Офлюсованный припой: Припой Castolin EcoBraz 38220F д.2,0мм, офлюсованный, медно-фосфорный 20% Ag, нелегир., низколегир. и высколегир. сталей, меди, бронзы, Castolin
Припой EcoBraz 38230F ф 2мм офлюсованный (CASTOLIN) (38230F) уп.1кг
Припой EcoBraz 38230F ф 2мм офлюсованный (CASTOLIN) (38230F) уп.1кгПрипой EcoBraz 38230F ф 2мм офлюсованный (CASTOLIN) (38230F) уп.1кг
Артикул: 38230F
Оптовая цена:38 232 ₽
Ваша цена Розничная цена:41 418 ₽
Припой Castolin EcoBraz 38230F, д. 2мм, упак.1 кг, офлюсованный Art.38230F
2мм, упак.1 кг, офлюсованный Art.38230F
Припой EcoBraz 38230F ф 2мм офлюсованный (CASTOLIN) (38230F) уп.1кг
Наличие товара на складах
Припой. В чём отличия и какой выбрать
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои. К мягким относятся припои с температурой плавления до 400 °C и к твердым — выше 500 °C. Припои, с температурами плавления в интервале, называются полутвердыми. Мягкие и полутвердые припои имеют предел прочности при растяжении до 50—70 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.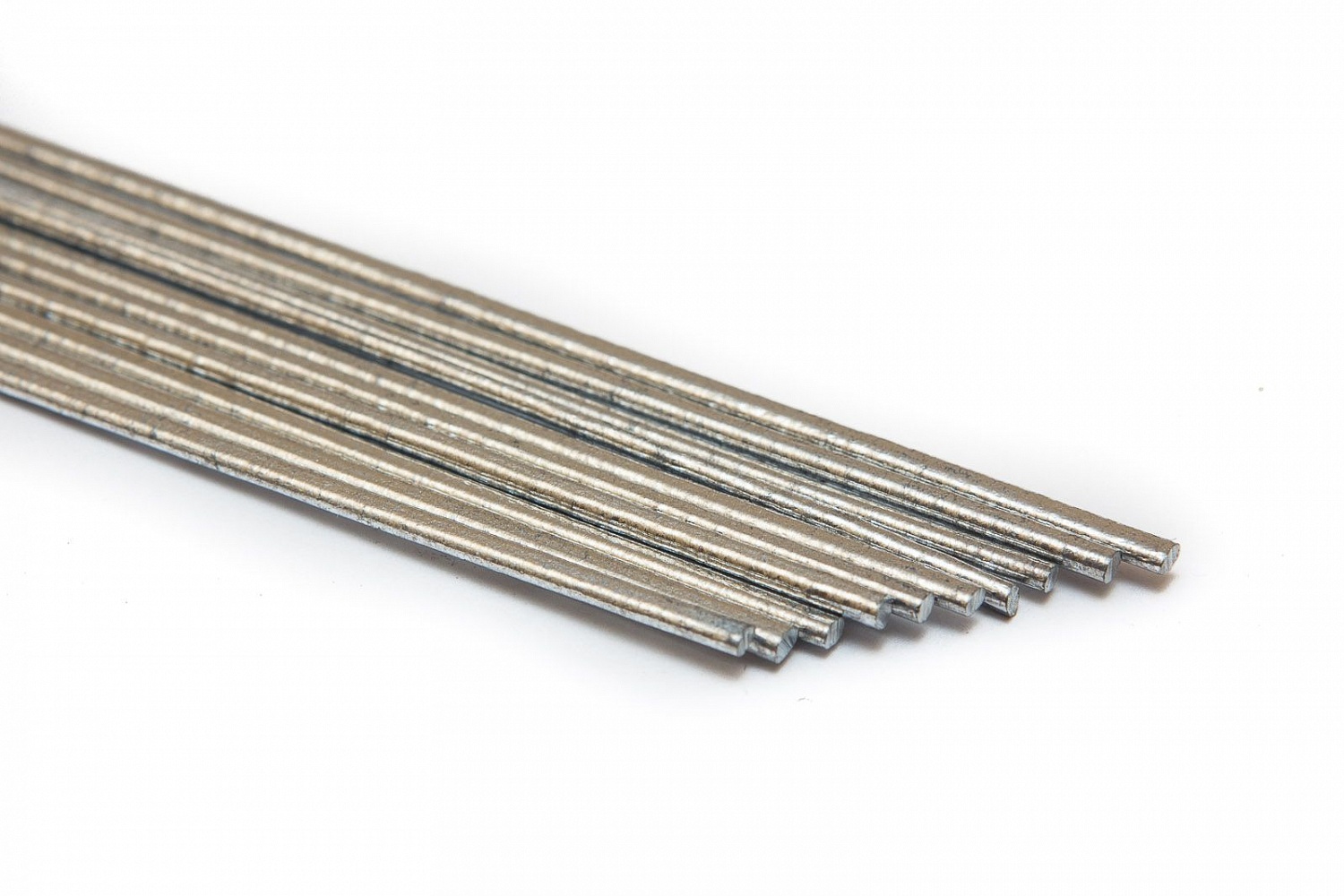 Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно обслуживаются, как правило, припоем той же марки Твердые припои имеют предел прочности до 500 МПа и применяются в качестве припоев 1 категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку. Твердая пайка осуществляется электроконтактным способом, либо горелкой.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно обслуживаются, как правило, припоем той же марки Твердые припои имеют предел прочности до 500 МПа и применяются в качестве припоев 1 категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку. Твердая пайка осуществляется электроконтактным способом, либо горелкой.
Расскажем о припоях, которые можно купить у нас.
Припой Sn99Ag03Cu07 flux SW32/2.5% флакон бессвинцовый изготавливается из сплава, содержащего 99% олова, 0,3% серебра и 0,7% меди. С температурой плавления 227 ℃, этот продукт подходит для распространенного способа пайки оплавлением.
Припой Sn62Pb36Ag2 flux PRO/3/2.5 флакон, Содержит 62% олова, 36% свинца, 2% серебра. Припой Sn43Pb43Bi14 1мм 100гр без канифоли (особолегкоплавкий). Рабочая температура при пайке: 175°C — 250°C. Состоит из Олова 43%, Свинца 43%, Висмут 14%.
Рабочая температура при пайке: 175°C — 250°C. Состоит из Олова 43%, Свинца 43%, Висмут 14%.
Шарики BGA используются для пайки микросхем с BGA подошвой.
Для пайки алюминия к алюминию и алюминия к меди специально разработаны оловянно-цинковые сплавы:
Припой для пайки алюминия цинковый 2.0мм (низкотемпературный).
Припой медно-фосфорный Харрис 0% (Harris 0) применяется как заменитель серебряного припоя при высокотемпературной (более 450°С) пайке деталей из меди и её сплавов. Припой медно-фосфорный даёт высокую прочность шву, но не эластичен при низких температурах.
При пайке изделий из меди медно-фосфорным припоем флюс можно не использовать. Он обладает самофлюсующимися свойствами и высокой текучестью в расплавленном состоянии – фосфор защищает место соединения от окисления при нагреве, обеспечивает его хорошую смачиваемость вторым компонентом – расплавленной медью, и растворяет на поверхности трубок окисные пленки. Однако флюс необходим при пайке медно-фосфорными припоями деталей из латуни, бронзы и медно-никелевых сплавов.
Для медно-фосфорных и серебряных припоев в качестве флюса применяют также буру в виде порошка или в смеси с поваренной солью. Для пайки стальных деталей медно-фосфорный припой не применяется по причине высокой хрупкости соединительного шва.
Припой Felder 2 представляет собой высококачественный тугоплавкий материал на базе меди и фосфора. Используется для паянных стыковок меди, латуни и бронзы. Цифра «2» в названии указывает на процентное содержание серебра – 2%. Он применяется для безфлюсовых соединений медных деталей, при монтаже жидкотопливного, газового оборудования, а также для узлов отопления и водоснабжения, где используются трубы, имеющие размер более 28×1.5 миллиметра.
Припой Castolin 5 тоже самое что Felder 2, с той лишь разницей, что в составе серебра 5%.
25.11.2019
Медный офлюсованный припой ПМФОЦр 6-4-0,03
Медный офлюсованный припой ПМФОЦр 6-4-0,03 – это один из видов цветной металлургии, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем медь. Медь обладает высокой тепло- и электропроводностью, золотисто-розового цвета с характерным металлическим блеском.
Медь обладает высокой тепло- и электропроводностью, золотисто-розового цвета с характерным металлическим блеском.
Медный офлюсованный припой ПМФОЦр 6-4-0,03 обладает следующими преимуществами:
– экологичность;
– жаропрочность;
– отличная теплостойкость и морозоустойчивость;
– практичность, долговечность;
– пожаробезопасность.
Медный офлюсованный припой ПМФОЦр 6-4-0,03 используется в следующих областях:
– авиастроения;
– судостроения;
– строительства;
– автомобилестроении;
– металлургической промышленности.
Как купить Медный офлюсованный припой ПМФОЦр 6-4-0,03?
1) Вы отправляете заявку нам в ООО ПО “Трубное решение” на E-mail или оставляете заявку по телефону, через официальный сайт компании.
2) Мы направляем Вам коммерческое предложение с указанием цены, срока доставки на основании запрашиваемого металлопродукта и объема.
3) После согласование цены и условий доставки – мы выставляем Вам счет.
4) После оплаты счета, мы доставляем Вам металлопродукцию в оговоренные сроки.
Производственное объединение «Трубное решение»- это первое в России объединение отечественных производителей и поставщиков трубного проката и соединительных деталей трубопровода и инженерных сетей.
Задача ПО «Трубное решение» заключается в производстве и поставке качественной продукции для нужд нефтегазового комплекса, химической, пищевой, горнодобывающей, целлюлозно-бумажной промышленности и жилищно-коммунального хозяйства.
Уважаемые клиенты! Окончательная цена на продукцию формируется, исходя из условий поставки: количества, условий оплаты и места отгрузки. Спросите у менеджера. Данная информация о товаре, о его цене и наличии, носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ч. 2 ст. 437 Гражданского кодекса Российской Федерации.
