя эти качества делают нержавеющую сталь удобной и простой в обслуживании, вы можете обнаружить, что серый цвет и холодность нержавеющей стали вам не подходят. Можно изменить цвет нержавеющей стали на желтый, коричневый, фиолетовый, синий или их комбинацию с эффектом радуги, чтобы придать вашей раковине более яркий или причудливый вид, используя тепловую окраску.
Снимите раковину с помощью гаечного ключа и отвертки. Вам понадобится канцелярский нож, чтобы прорезать герметик.
Очистите раковину водой с мылом. Не оставляйте отпечатки пальцев внутри раковины. Если к раковине прилипло масло или грязь, удалите ее с помощью бытового чистящего средства, а затем снова промойте раковину, так как некоторые химикаты легко воспламеняются. Подождите, пока раковина высохнет.
Поместите раковину на несколько кирпичей или шлакоблоков внутренней стороной вверх. Части раковины, которые не видны, окрашивать не нужно.Выберите рабочее место, где нет ничего легковоспламеняющегося, например, химикатов.
Наденьте защитные очки и перчатки и зажгите факел. Внимательно прочитайте инструкцию к вашей конкретной горелке, прежде чем зажечь ее.
Медленно и равномерно проведите пламенем горелки по поверхности раковины. Температуры от 400 до 640 градусов по Фаренгейту изменяют цвет стали: при более низких температурах появляется желтый цвет, а при более высоких — пурпурный и синий. Внимательно следите за своей работой, чтобы добиться привлекательного цвета и не почернить раковину.Вы можете остановиться и подождать, пока раковина остынет, чтобы лучше увидеть цвета, а затем при желании нагреть раковину дальше. Подождите, пока раковина полностью остынет, прежде чем устанавливать ее на место.
Внимательно следите за своей работой, чтобы добиться привлекательного цвета и не почернить раковину.Вы можете остановиться и подождать, пока раковина остынет, чтобы лучше увидеть цвета, а затем при желании нагреть раковину дальше. Подождите, пока раковина полностью остынет, прежде чем устанавливать ее на место.
Справочные материалы
Ресурсы
Советы
- Пропановая горелка позволяет получать различные цвета. Для более равномерного изменения цвета попробуйте использовать печь. Преимуществом горелки является возможность внимательно следить за изменением цвета металла.
- Факел окисляет металл раковины.Слой оксидации тонкий, поэтому цветной слой уязвим для царапин. Однако, если вам не нравятся цвета или вы ошиблись, также легко отшлифовать или отшлифовать окисленный слой и повторить попытку.
- Ацетиленовые или кислородно-ацетиленовые горелки также окрашивают сталь так же, как и пропановая горелка.
Предупреждения
- Пропановые горелки имеют открытое пламя и представляют опасность. Будьте осторожны при использовании пропановой горелки. Наденьте все защитное снаряжение, не носите свободную одежду и прочтите все инструкции перед тем, как зажечь фонарик.При работе с пропановой горелкой держите поблизости огнетушитель или аналогичное оборудование.
 Будьте осторожны при использовании пропановой горелки. Наденьте все защитное снаряжение, не носите свободную одежду и прочтите все инструкции перед тем, как зажечь фонарик.При работе с пропановой горелкой держите поблизости огнетушитель или аналогичное оборудование.
Будьте осторожны при использовании пропановой горелки. Наденьте все защитное снаряжение, не носите свободную одежду и прочтите все инструкции перед тем, как зажечь фонарик.При работе с пропановой горелкой держите поблизости огнетушитель или аналогичное оборудование.Тускнеет ли нержавеющая сталь? Заставьте ювелирные изделия SS снова сиять
Ювелирные изделия из нержавеющей стали красивы, с серебристым блеском. Он также намного доступнее, чем серебро, палладий и платина, и более износостойкий. Но тускнеет или тускнеет? Давайте разберемся.
Нержавеющая стальне подвержена коррозии и потускнению. Содержание хрома в нержавеющей стали делает ее устойчивой к коррозии, а отсутствие меди делает ее устойчивой к потускнению.Однако длительное воздействие суровых условий и агрессивных веществ в конечном итоге приведет к потускнению нержавеющей стали и даже к ржавчине.
Что вызывает потускнение нержавеющей стали?