Припой для пайки алюминия Castolin 192FBK офлюсованный д.2,0 мм (пруток)
Припой Castolin 192 FBK – цинковый припой для мягкой пайки алюминия и его сплавов, соединения алюминия с медью.
Не подходит для пайки деталей из сплавов алюминия содержащих более 3% магния.
Флюсовый сердечник не требует применения дополнительного флюса.
Диапазон плавления – от +380º С до +430º С
Предел прочности Rm – 100 МПа
Химический состав:
Цинк Zn – 98 %
Алюминий Al – 2%
Диаметр – 2 мм
Длина – 500 мм
Упаковка – 5 прутков
Припой Castolin 192 FBK:
- высокая текучесть и капиллярные свойства позволяют паять в труднодоступных местах
- пруток содержит высокоэффективный флюс – дополнительный не требуется
- температура плавления значительно ниже температуры плавления алюминия
- высокая скорость пайки
- некоррозионные остатки флюса
- практически мгновенная кристаллизация припоя
- хорошие смачивающие свойства
- высокая прочность соединения
Область применения*:
- Климатическая и холодильная техника
- Теплообменники, испарители, конденсаторы, трубопроводы
- Для пайки фурнитуры и фитингов
- Детали в радиотехнической промышленности
- Медно-алюминиевые соединения в электрических моторах и трансформаторах
*В деталях работающих при повышенных температурах (кипятильники для воды, высоко-температурные теплообменники и тп) применяют припой Castоlin 190.
Источники нагрева:
- комплект газосварочный Castolin 2000 Flex, Castolin 3000 Flex, Castolin 4000 Flex Pro или аналоги
- горелка газовая Castolin CT27 пьезо, Castolin СТ26 (BernzOmatic T757) пьезо или аналоги
Припой Castolin 192 FBK изготовлен в Европе.
Компания Castolin основана в 1906 году в Лозанне, Швейцария и, с тех пор, находится на переднем крае технологий защиты от износа и специальных соединений материалов.
Изделие имеет все необходимые сертификаты и разрешения, для использования на территории РФ.
| Общие | |
| Склад Самара Заводское | 80 |
г. Самара Самара | |
| Заводское шоссе, 21К. тел: +7(846) 993-80-79, +7(846) 993-80-87, +7(996) 733-24-53 | Под заказ |
| г. Тольятти | |
| ул.Борковская, д. 9. тел: +7 (8482) 62-28-59 | В наличии |
| ул.Новозаводская, д. 27. тел: +7 (8482) 31-55-11 | Под заказ |
Припой 30% Castolin EcoBraz 38230F офлюсованный Ф2*500мм (Франция) 20гр/прут (47прут/кг)
Если Вы еще не работаете с нами, оставьте здесь свои данные и мы обязательно свяжемся с Вами
Округ *Центральный федеральный округСибирский федеральный округДальневосточный федеральный округУральский федеральный округПриволжский федеральный округЮжный федеральный округСеверо-Западный федеральный округ
Регион *Белгородская областьБрянская областьВладимирская областьВоронежская областьг. МоскваИвановская областьКалужская областьКостромская областьКурская областьЛипецкая областьМосковская областьОрловская областьРязанская областьСмоленская областьТамбовская областьТверская областьТульская областьЯрославская областьРегион *Агинский Бурятский автономный округАлтайский крайИркутская областьКемеровская областьКрасноярский крайНовосибирская областьОмская областьРеспублика АлтайРеспублика БурятияРеспублика ТываРеспублика ХакасияТаймырский автономный округТомская областьУсть-Ордынский автономный округЧитинская областьЭвенкийский автономный округРегион *Амурская областьЕврейская автономная областьКамчатская областьКорякский автономный округМагаданская областьПриморский крайРеспублика Саха (Якутия)Сахалинская областьХабаровский крайЧукотский автономный округРегион *Курганская областьСвердловская областьТюменская областьХанты-Мансийский автономный округЧелябинская областьЯмало-Ненецкий автономный округРегион *Кировская областьКоми-Пермяцкий автономный округНижегородская областьОренбургская областьПензенская областьПермская областьРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанСамарская областьСаратовская областьУдмуртская РеспубликаУльяновская областьЧувашская РеспубликаРегион *Астраханская областьВолгоградская областьКабардино-Балкарская РеспубликаКарачаево-Черкесская РеспубликаКраснодарский крайРеспублика АдыгеяРеспублика ДагестанРеспублика ИнгушетияРеспублика КалмыкияРеспублика Северная Осетия-АланияРостовская областьСтавропольский крайЧеченская РеспубликаРегион *Архангельская областьВологодская областьг.
МоскваИвановская областьКалужская областьКостромская областьКурская областьЛипецкая областьМосковская областьОрловская областьРязанская областьСмоленская областьТамбовская областьТверская областьТульская областьЯрославская областьРегион *Агинский Бурятский автономный округАлтайский крайИркутская областьКемеровская областьКрасноярский крайНовосибирская областьОмская областьРеспублика АлтайРеспублика БурятияРеспублика ТываРеспублика ХакасияТаймырский автономный округТомская областьУсть-Ордынский автономный округЧитинская областьЭвенкийский автономный округРегион *Амурская областьЕврейская автономная областьКамчатская областьКорякский автономный округМагаданская областьПриморский крайРеспублика Саха (Якутия)Сахалинская областьХабаровский крайЧукотский автономный округРегион *Курганская областьСвердловская областьТюменская областьХанты-Мансийский автономный округЧелябинская областьЯмало-Ненецкий автономный округРегион *Кировская областьКоми-Пермяцкий автономный округНижегородская областьОренбургская областьПензенская областьПермская областьРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанСамарская областьСаратовская областьУдмуртская РеспубликаУльяновская областьЧувашская РеспубликаРегион *Астраханская областьВолгоградская областьКабардино-Балкарская РеспубликаКарачаево-Черкесская РеспубликаКраснодарский крайРеспублика АдыгеяРеспублика ДагестанРеспублика ИнгушетияРеспублика КалмыкияРеспублика Северная Осетия-АланияРостовская областьСтавропольский крайЧеченская РеспубликаРегион *Архангельская областьВологодская областьг. Санкт-ПетербургКалининградская областьЛенинградская областьМурманская областьНенецкий автономный округНовгородская областьПсковская областьРеспублика КарелияРеспублика Коми
Санкт-ПетербургКалининградская областьЛенинградская областьМурманская областьНенецкий автономный округНовгородская областьПсковская областьРеспублика КарелияРеспублика Коми
Тип покупателя *Розничный покупательЧастный мастер по ремонтуОптовый клиент
Сообщение
Припой Castolin EcoBraz 38230F (30% серебро, офлюсованный)
Припой Castolin EcoBraz 38230F (30% серебро, офлюсованный) | ❄️ Геофрост+ Товар добавлен в корзину!
Запрос на товар
Заполните поля формы чтобы мы могли связаться с вами
- €1 = 86.
 1489
1489 - $1 = 75.7619
 1489
1489Закрыть меню
Припой Castolin EcoBraz 38230F (30% серебро, офлюсованный)
Припой Castolin EcoBraz 38230F (30% серебро, офлюсованный)Рекомендуем также:
Заказать обратный звонок
Оставить отзыв
Мы принимаем оплату картами
Мы в социальных сетях
Припой + Аноды, графит, припой.
 .. › Русский металл
.. › Русский металлПрипой COLMONOY 226a. Никелевый припой 226а (колмоной) прекрасно подходит для наплавки и напыления газотермическим методом, ремонта сильно изношенных деталей для агрессивных сред и высоких нагрузок. Благодаря этому припою можно значительно продлить срок полезной эксплуатации изделий. Можно встретить колмоной 226а в стекольной промышленности – например, при реставрации пресс-форм. Состав: Ni – 97%. Твердость по Бриннелю 16-22. Пониженная температура плавления. Выпускается в порошке.
Припой 35А. Алюминиевый припой 35А часто выпускается в прутках, чушках (или слитках), а также проволоке и порошке. Так как плавится при t от 577 до 630°C – идеален для пайки заготовок из Al, изделий из его сплавов и прочих компонентов. Содержание основного компонента — 72%, остальное – Cu, Si. Припой 35А дает надежное и прочное соединение.
Припой А4047. С пайкой алюминиевых изделий отлично справится припой А4047 с содержанием основного элемента 86,5%. В примесях – Si, Fe, Cu, Mn, Mg, Zn. Это текучий, пластичный материал, с коррозионной стойкостью. Чаще всего в продаже можно найти прутки и проволоку. Плавится при 570°C, а при 580-600°C уже можно паять. Предел прочности – 2,464 г/куб.см.
Это текучий, пластичный материал, с коррозионной стойкостью. Чаще всего в продаже можно найти прутки и проволоку. Плавится при 570°C, а при 580-600°C уже можно паять. Предел прочности – 2,464 г/куб.см.
Припой АВИА-1. Специальный низкотемпературный припой АВИА-1, который плавится при 200°C и требует к себе осторожного отношения из-за своей токсичности, обусловленной наличием кадмия. Представляет собой композицию Sn 55%, Cd 20% b Zn 25%. АВИА-1 можно использовать для ответственных деталей, которые работают в сложных условиях, а также для токоведущих из Al и сплавов.
Припой АВИА-2. Как и АВИА-1, припой АВИА-2 – специальный припой, для эффективной спайки алюминиевых деталей, работающих в сложных условиях. Однако, температура плавления припоя АВИА-2 выше, чем у своего предшественника на 50°C. Но, из-за кадмия, такой же токсичный. Помимо Cd и Al, в составе содержатся Sn, Zn.
Припой АКД-12. Припой АКД-12 представляет из себя эвтектический, силуминовый порошковый припой, благодаря которому можно получить однородные и прочные соединения. Плавится при 580°C, предел прочности 147 МПа, плотность – 2,6 г/куб.см. Отлично подходит для пайки изделий на основе Al и сплавов. Изделия после пайки могут использоваться в активных средах.
Плавится при 580°C, предел прочности 147 МПа, плотность – 2,6 г/куб.см. Отлично подходит для пайки изделий на основе Al и сплавов. Изделия после пайки могут использоваться в активных средах.
Припой АМг-5. Алюминиевый припой АМг-5, который продается во многих формах: лист, пруток, лента, профиль, проволока. Основной компонент – алюминий. Предел прочности этого припоя составляет 270 МПа. Пайка может происходить при 200-300°С.
Припой АНМц 0,6-4-2. Никелевый припой АНМц 0,6-4-2 относится к высокотемпературным (850-1100°C) припоям. Чаще всего применяется для инструмента из твердых сплавов. Как правило, изделия, паянные этим припоем, испытывают высокие нагрузки на шов. Наиболее часто выпускается в лентах и порошках.
Припой ВПр11-40Н. Порошковый никелевый припой ВПр11-40Н является высокотемпературным (980-1020°C) припоем и обеспечивает прочность на срез 260-300 МПа. Может заполнять зазоры до 1 мм. Позволяет совмещать пайку и термообработку. Его соединения жаростойкие, с минимальной эрозией. Чаще всего применяется для тонкостенных конструкций, литых деталей из жаропрочных сплавов. Используется в машиностроении, авиастроении, электротехнике и других сферах промышленности. Также припой ВПр11-40Н отлично подойдет для пайки в вакууме.
Чаще всего применяется для тонкостенных конструкций, литых деталей из жаропрочных сплавов. Используется в машиностроении, авиастроении, электротехнике и других сферах промышленности. Также припой ВПр11-40Н отлично подойдет для пайки в вакууме.
Припой ВПр14. Порошковый припой ВПр14 на никелевой основе обеспечит вашим соединениям высокую жаропрочность. Идеально подойдет для пайки и реставрации деталей, заготовок и изделий из жаропрочных сплавов.
Припой ВПр2. Медно-марганцево-никелевый припой ВПр2 (Cu 66-72%, Mn 22-26%) встречается в продаже в листах, прутках, фольге, проволоке, полосах. Самофлюсующийся. Высокотемпературный (960-980°C), по свойствам схож с серебряными припоями, но в некоторых свойствах их превосходит. Пластичность, текучесть, плотность 8,1 г/куб.см. Подходит для пайки нержавеющих сталей в среде аргона, для сталей марок 12X13, 0SX17H5M3 (Х17Н5МЗ), 12Х25Н16Г7АР (ЭИ835), 12Х18Н10Т, 08Х15Н5Д2Т (ВНС-2), ХН78Т (ЭИ435). Например, стальные заготовки марки 12Х18Н9Т, паянные этим припоем, могут непродолжительное время работать при температуре до 500°C. Применяется также в пайке и лужении тугоплавких сталей, керамики, графита в жидких и неагрессивных газообразных средах. Используется в авиастроении.
Применяется также в пайке и лужении тугоплавких сталей, керамики, графита в жидких и неагрессивных газообразных средах. Используется в авиастроении.
Припой ВПр35. Оловянно-свинцовый припой ВПр35 плавится при 200°C. Может заменить собой серебросодержащий припой и обеспечить на 20-40% более прочное соединение. Прекрасно противостоит коррозии, его можно использовать в любых климатических условиях без ЛКМ покрытия. Применяется в авиастроении. В продаже идет чаще всего в виде проволоки.
Припой ВПр40. Оловянно-свинцовый припой ВПр40 плавится при 250°C. Применяется в авиастроении. В продаже чаще всего встречается в виде проволоки и чушек.
Припой ВПр7. Медный припой ВПр7 дает качественные и надежные соединения, отличающиеся высокой прочностью.
Припой ВПр8. Никелевый припой ВПр8 относится к высокотемпературным припоям (плавится при 1130-1140°C). Основной элемент – Ni 41-51%, остальное — примеси Si, Nb, Co, V, Mn. Плотность припоя равна 7,6 г/куб.см. Выпускается в форме лент и других изделий. Прекрасно подходит для пайки в вакууме.
Прекрасно подходит для пайки в вакууме.
Припой ВПр9. Припой ВПр9 основан на серебре, известен также под маркой ПсрМО-5. Температура плавления этого припоя составляет 215-240°C. Чаще всего этот припой используется для соединения и лужения никеля, меди и сплавов, с посеребренной керамикой. Выпускается в проволоке и полосах.
Припой Г40НХ. Марганцевый припой Г40НХ (Mg 40%) подходит для молибдена и стали марок 14Х17Н2 (ЭИ268), 0SX17H5M3 (Х17Н5МЗ), 12Х25Н16Г7АР (ЭИ835), 09Х15Н8Ю (Х15Н9Ю), 12Х18Н10Т, 12X21 Н5Т (ЭИ811), 08Х15Н5Д2Т (ВНС-2), 10X11 h30T3P (ЭИ690), 10Х12Н22ТЗМР (ЭИ6Э6М) ЭП-105, НХ35ВТЮ (ЭИ787), ХН78Т (ЭИ435), ХН75МБТЮ (ЭИ602), ХН60ВТ (ЭИ868), ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617). Выпускается в лентах и полосах.
Припой Г70НХ. Марганцевый припой Г70НХ (Mg 70%) дает хорошие, плотные швы без дефектов. Допкомпоненты – никель, хром. Подходит для соединения молибденовых и стальных заготовок. В продаже встречается в лентах и полосах.
Припой ГФК. Порошковый многокомпонентный медно-цинковый припой ГФК содержит: Cu 74%, Zn 7%. Плавится при 1180°C.
Плавится при 1180°C.
Припой Л62. Латунный медно-цинковый припой Л62 отлично подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни. Плюс этого припоя – температура плавления (800-1120°C) ниже, чем у соединяемых деталей. К минусам можно отнести изменение химического состава из-за выгорания цинка, но проблема решается присадкой кремния. Нельзя также использовать этот припой для ответственных деталей, подвергающимся высоким нагрузкам. Предел прочности на растяжение 40,6-44,8 кг/кв.мм. Сопротивление срезу 25,0-33,3 кг/кв.мм. Угол загиба 30-10-2°. Выпускается в прутах, пасте, гранулах.
Припой Л63. Латунный медно-цинковый припой Л63 отлично подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни. Температура плавления 950°C.
Припой Л68. Латунный медно-цинковый припой Л68 подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни.
Припой ЛК 62-0,5. Латунный припой ЛК 62-0,5 отличается высокой износостойкостью и противостоянию коррозии. Благодаря отличной пластичности можно получить соединение высокой плотности. Относится к биологически безвредным припоям. Его можно охарактеризовать как долговечный и надежный. Применяется в разных областях промышленности. Выпускается в прутках, проволоке, чушках.
Благодаря отличной пластичности можно получить соединение высокой плотности. Относится к биологически безвредным припоям. Его можно охарактеризовать как долговечный и надежный. Применяется в разных областях промышленности. Выпускается в прутках, проволоке, чушках.
Припой ЛМцЖ 57-1,5-0,75. Специальный медно-цинковый припой ЛМцЖ 57-1,5-0,75 содержит меди 56-58%. Из-за температуры плавления (873°C) и жидкотекучести этот припой дает вполне удовлетворительные соединения для изготовления и ремонта инструмента (дереворежущего в том числе), пластин из твердых сплавов. В продаже встречается в виде пластин, лент.
Припой ЛНКоМц 49-9-0,2-0,2. Высокотемпературный латунный припой ЛНКоМц 49-9-0,2-0,2 выпускается в виде проволоки, пластин, таблеток. Подойдет для пайки меди, цинка и твердых сплавов. Чаще всего применяется для инструмента.
Припой ЛНМц 49-9-0,2. Латунный многокомпонентный припой ЛНМц 49-9-0,2 плавится при 910-955°C, выпускается в таблетках, пасте с флюсом. Подходит для пайки металлообрабатывающего инструмента.
Припой ЛНМц 60-9-5. Латунный многокомпонентный припой ЛНМц 60-9-5, высокотемпературный припой , температура плавления 949-995°C. Используется для фрез дорожных машин, горнорежущего инструмента из твердых сплавов. Выпускается в пасте, порошках, таблетках, пластинах.
Припой ЛО 60-1. Латунный многокомпонентный припой ЛО 60-1 плавится при 900°C. Основных элементов: Cu 59-61%, Zn 36,5-40%. Плотность припоя равна 8,5 г/куб.см. Сопротивление на разрыв 360-540 Мпа в зависимости от сплава, который может быть твердым или мягким. Твердость материала 145-155 Мпа. Идеален для конденсаторных труб, теплотехнической аппаратуры. При работе следует соблюдать технику безопасности.
Припой ЛОК 62-0,6-0,4. Латунный многокомпонентный припой ЛОК 62-0,6-0,4 с высокими показателями по прочности. Он позволяет получать высокопрочные соединения. Предел прочности на растяжение 41,0-45,0 кг/кв.мм. Сопротивление срезу 30,2-33,4 кг/кв.мм. Угол загиба 62,86°. Выпускается в прутках, в виде проволоки и слитков. Используется преимущественно для меди и сплавов, а также латуни, бронзы, стали.
Используется преимущественно для меди и сплавов, а также латуни, бронзы, стали.
Припой МТ4047. Многокомпозитный припой МТ4047, предел прочности которого – 2,646 г/куб.см, а температура плавления 570°C. Основные элементы: Al 86,5%, Si 12%, Fe 0,8%, Cu 0,3%. Припой дает высокую сопротивляемость коррозии готового соединения. Пайка осуществляется при 580-600° соединений из Al + Al, Al + Cu. Уместен для пайки рам, систем кондиционирования, тонкостенных алюминиевых элементов, радиаторов, автомобильных кондиционеров.
Припой МФ10. Медно-фосфорный высокотемпературный припой МФ10 отлично заполняет зазоры между деталями, позволяет получить шов высокого качества и прочности. Плавится при 714-820°C. Идет для пайки медных изделий. Используется при производстве электродвигателей, трансформаторов, шинопроводов, генераторов.