Нержавеющая сталь не тускнеет, как медные сплавы, такие как латунь и бронза, но со временем они могут потерять свой блеск. Причиной потускнения нержавеющей стали является постоянное воздействие влаги, тепла, химикатов и износ. Вот почему ваша когда-то блестящая посуда теперь выглядит тусклой.Посуда из нержавеющей стали регулярно подвергается воздействию тепла, влаги и истиранию (во время чистки), что приводит к потере блеска.
Причиной потускнения нержавеющей стали является постоянное воздействие влаги, тепла, химикатов и износ. Вот почему ваша когда-то блестящая посуда теперь выглядит тусклой.Посуда из нержавеющей стали регулярно подвергается воздействию тепла, влаги и истиранию (во время чистки), что приводит к потере блеска.
Нержавеющая сталь зеленеет?
Нержавеющая сталь не зеленеет, так как не содержит меди. Когда медь присутствует в сплаве, она может вступать в реакцию с маслами на вашей коже, солью в вашем поте или другими факторами окружающей среды, образуя зеленоватый налет, который, в свою очередь, приводит к тому, что ваша кожа становится зеленой.
Тускнеет ли нержавеющая сталь при намокании?
Нержавеющая сталь обладает высокой устойчивостью к потускнению, обесцвечиванию и коррозии.Вы можете безопасно плавать или принимать душ со своими украшениями из нержавеющей стали, если вы снова их высушите. Длительное воздействие влаги в сочетании с маслами на коже и солью в поту в крайних случаях может привести к потускнению.
Как очистить нержавеющую сталь?
Чистить украшения из нержавеющей стали просто и легко. В отличие от других видов украшений, чистка не предполагает похода к ювелиру — вы можете сделать это самостоятельно с предметами, которые, вероятно, уже есть в вашей кладовой.
Мягкое моющее средство и вода
Вы можете удалить грязь с ювелирных изделий из нержавеющей стали, используя мягкое мыло, теплую воду и мягкую ткань.Подготовьте теплую мыльную воду, замочите украшения на несколько минут, затем аккуратно протрите их мягкой тканью. Замачивание помогает смягчить грязь и копоть, которые, вероятно, накопились на вашем изделии с течением времени. Эта размягченная грязь затем легко удаляется путем протирки. Для очистки труднодоступных мест можно использовать зубную щетку с мягкой щетиной.
Когда закончите, протрите украшения насухо мягкой безворсовой тканью. Это вернет ему блестящее, первозданное состояние.
Убедитесь, что мыло, которое вы используете, мягкое, так как агрессивные химикаты могут вызвать коррозию и повредить ваши украшения. Точно так же не трите деталь абразивными тряпками или губками, так как это может повредить поверхность, что в конечном итоге приведет к коррозии.
Точно так же не трите деталь абразивными тряпками или губками, так как это может повредить поверхность, что в конечном итоге приведет к коррозии.
Пищевая сода
Пищевая сода — мягкое чистящее средство, вступающее в реакцию с грязью и пылью, чтобы удалить ее с металла. Чтобы использовать это, смешайте пищевую соду и воду, чтобы получилась густая паста. Аккуратно вотрите его в украшения и медленно почистите зубной щеткой с мягкой щетиной. Вы заметите, что пищевая сода начинает пениться и становится коричневой — это признак того, что она вступает в реакцию с грязью на ваших украшениях.Убедившись, что изделие чистое, тщательно смойте пищевую соду и высушите украшение мягкой безворсовой тканью.
Если ваши украшения очень грязные, вы можете повторить этот процесс несколько раз, чтобы удалить всю грязь.
Пищевая сода является мягким окислителем. Если вы оставите его на украшениях слишком долго, он может повредить сталь и вызвать коррозию. По этой причине нельзя оставлять украшение замачиваться в пищевой соде. Как только вы закончите очистку, промойте в чистой воде и сразу же вытрите.
Как только вы закончите очистку, промойте в чистой воде и сразу же вытрите.
Гелевая зубная паста
Зубная пастаотлично очищает труднодоступные места во рту. Точно так же он очищает все уголки и закоулки в ваших украшениях. Итак, если ваши украшения из нержавеющей стали выглядят немного тусклыми или со временем на них образовалась грязь и накипь, гелевая зубная паста является хорошим чистящим средством. Как и в случае с пищевой содой, обильно нанесите гелевую зубную пасту и осторожно почистите ее зубной щеткой с мягкой щетиной, пока не убедитесь, что кусок чистый. Остерегайтесь зубной пасты с отбеливающими средствами, так как они могут быть абразивными или жесткими и повредить ваши украшения.Когда вы закончите, тщательно промойте и высушите украшение, а затем протрите его мягкой безворсовой тканью. Это гарантирует, что не останется пятен зубной пасты, которые со временем могут разъедать ваши украшения.
Чистящие средства для ювелирных изделий
В продаже имеются различные химикаты для чистки ювелирных изделий. Они отлично удаляют потускнение и грязь с ювелирных изделий и обычно очень просты в использовании в домашних условиях. Однако позаботьтесь о том, чтобы выбрать тот, который совместим с нержавеющей сталью, поскольку некоторые из этих чистящих средств являются абразивными и могут повредить нержавеющую сталь.В некоторых случаях очиститель настолько абразивен, что может поцарапать нержавеющую сталь, вызывая ее ржавчину.
Они отлично удаляют потускнение и грязь с ювелирных изделий и обычно очень просты в использовании в домашних условиях. Однако позаботьтесь о том, чтобы выбрать тот, который совместим с нержавеющей сталью, поскольку некоторые из этих чистящих средств являются абразивными и могут повредить нержавеющую сталь.В некоторых случаях очиститель настолько абразивен, что может поцарапать нержавеющую сталь, вызывая ее ржавчину.
Выцветает ли цвет нержавеющей стали?
Несмотря на то, что нержавеющая сталь обладает высокой устойчивостью к потускнению и коррозии во всех формах, она может обесцвечиваться при воздействии агрессивных сред. Если вы носите украшения из нержавеющей стали во время работы с агрессивными химическими веществами или если они постоянно подвергаются воздействию морской воды без регулярной очистки, они, скорее всего, потускнеют. К счастью, это легко исправить путем тщательной очистки, как описано в предыдущем разделе.Предположим, изделие слишком повреждено, чтобы его можно было почистить дома. В этом случае вы можете отнести его профессиональному ювелиру, у которого есть способы и средства восстановить ваши украшения до первозданного состояния.
В этом случае вы можете отнести его профессиональному ювелиру, у которого есть способы и средства восстановить ваши украшения до первозданного состояния.
Качество изделия из нержавеющей стали — еще один фактор, который может повлиять на обесцвечивание. Чем выше качество металла, тем больше устойчивость к потускнению и коррозии. Если ваши украшения изготовлены из некачественной нержавеющей стали, со временем они могут поблекнуть, потускнеть и подвергнуться коррозии.
Легко ли царапается нержавеющая сталь?
Нержавеющая сталь известна своей износостойкостью, поэтому на ней не так легко поцарапать или помять.Вы могли заметить, что ваш кухонный нож из нержавеющей стали практически не поцарапан даже после продолжительного использования. Однако кухонный нож изготовлен из термообработанной и закаленной нержавеющей стали. Большинство украшений из нержавеющей стали, часы, посуда и т. д. не закалены. Это означает, что они могут поцарапаться, если вы будете тереть их о твердые и острые предметы, такие как камень или бетон.
Тем не менее, вы можете принять меры для предотвращения появления царапин, сохраняя блестящую, первоначальную поверхность дольше. С этой целью важно хранить украшения из нержавеющей стали вдали от острых предметов и суровых условий.Когда вы храните украшения из нержавеющей стали в шкатулке с другими предметами, особенно серьгами-гвоздиками с острыми концами, они могут тереться друг о друга и вызывать царапины. Украшения из нержавеющей стали лучше хранить в сухом месте, индивидуально упакованные в мешочки с бархатной подкладкой. Эта мягкая упаковка предотвращает появление царапин. Если ваши украшения из нержавеющей стали поцарапаны, влага усугубит проблему, вызывая коррозию. Поэтому рекомендуется не хранить украшения в ванной, где пар может вызвать коррозию или потускнение.
Нержавеющая сталь окрашивает вашу кожу в зеленый цвет?
Ювелирные изделия, окрашивающие кожу в зеленый цвет, содержат медь. Другой металл, который может сделать вашу кожу зеленой, — это никель.