Припой МФ2. Медно-фосфорный высокотемпературный припой МФ2 с содержанием Сu 90-91,5%, Р 8,5-10,0%. Плотность составляет 8,4 г/куб.см. Плавится при 707-850°C. Часто используется для газопламенной бесфлюсовой пайки меди и медных сплавов в восстановительных средах, а также — с погружением в расплавы солей. Выпускается в лентах.
Часто используется для газопламенной бесфлюсовой пайки меди и медных сплавов в восстановительных средах, а также — с погружением в расплавы солей. Выпускается в лентах.
Припой МФ3. Медно-фосфорный высокотемпературный припой МФ3 с содержанием Сu 91,5-93%, Р 7,0-8,5%. Плотность составляет 8,5 г/куб.см, плавление происходит при 714-860°C. Преимущественно используется в газопламенной бесфлюсовой пайке Cu и сплавов в восстановительных средах, с погружением в расплавы.
Припой МФ4. Медно-фосфорный высокотемпературный припой МФ4 (плавится при 714-820°C). Применяется для соединения медных изделий, а также в производстве электродвигателей, трансформаторов, шинопроводов, генераторов. Выпускается в лентах и прутках.
Припой МФ9. Медно-фосфорный высокотемпературный припой МФ9 (плавится при 714-820°C). Прекрасно заполняет зазоры между спаянными изделиями. Позволяет получить прочный и качественный шов. Выпускается в лентах.
Припой МцФЖ 24-6-0,75. Специальный марганцевый припой МцФЖ 24-6-0,75 с температурой плавления 690°C, пределом прочности 220 Мпа, плотностью 7800 кг/куб. м. Превосходный припой для газоплазменной и индукционной пайки, в печи и методом погружения в расплав. Подходит для конструкционных узлов РЭА без переменных нагрузок. Используется в качестве частичной замены серебряных припоев в паяных швах, не рассчитанных на прочность. Паяемые материалы — медные сплавы. Форма выпуска — прутки.
м. Превосходный припой для газоплазменной и индукционной пайки, в печи и методом погружения в расплав. Подходит для конструкционных узлов РЭА без переменных нагрузок. Используется в качестве частичной замены серебряных припоев в паяных швах, не рассчитанных на прочность. Паяемые материалы — медные сплавы. Форма выпуска — прутки.
Припой П-100М. Высокотемпературный припой П-100М (860-890°C). Его основа – Cu, Zn, Mn. Обеспечивает прочность паяного изделия – 216-225 Мпа. Часто используется для индукционной пайки твердых сплавов ВК, ТК, нержавеющей стали, чугуна при обдирке, чистовой и черновой обработки металла. Применяется также для пайки малоразмерных пластин до 5 мм. Форма выпуска — таблетки, порошок.
Припой П-14. Высокотемпературный припой П-14 (640-680°C). Его основа – Cu, P (фосфор) 5,3-6,3%, Sn (олово) 3,5-4,5%. Обеспечивает прочность паянных соединений из латуни равной 290-320 Мпа. Подходит для соединения меди и сплавов, серебра. При пайке медных изделий можно не использовать флюс. Часто используется в холодильниках, теплообменниках, калориферах, кондиционерах, бытовых смесителях, волноводах, электромашинах высокой мощности и т.д.
Часто используется в холодильниках, теплообменниках, калориферах, кондиционерах, бытовых смесителях, волноводах, электромашинах высокой мощности и т.д.
Припой П-14К (калиброванный). Высокотемпературный калиброванный медно-фосфорный припой П-14К с примесью олова. Состав: Cu (медь) — основа, P (фосфор) 5,3-6,3%, Sn (олово) 3,5-4,5%. Плавление происходит при 640-680°C. Пайка в печи происходит при 800-820°C, а в газовом пламени — при температуре равной 720-740°C. Припой дает прочность латунных соединений 290-320 Мпа, ударная вязкость разрушения которых 1,5-3,0 кДж*м/кв.см. Подходит в качестве замены серебра на 45%. Часто используется для паяных соединений меди, ее сплавов и серебра. При пайке меди можно не применять флюс. Часто используется для холодильников, теплообменников, калориферов, кондиционеров, бытовых смесителей, волноводов, электромашин высокой мощности и т.д. Форма выпуска — прутки, проволока, лента, кольца, закладные элементы сложной формы для автоматической пайки.
Припой П150А. Низкотемпературный (плавление 150-170°C) цинковый припой П150А содержит цинка 2,6%, олова – 38%, остальное составляет кадмий. Плотность равна 8,0 г/куб.см. Незаменим для пайки изделий из алюминиевых сплавов и неметаллических материалов с алюминиевым покрытием.
Низкотемпературный (плавление 150-170°C) цинковый припой П150А содержит цинка 2,6%, олова – 38%, остальное составляет кадмий. Плотность равна 8,0 г/куб.см. Незаменим для пайки изделий из алюминиевых сплавов и неметаллических материалов с алюминиевым покрытием.
Припой П200А. Легкоплавкий оловянно-цинковый припой П200А плавится при 200°C. Содержание элементов в составе: Sn 89-91%, Zn 9-11%. Примеси отсутствуют. Используют преимущественно для пайки алюминия и алюминиевых сплавов, меди. Форма выпуска — чушки, прутки.
Припой П-21. Высокотемпературный припой П-21 имеет следующий химический состав: Cu 55-57%, Zn 34-37%, Sn 7%, Ni – остальное. Плавление происходит при 800-830°C. Температура пайки осуществляется при рабочей температуре 850-890°C. Используется для соединения тонкостенных стальных деталей, а также пайки сверхпрочных конструкций. Отлично подходит для пайки меди, никеля и его сплавов, стали.
Припой П250А. Низкотемпературный припой П250А имеет следующий химический состав: Sn (олово) 80%, Zn (цинк) 20 %, Cu (медь) 0,15%. Плавление происходит при 200-250°C. Температура пайки 300°C. Физические характеристики: временное сопротивление разрыву 44,1 МПа, удельное электрическое сопротивление 10,6 Ом*м, плотность 7030 кг/куб.м. Наиболее часто припой П250А используют для лужения проводов из алюминия и сплавов.
Плавление происходит при 200-250°C. Температура пайки 300°C. Физические характеристики: временное сопротивление разрыву 44,1 МПа, удельное электрическое сопротивление 10,6 Ом*м, плотность 7030 кг/куб.м. Наиболее часто припой П250А используют для лужения проводов из алюминия и сплавов.
Припой П300Б на 80% состоит из цинка, остальное – Al, Cu. Плавится при 410°C, для пайки идеальная температура — 700-750°C. Часто используется для пайки методом заливки алюминиевых проводов с деталями из меди.
Припой П425А представляет из себя сочетание Al (20%), Cu (15%), Zn (65%). Температура плавления равна 415-425°C, пайку рекомендуется осуществлять при 440-460°C. Используется для пайки алюминиевых изделий и сплавов АМц, АМг, Д16, Д20, АЛ2, АП9, АЛ11 и других.
Припой П-47 плавят из: Cu 43-45%, Mn 9,5-1,05%, Ni 2-4%, Sn 3,5-4,5%, Zn – остальное. Температура плавления равна 760-810°C, пайка всегда проводится при более высоких температурах – в этом случае при 840-860°C. Прочность на срез составляет 290-310 МПа. Припой П-47 используется для твердосплавного инструмента (в том числе высоконагруженного), высокопрочных сталей, компрессоров, и т.д. Отлично подходит для соединения твердых сплавов стали, меди, никеля и их сплавов. Форма выпуска — проволока, лента.
Припой П-47 используется для твердосплавного инструмента (в том числе высоконагруженного), высокопрочных сталей, компрессоров, и т.д. Отлично подходит для соединения твердых сплавов стали, меди, никеля и их сплавов. Форма выпуска — проволока, лента.
Припой П-81 представляет собой состав: Cu 52-54%, Zn 32-36%, P 6-7%, Ni 6-7 %. Температура плавления этого припоя равна 630-660°C, пайка происходит при 680-700°C. Предел прочности соединения на срез 170 МПа, герметичность под давлением не более 16 атм. Припой П-81 подходит для пайки, например, в производстве часов, холодильного оборудования, термодатчиков, теплообменников, калориферов и т.д. Идеален для соединения никеля, меди, серебра, чугуна, стали, различных сплавов и их сочетаний. Форма выпуска — прутки, проволока, закладные элементы.
Припой П-87 плавится при 1140°C и отлично подходит для стальных конструкций. В продаже встречается в порошке.
Припой ПАН-212 пользуется спросом для пайки и лужения в радиотехнике, электронике, теплоэнергетической промышленности, а также в авиа- и машиностроении, производстве инструментов и некоторых других направлениях.
Припой ПАН-21ку входит в группу многокомпонентных латунных припоев. Предназначен для пайки твердых сплавов, режущего инструмента (дисковые пилы, фрезы, коронки), испытывающего вибрационные и ударные нагрузки.
Припой ПВ209. Процесс пайки происходит при t 600-850°C. Припой ПВ209 подходит для соединения заготовок конструкций из стали, Cu и сплавов, к которым предъявлены повышенные требования стойкости против коррозии и надежности соединения.
Припой ПД63Цн. Является аналогом ПАН-212. Пайка этим припоем инструмента из твердых сплавов типа ВК и ТК осуществляется при 1015°C.
Припой ПДОл5П7. Порошковый композитный медный припой ПДОл5П7, активно использующийся совместно с флюсом ПВ209 для ручной и автоматической пайки при температуре 700-720°C. Этим припоем можно соединять медные детали и изделия на основе медных сплавов. Также ПДОл5П7 можно использовать как достойную замену ПСр45 и ПСр25. Прочность соединения отличная – 180-200 МПа.
Припой ПЖ60НХБ. Самофлюсующийся припой ПЖ60НХБ активно используется при ремонте, наплавке и изготовлении составного инструмента из стали с высокой режущей способностью. Тем не менее, подойдет и для неметаллических материалов. Основа данного припоя – Fe 46%, остальные компоненты – Ni 35%, Cr 16%, Ti 1,2%. T пайки=1185°C. Прочность соединения – 400 МПа.
Тем не менее, подойдет и для неметаллических материалов. Основа данного припоя – Fe 46%, остальные компоненты – Ni 35%, Cr 16%, Ti 1,2%. T пайки=1185°C. Прочность соединения – 400 МПа.
Припой ПЖК-35 отлично подходит для стали марок НХ35ВТЮ (ЭИ787), ХН62МВКЮ (ЭИ867), 12X21 Н5Т (ЭИ811), 12Х18Н9.
Припой ПИ-25, Самофлюсующийся припой ПИ-25. Основа – Cu. Используют для небольшого инструмента, твердосплавных пил и фрез, электроконтактных установках. Пайка осуществляется в пределах 880-930°C, прочность соединения на срез составляет 270-300 МПа. Продается в виде порошка, пасты и ленты.
Припой ПК60Ц-40 используется преимущественно для наружных деталей различных приборов из оцинкованной стали, цинковых и медных сплавов. В его составе: цинка 40%, кадмия 60%. Плавится при 310°C.
Припой ПМ-17. Медно-марганцевый припой ПМ-17. Используется в тех же сферах, что и остальные припои аналогичных качеств, как, например, ВПр2: для пайки и лужения деталей и изделий из нержавеющих и тугоплавких сталей, керамики, графита в жидких и неагрессивных газообразных средах: например, аргоновых.
Припой ПМГ-9. Медно-германиевый припой ПМГ-9 незаменим для пайки керамики и сплавов. В продаже чаще встречаются проволока и лента. Применяется в моторостроении, а также машиностроении и электронике.
Припой ПМГРН 10-1,5В. Медно-германиевый припой ПМГРН 10-1,5В незаменим для пайки керамики и сплавов. В продаже чаще встречаются проволока и лента.
Припой ПМОФЦр 6-4-0,03. Медно-фосфорный высокотемпературный припой ПМОФЦр 6-4-0,03, температура плавления которого составляет 610°C, а плотность — 7,2 г/куб.см. Химический состав: Сu около 87%. Часто используется в газопламенной бесфлюсовой пайки для соединения изделий из меди и сплавов. А также методом погружения в расплавы солей в восстановительных средах.
Припой ПМФ3. Медно-фосфористый припой ПМФ3, где меди 91,5-93%, фосфора 7-8,5%. Температура плавления равна 725-860°C. Успешно используется для пайки медных изделий и заготовок из медных сплавов, в том числе различных токоведущих частей машин и аппаратов.
Припой ПМФ6.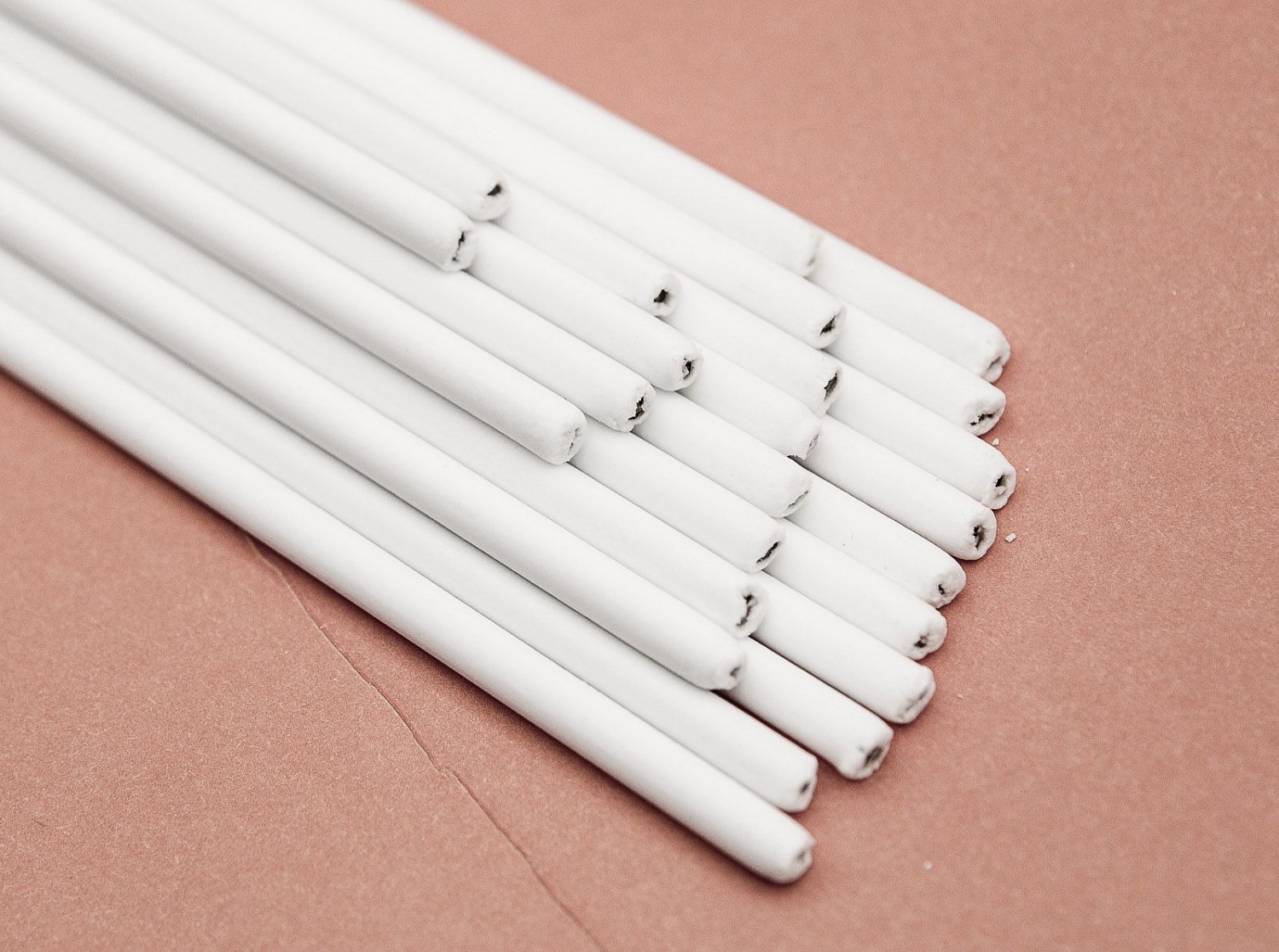 Медно-фосфористый припой ПМФ6 используется для соединения меди и её сплавов, в том числе различных токоведущих частей машин и аппаратов. Готовые изделия лучше не подвергать ударным и изгибающим нагрузкам.
Медно-фосфористый припой ПМФ6 используется для соединения меди и её сплавов, в том числе различных токоведущих частей машин и аппаратов. Готовые изделия лучше не подвергать ударным и изгибающим нагрузкам.
Припой ПМЦ-38. Медно-цинковый припой ПМЦ-38 содержит меди 60-68%, плавится при 700-950°C. Подходит для соединения медных деталей и изделий из медных сплавов.
Припой ПМЦ-48. Медно-цинковый припой ПМЦ-48, где меди 46-50%, цинка 54-60%. Плавится этот припой при 860-870°C. Физические показатели: предел прочности на растяжение 27,8-34,0 кг/кв. мм или 220 МПа, сопротивление срезу 18,0-25,0 кг/кв. мм, угол загиба 5-25°. Используется для паяных соединений медных изделий и заготовок из медных сплавов при температуре плавления выше 900°. Рекомендуется использовать для деталей, которые не подвергаются изгибу, вибрации, ударным нагрузкам.
Припой ПОВи-0,5. Оловянно-висмутовый припой ПОВи-0,5 отличается высокой устойчивостью к коррозии, что свойственно оловянным покрытиям. Аналогично ПОИН 92, он широко применяется в качестве защитного слоя для соединяемых деталей. Припой востребован в радиоэлектронике, он заметно улучшает антифрикционные и антикоррозионные свойства изделий, а также обеспечивает хорошую паяемость. У олова ест недостатки, которые нейтрализуются содержанием висмута.
Аналогично ПОИН 92, он широко применяется в качестве защитного слоя для соединяемых деталей. Припой востребован в радиоэлектронике, он заметно улучшает антифрикционные и антикоррозионные свойства изделий, а также обеспечивает хорошую паяемость. У олова ест недостатки, которые нейтрализуются содержанием висмута.
Припой ПОИн-50. Легкоплавкий бессвинцовый припой ПОИн-50 содержит 50% олова. Превосходно подходит для пайки и лужения блоков РЭА и микродеталей ячеек, например, для изделий СВЧ. При 175°C происходит плавление припоя. Плотность ПОИн-50 составляет 9375 кг/куб. м.
Припой ПОМ-1 — разновидность оловянно-медных припоев. Используется в основном для низкотемпературной и капиллярной пайки. Например, с его помощью можно произвести пайку медных фитингов из чистой меди или ее сплавов. Используются такие фитинги и трубы в горячем и холодном водоснабжении, в системах охлаждения, а также водяного отопления, водоочистных сооружениях, канализации и газопроводах.
Припой ПОМ-3 – это композиция из основного элемента — олова, с добавлением не более 3,5% меди.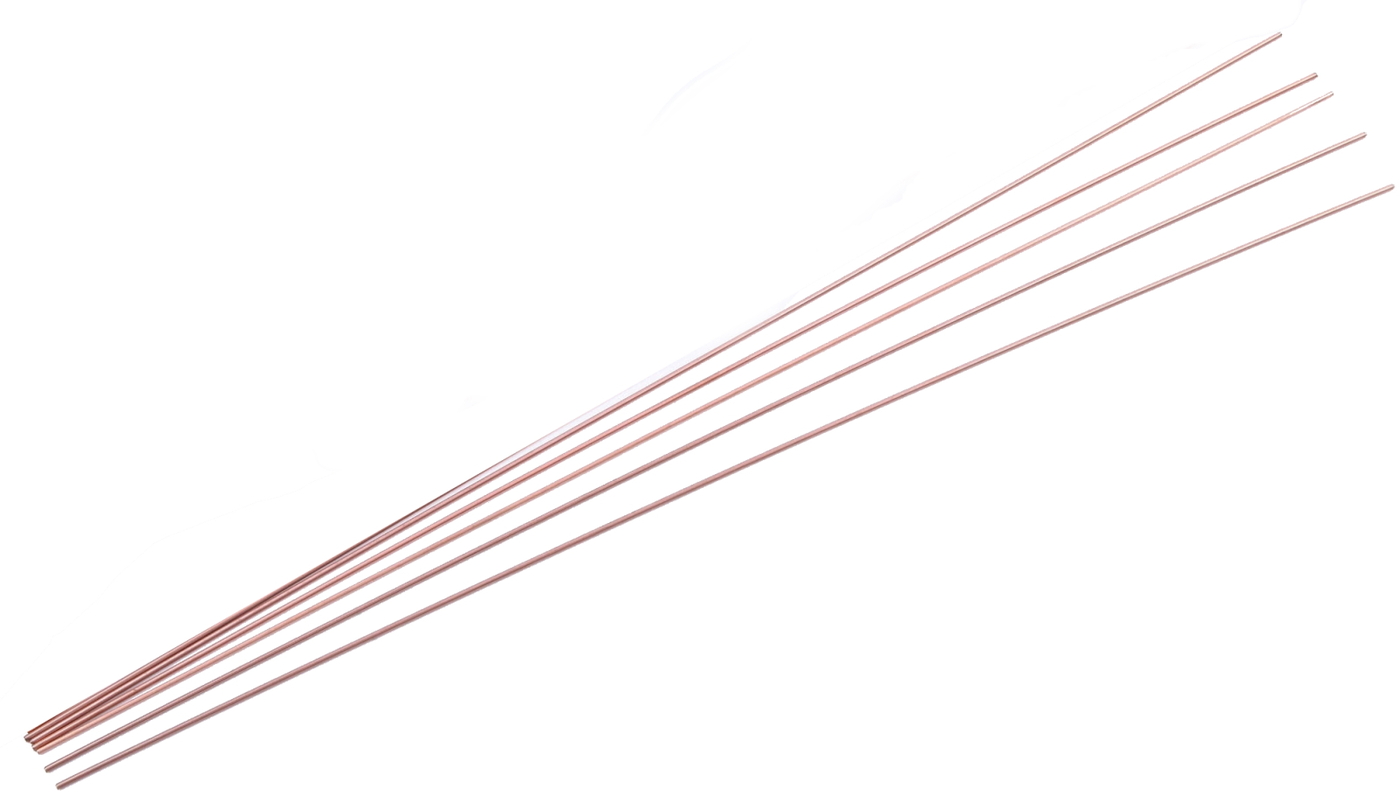 ПОМ-3 оптимально подходит для соединения деталей из тех сплавов, в составе которых преобладающие компоненты — олово и медь. Плавится ПОМ-3 при температуре в 230-250°C. При соблюдении технологии пайки вы получите прочное и надежное соединение.
ПОМ-3 оптимально подходит для соединения деталей из тех сплавов, в составе которых преобладающие компоненты — олово и медь. Плавится ПОМ-3 при температуре в 230-250°C. При соблюдении технологии пайки вы получите прочное и надежное соединение.
Припой ПОС 45. Оловянно-свинцовый припой ПОС 45, в составе которого Sn 45%, Pb 55%. Хорошо справляется с лужением и пайкой электроаппаратуры, заготовок из оцинкованного железа. Дает надежное, герметичное соединение.
Припой ПОС 51. Оловянно-свинцовый припой ПОС 51, в составе которого Sn 51%, Pb 49%. Хорошо справляется с лужением и пайкой электроаппаратуры, заготовок из оцинкованного железа.
Припой ПОС 63. Оловянно-свинцовый припой ПОС 63, в составе которого Sn 63%, Pb 37%. Пайка электроаппаратуры, радиоаппаратуры, печатных плат и точных приборов. Температура плавления припоя ПОС 63 — 183°C.
Припой ПОС 68. Оловянно-свинцовый припой ПОС 68, в составе которого Sn 68%, Pb 32%. Лужение и пайка электроаппаратуры, радиоаппаратуры, печатных плат и точных приборов, где недопустим перегрев.-700x700.jpg)
Припой ПОС 70. Оловянно-свинцовый припой ПОС 70, в составе которого Sn 70%, Pb 30%.
Припой ПОСВ-33. Висмутовый припой ПОСВ-33 с содержанием основного элемента – 34%. Приблизительно в таких же долях – свинец и олово. Температура плавления припоя равна 120-130°C. Плотность ПОСВ-33 составляет 9,5 г/куб. см. Используется для соединения медных изделий и деталей из медных сплавов, не допускающих нагрева выше 150°С; элементов автоматики с фиксированной температурой срабатывания (например, сюда можно отнести размыкатели, предохранители).
Припой ПОСВ-45А. Очень пластичный висмутовый припой ПОСВ-45А с отличными влагостойкими показателями. Может использоваться в пайке оловянно-свинцовых, медных сплавов. t° плавления = 117°C. Припой ПОСВ-45А рекомендован в качестве заменителя ПОИн-52. Часто в продаже встречается порошок, паста и фольга ПОСВ-45С – тот же самый припой, но в сочетании с фольгированной свинцовой подложкой.
Припой ПОСВ-50. Висмутовый припой ПОСВ-50 в своем химическом составе содержит свинец 24,5%, олово 24,5%, висмут 51%. Температура плавления ПОСВ-50 равна 90-92°C. Плотность припоя составляет 9,6 г/куб. см. ПОСВ-50 часто используется для соединения медных изделий и деталей, которые нельзя нагревать выше 150°С.
Температура плавления ПОСВ-50 равна 90-92°C. Плотность припоя составляет 9,6 г/куб. см. ПОСВ-50 часто используется для соединения медных изделий и деталей, которые нельзя нагревать выше 150°С.
Припой ПОСВи — из группы оловянно-свинцово-висмутовых припоев, предназначенных для пайки и лужения заготовок из сплавов Sn, Pb, Bi. ПОСВи плавится при 120-130°C. Плотность 9,3 г/куб. см. Сопротивление на разрыв составляет 58,9 МПа. Отлично растекается, противостоит коррозии и быстро застывает. Некоторые показатели (например, t° плавления, плотность и состав) могут меняться в зависимости от марки: ПОСВи-20, ПОСВи-33, ПОСВи-61 и других.
Припой ПОСИ-30. Мягкий индиевый припой ПОСИ-30 с t° плавления 117-200°C и плотностью 8,42 г/куб. см. В его составе индия – 3%, Pb – 28%, Sn – 42%. ПОСИ-30 отлично подходит для пайки заготовок из металла (Cu), стекла и других изделий. У этого припоя отличная текучесть, что хорошо отражается на прочности соединения. Припой ПОСИ-30 успешно применяют в радиоэлектронике.
Припой ПОСК 36-17. Легкоплавкий бессурьмянистый припой ПОСК 36-17 применяется для чувствительных деталей к перегреву, а также для пайки и лужения медных деталей, никеля, латуни, бронзы, посеребренных деталей, металлизированной керамики, полупроводниковой техники и для ступенчатой пайки конденсаторов. Содержит: Sn, Pb, Cd.
Припой ПОСК 51. Легкоплавкий бессурьмянистый припой ПОСК 51 применяется для чувствительных деталей к перегреву, а также для пайки и лужения медных деталей, никеля, латуни, бронзы, посеребренных деталей, металлизированной керамики, полупроводниковой техники и для ступенчатой пайки конденсаторов. Популярен припой ПОСК 51 в ювелирной промышленности.
Припой ПОСК 61. Легкоплавкий бессурьмянистый припой ПОСК 61 применяется для чувствительных деталей к перегреву, а также для пайки и лужения медных деталей, никеля, латуни, бронзы, посеребренных деталей, металлизированной керамики, полупроводниковой техники и для ступенчатой пайки конденсаторов. Популярен припой ПОСК 61 в ювелирной промышленности. Содержит: Sn, Pb, Cd.
Содержит: Sn, Pb, Cd.
Припой ПОСМ-0,5. Свинцово-оловянно-медный припой ПОСМ-0,5, составляющие элементы которого: Sn (59-61%), Sb, Сu (0,5-0,7%), Pb (37,5%). Плотность 8,50 г/куб.см, 184°C – температура плавления. Используется для лужения пассивной части микросхем с тонкими медными покрытиями (примерно 0,5…0,6 мкм).
Припой ПОССу 18-05. Малосурьмянистый припой ПОССу 18-05 содержит олова 17-18%, сурьмы 0,2-0,5%, остальное – свинец. Температура плавления припоя 183-277°C. Пайка ПОССу 18-05 происходит при 325°C. Физические свойства: плотность 10200 кг/куб. м, удельное электрическое сопротивление 0,198 Ом*м, предел прочности на растяжение 36 Мпа. Чаще всего используется для лужения и пайки трубок теплообменников, электроламп.
Припой ПОССу 18-2. Свинцово-оловянно-сурьмянистый припой ПОССу 18-2 плавится при 188-270°C, а в пайке используется при 290°C. Химический состав: олово 17-18%, сурьма 2%, свинец – остальное. Физические свойства: плотность 10100 кг/куб. м, удельное электрическое сопротивление 0,206 Ом*м, предел прочности на растяжение 40 Мпа. Используется для пайки в автомобилестроительной промышленности.
Используется для пайки в автомобилестроительной промышленности.
Припой ПОССу 30-2. Свинцово-оловянно-сурьмянистый припой ПОССу 30-2 плавится при 185-250°C, а в пайке используется при 290°C. Химический состав: олово 30%, сурьма 2%, свинец – остальное. Физические свойства: плотность 9600 кг/куб. м, удельное электрическое сопротивление 0,182 Ом*м, предел прочности на растяжение 40 Мпа. Используется для лужения и пайки в холодильном, электроламповом производстве.
Припой ПОССу 30-3. Свинцово-оловянно-сурьмянистый припой ПОССу 30-3 используется в пайке при рабочей температуре 290°C. Химический состав: олово 30%, сурьма 3%, свинец – остальное.
Припой ПОССу 40-0,5 имеет следующий состав: олово 40%, сурьма 0,5%, свинец – остальное. Температура плавления припоя составляет 183-235°C. Пайка осуществляется при 285°C. Физические свойства припоя: плотность 9300 кг/куб. м, удельное электрическое сопротивление 0,169 Ом*м, предел прочности на растяжение 40 Мпа. Используется для лужения и пайки жести, а также обмоток электрических машин и для пайки монтажных элементов моточных и кабельных изделий.
Припой ПОССу 4-4 на 4% состоит из олова, на 4% из сурьмы, и на 92% — свинца. Температура плавления данного припоя составляет 239-265°C. Применяется для лужения и пайки бронзовых, латунных, медных деталей в автомобилестроении. Форма выпуска: паста, фольга, чушки, прутки, порошок, проволока.
Припой ПОССу 5-1 состоит из олова (5%), сурьмы (1%), свинца (94%). Температура плавления равна 275-308°C. Свойства: плотность 11200 кг/куб. м, удельное электрическое сопротивление 0,200 Ом*м. Используется для лужения и пайки медных, латунных, бронзовых деталей, работающих при повышенных температурах (например, для трубчатых радиаторов). Форма выпуска: лента, порошок, прутки, чушки.
Припой ПОССу 95-5. Сурьмянистый припой ПОССу 95-5 имеет следующий химический состав: олово 94-96%, сурьма 4-5%, свинец – остальное. Температура плавления этого припоя равна 234-240°C. Пайка осуществляется при 290°C. Физические свойства: плотность 7300 кг/куб. м, удельное электрическое сопротивление 0,145 Ом*м, предел прочности на растяжение 40 Мпа. Используется преимущественно для горячего лужения и пайки коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин устойчивого к нагреву исполнения и с повышенными частотами вращения. Для пайки трубопроводов и различных деталей электрооборудования. Форма выпуска: прутки, проволока, чушки.
Используется преимущественно для горячего лужения и пайки коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин устойчивого к нагреву исполнения и с повышенными частотами вращения. Для пайки трубопроводов и различных деталей электрооборудования. Форма выпуска: прутки, проволока, чушки.
Припой ПОЦ-10. Цинковый низкотемпературный припой с содержанием Zn 9-11%, Sn – остальное. Температура плавления 199-210°C. Плотность припоя составляет 7,3 г/куб.см. Используется припой ПОЦ-10 для пайки изделий из алюминиевых сплавов и неметаллических материалов с алюминиевым покрытием.
Припой ПОЦ-12. Оловянно-цинковый припой ПОЦ-12 содержит 12% олова. Подходит для пайки полупроводниковой техники, различных деталей, изделий из меди, алюминия, бронзы, латуни, никеля. Подходит для посеребренных деталей. Используется в лужении и пайке ювелирных изделий.
Припой ПОЦ-40. Оловянно-цинковый припой с содержанием Sn 40%. Используется для пайки деталей из Al и сплавов. Может быть использован для пайки латуни, бронзы, никеля, меди и других. Используется в разных отраслях промышленности.
Может быть использован для пайки латуни, бронзы, никеля, меди и других. Используется в разных отраслях промышленности.
Припой ПОЦ-50. Оловянно-цинковый припой по составу имеет структуру: Sn 50%, Zn 50%. Температура плавления ПОЦ-50 ниже, чем у материалов соединяемых деталей. Стоит отметить высокое сопротивление припоя разрыву и резу. Припой ПОЦ-50 отлично подходит для пайки изделий из Al и алюминиевых сплавов. Форма выпуска — прутки, чушки.
Припой ПОЦ-60. Оловянно-цинковый припой ПОЦ-60 прочный и пластичный. Химический состав: Sn 60%, Zn 40%. Используется для пайки алюминиевых деталей и заготовок из алюминиевых сплавов. Может быть использован для пайки латуни, бронзы, никеля, меди и других. Используется в разных отраслях промышленности.
Припой ПОЦ-80. Оловянно-цинковый припой ПОЦ-80 очень похож на припой ПОЦ-60, несмотря на то, что олова там меньше. Однако, припой ПОЦ-80 отличается большей вязкостью и сопротивлению на разрыв и на срез. Химический состав припоя ПОЦ-80: Sn 80%, Zn 20%.
Припой ПОЦ-90. Оловянно-цинковый припой с содержанием: Sn 90%, Zn 10%. Припой ПОЦ-90 дает высокую сопротивляемость разрыву и срезу, вязкость припоя. Но большой процент олова показывает, что сам по себе припой довольно хрупкий.
Припой ПрМФСу 92-6-2-20 используется преимущественно для пайки насосных роторов. Низкотемпературный, с отличной текучестью, высокой прочностью и удовлетворительной стойкостью к коррозии. Выпускается в виде прутков, колец, порошка и проволоки.
Припой ПрМЦФЖ24-6-0,75. Как и все припои на основе соединения Cu + P, припой ПрМЦФЖ24-6-0,75 будет достойной заменой серебряного припоя. Можно использовать в изделиях ювелирной промышленности, для пайки латуни, бронзы и Cu, для холодильного и газового оборудования. Паяные изделия припоев ПрМЦФЖ24-6-07-,75 не следует подвергать ударным нагрузкам, вибрациям и изгибу.
Припой Пр-С27 (сормайт). Выпускается припой Пр-С27 (сормайт) в форме прутков для ремонта и наплавки рабочих поверхностей разных деталей, подверженных изнашивающим нагрузкам и температуре до 500°С. Наиболее часто применяется для запорной арматуры, газо- и нефтепроводов, сельскохозяйственной, строительной и дорожной техники.
Наиболее часто применяется для запорной арматуры, газо- и нефтепроводов, сельскохозяйственной, строительной и дорожной техники.
Припой ПР-Х10Н64В15 представляет из себя наплавочный порошок на основе Ni. Применяется для изготовления пресс-форм, а также для восстановления и придания больше прочности формокомплектам в стекольной промышленности. Ni придает припою вяжущие свойства, устойчивость к химическому воздействию.
Припой ПМФ-2 — это медно-фосфорный высокотемпературный припой, к которым также относятся марки ПМФ-1, ПМФ-3, ПМФ-7 и другие. Процентное содержание Cu в припое ПМФ-2 – 92,5%, остальное – P. Плавится ПМФ-2 при 710-715°. Вместо флюса можно применять буру в порошке. Используют ПМФ-2 в качестве замены припоев на основе Cu + Zn, Ag. Он прекрасно справляется с пайкой токоведущих медных деталей, не подвергающихся изгибу и не испытывающих ударных нагрузок.
Припой ПФОЦ 7-3-2. Медно-фосфорный высокотемпературный припой ПФОЦ 7-3-2 с составом: Сu (86,5-91,5%), Zn, Sn, P. Температура плавления составляет 680-700°C. Плотность припоя равна 6,5 г/куб. см. Можно использовать для газопламенной бесфлюсовой пайки медных изделий и заготовок из медных сплавов в восстановительных средах, например, с погружением в расплавы солей.
Температура плавления составляет 680-700°C. Плотность припоя равна 6,5 г/куб. см. Можно использовать для газопламенной бесфлюсовой пайки медных изделий и заготовок из медных сплавов в восстановительных средах, например, с погружением в расплавы солей.
Припой ПЦК-40-60. Цинко-кадмиевый припой ПЦК-40-60 с содержанием кадмия 40%, цинка 60%. Успешно применяется для пайки проводов и посеребренной керамики.
Припой ПЦКдСу25-5. Цинк-кадмиево-сурьмянистый припой ПЦКдСу25-5 с составом: цинк 25%, кадмий 70%, сурьма5%. Подходит для соединения алюминиевых сплавов. Кадмий делает припой более текучим, а также задает температуру плавления в 340-480°C.
Припой ПЦМ4А7. Цинк-медно-оловянный припой ПЦМ4А7 наиболее часто выпускается в прутках.
Припой ПЦО-12. Специальный легкоплавкий цинк-оловянный припой ПЦО-12 с содержанием цинка — 12%. Форма выпуска — прутки, слитки, паста, порошок.
Припой Св-08ХМФ представляет собой состав из легированной стали. Используется для сварки дефектов стального литья из хромомолибденованадиевой стали типа 12Х1МФ, 20ХМФА и 15Х1М1ФЛ, работающего при высоких температурах. Форма выпуска — проволока (стальная холоднотянутая).
Форма выпуска — проволока (стальная холоднотянутая).
Припой ЦАМ-4-1. Припой на основе меди (1%), цинка (95%) и алюминия (4%). Припой ЦАМ-4-1 гарантирует соединениям высокую прочность, отличную текучесть. Используется в полиграфии, автомобилестроении, а также в электротехнике. Форма выпуска — чушки.
Припой ЦО-12. Цинк-оловянный припой ЦО-12 состоит из Zn 88%, Sn 12%. Температура плавления: 500-550°C. Физические свойства припоя: среднеплавкий, плотность 7,6 г/куб.см. Часто используется для пайки жил алюминиевых проводов и кабелей во многих сферах промышленности. Форма выпуска — слитки.
Припой ЦОП-20Н. Цинк-оловянный припой ЦОП-20Н с распределением массовой доли по компонентам: Zn 20%, Sn 80%, Ga 1,5%. Рабочая температура ниже на 70-75°, чем у припоя ЦОП-40. Среди положительных моментов можно отметить хорошую смачиваемость и растекаемость. Применяется для лужения при восстановлении и соединении алюминиевых проводов
Медно-германиевый припой ПМГр0,10-2,8В (№ 698), ПМГрК4-2,5В (№ 570), ПМГрН5-2,5В (№ 507), ПМГрН10-1,5В (№ 702) ТУ 48-21-662-79. И др.
И др.
Медно-марганцевый припой П-65 (П-50), он же припой Г30Д60НХЦ по ТУ 14-1-4330-87 или ОСТ 34-13-198-80. Обычно производится в виде листа, ленты толщиной 0,1-2 мм или закладных элементах – пластина, кольцо, шайба. Используется для пайки изделий в криогенном оборудовании. Временное сопротивление разрыву 280—330 Мпа, предел прочности на срез 230—260 МПа. Пайку элементов криотехники ведется в вакууме в печи, температура 990°С, выдержка 15 мин и далее охлаждение всего вместе с печкой.
EW Flux-N-Solder
Направляющие и аксессуары
Информация о безопасности
При использовании свинца НИКОГДА НЕ ШЛИФОВАТЬ СВИНЦ, ТОЛЬКО НАПИЛЬНИК! Носите надлежащую защиту органов дыхания. При расплавлении температура должна поддерживаться как можно ниже. Респиратор должен иметь фильтр HEPA (высокоэффективный воздушный фильтр), также известный как фильтр N100. Если воздействие в воздухе может превышать допустимые концентрации в воздухе OSHA/ACGIH, мин. Рекомендуемая защита органов дыхания — это респиратор для очистки воздуха с отрицательным давлением с картриджами, одобренными NIOSH/MSHA для защиты от пыли, дыма и тумана с TWA не менее 0/05 MG/CU M. Всегда следуйте всем инструкциям и предупреждениям и носите надлежащие очки, средства защиты органов слуха, кожи и органов дыхания.При использовании химикатов всегда сверяйтесь с паспортами безопасности и техническими данными продукта, чтобы узнать о надлежащих мерах предосторожности.
При расплавлении температура должна поддерживаться как можно ниже. Респиратор должен иметь фильтр HEPA (высокоэффективный воздушный фильтр), также известный как фильтр N100. Если воздействие в воздухе может превышать допустимые концентрации в воздухе OSHA/ACGIH, мин. Рекомендуемая защита органов дыхания — это респиратор для очистки воздуха с отрицательным давлением с картриджами, одобренными NIOSH/MSHA для защиты от пыли, дыма и тумана с TWA не менее 0/05 MG/CU M. Всегда следуйте всем инструкциям и предупреждениям и носите надлежащие очки, средства защиты органов слуха, кожи и органов дыхания.При использовании химикатов всегда сверяйтесь с паспортами безопасности и техническими данными продукта, чтобы узнать о надлежащих мерах предосторожности.Аксессуары
Eastwood Flux-N-Solder Флюс для пайки Паста Олово для пайки Крем Сварочные флюсы для пайки медиСоветы по применению
Легкое нанесение кистью, нагрев и протирание
SILVABRITE Паста-флюс
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или вашем устройстве, чтобы веб-сайт работал так, как вы ожидаете. Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт использования веб-сайта. Ниже описываются различные типы файлов cookie, которые мы используем, и предоставляется возможность запретить использование некоторых типов файлов cookie. Нажмите на заголовки категорий, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт использования веб-сайта. Ниже описываются различные типы файлов cookie, которые мы используем, и предоставляется возможность запретить использование некоторых типов файлов cookie. Нажмите на заголовки категорий, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Строго необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал эти файлы cookie или уведомлял вас о них, некоторые части веб-сайта не будут работать без них.
Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, характер кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация является агрегированной и, следовательно, анонимной. Если вы не разрешите использование этих файлов cookie, мы не будем знать, когда вы посещали наш веб-сайт.
Модули:Таргетинг/реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов.Они настраиваются через наших рекламных партнеров, которые обобщают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах. Если вы не разрешите эти файлы cookie, вы не увидите нашу целевую рекламу в других местах в Интернете.
Платформа ASP.NET
Стек технологий, необходимый для размещения веб-сайта
ИксАутентификация Titan CMS
Стек технологий, необходимый для размещения веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайте, что позволяет нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, сделать его более удобным.
Имя файла cookie:
- _га
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _га
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _гид
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часов - НИД
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочитаемый вами язык (например, английский), количество результатов поиска, которые вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр безопасного поиска Google.
лет
Срок действия: 2 - _gat_UA-########-#
Используется для регулирования скорости запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Срок действия: 1 минута - _gac_<идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в процессе или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP
год
Срок действия: 1


Диспетчер согласия титанов
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Уникально идентифицирует пользователя для поддержки исторического отслеживания настроек согласия.
лет
Срок действия: 10 - CookieConsent_
Отражает последние настройки согласия для текущего сайта.
лет
Срок действия: 2
Хабспот
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма
Имя файла cookie:
- HSTC
Основной файл cookie для отслеживания посетителей.
лет Он содержит домен, utk (см. ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (увеличение для каждого последующего сеанса).
Срок действия: 2 - Хабспотутк
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов.
лет
Срок действия: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, должны ли мы увеличивать номер сеанса и метки времени в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждый pageView в сеансе) и отметку времени начала сеанса
. Срок действия: 30 минут - HSSCRC
Всякий раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается.
Мы устанавливаем значение 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс
Срок действия: Сессия
 Он содержит домен, utk (см. ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (увеличение для каждого последующего сеанса).
Он содержит домен, utk (см. ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (увеличение для каждого последующего сеанса).  Мы устанавливаем значение 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс
Мы устанавливаем значение 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс Преформы с флюсовым покрытием | Преформы для пайки | Припои
Использование заготовок с флюсовым покрытием при пайке
Для некоторых видов пайки заготовки с флюсовым покрытием могут иметь наибольшее количество преимуществ по сравнению с другими, более традиционными формами припоя. Для приложений, отличных от производства активных устройств, флюс может быть включен как неотъемлемая часть конструкции преформы, чтобы удовлетворить потребности клиентов в точном количестве флюса, легкой автоматизации и отказе от дорогостоящих отдельных применений флюса.
В целом следует избегать использования флюсов при сборке активных устройств из-за сложности удаления остатков флюса после пайки. Если тщательно следить за тем, чтобы соединяемые поверхности и преформы были тщательно чистыми, и если используется восстановительная атмосфера при температуре 350°C, покрытие флюсом обычно не требуется.
Если тщательно следить за тем, чтобы соединяемые поверхности и преформы были тщательно чистыми, и если используется восстановительная атмосфера при температуре 350°C, покрытие флюсом обычно не требуется.
устраняют необходимость ручного нанесения внешних жидких флюсов в таких операциях, как пайка в паровой фазе монтажных сборок объединительной платы и изготовление конденсаторов.Преформы с флюсовым покрытием изготавливаются с использованием точного количества флюса, необходимого для конкретного применения, что обеспечивает высокую степень постоянства от одного соединения к другому. Процентное содержание флюса может быть указано в диапазоне от 0,5% до 3% по весу с допуском ±0,5%. Самый популярный процент составляет 1,0% по весу.
Типы флюса Indalloy ® доступны в виде неактивированной чистой канифоли (тип R), слабоактивированной канифоли (тип RMA) и полностью активированной канифоли (тип RA). Флюсы RMA содержат небольшое, но очень эффективное количество активатора, добавленного для усиления действия флюса по сравнению с флюсом типа R.Флюсы RA содержат небольшое количество активатора гидрохлорида амина, который обеспечивает превосходное флюсующее действие по сравнению с флюсами типа R и RMA. РА
Флюс находит применение в сборках для пайки, где требуется высокая степень флюсования, например. припайка к потускневшей медной или никелевой пластине. RSA, усовершенствованная версия, также доступна для покрытия преформ. Этот флюс является самым сильным из типов канифоли. Флюсы NC-7 и NC-9 представляют собой специально разработанные флюсы типа RMA, которые вместе с флюсом типа R оставляют непроводящие и некоррозионные остатки, которые можно безопасно оставлять на узле, не опасаясь коррозии.Однако в эстетических или визуальных целях остатки флюса можно удалить с помощью биполярного растворителя, чтобы удалить как часть канифоли, так и часть флюса с ионизирующим активатором. Чаще всего это достигается с помощью оборудования для парового обезжиривания.
Флюсы RMA содержат небольшое, но очень эффективное количество активатора, добавленного для усиления действия флюса по сравнению с флюсом типа R.Флюсы RA содержат небольшое количество активатора гидрохлорида амина, который обеспечивает превосходное флюсующее действие по сравнению с флюсами типа R и RMA. РА
Флюс находит применение в сборках для пайки, где требуется высокая степень флюсования, например. припайка к потускневшей медной или никелевой пластине. RSA, усовершенствованная версия, также доступна для покрытия преформ. Этот флюс является самым сильным из типов канифоли. Флюсы NC-7 и NC-9 представляют собой специально разработанные флюсы типа RMA, которые вместе с флюсом типа R оставляют непроводящие и некоррозионные остатки, которые можно безопасно оставлять на узле, не опасаясь коррозии.Однако в эстетических или визуальных целях остатки флюса можно удалить с помощью биполярного растворителя, чтобы удалить как часть канифоли, так и часть флюса с ионизирующим активатором. Чаще всего это достигается с помощью оборудования для парового обезжиривания.
Что такое флюс для припоя? – Справочник печатных плат
Solder Flux — это химическое чистящее средство, используемое при пайке электронных компонентов на печатных платах. Он используется как при ручной ручной пайке, так и в различных автоматизированных процессах пайки, используемых контрактными производителями печатных плат.
Печатные платы обычно имеют медные дорожки, которые могут окисляться на воздухе или загрязняться при обращении с платой. Это может предотвратить образование хороших паяных соединений. Чтобы удалить это загрязнение и избежать окисления, очень важно перед пайкой очистить плату флюсом. Флюс можно использовать для очистки и удаления этих оксидов и других примесей с платы.
Физически флюс для припоя может быть твердым, полутвердым или жидким. Обычно он доступен в виде пасты в банках/жестяных банках.Он также доступен в виде жидкости во флаконах. Флюсовые ручки обычно используются для нанесения флюса при ручной пайке.
Чаще всего флюс для припоя представляет собой клеящее химическое соединение, которое отвечает за удержание компонентов на месте до процесса оплавления. Флюс также защищает металлические поверхности от повторного окисления во время пайки. Флюс содержит добавки для улучшения характеристик текучести расплавленного припоя и, таким образом, способствует смачиванию платы.
Категории флюсов
В соответствии со стандартами электронной промышленности J-STD-004 флюсы для пайки можно разделить на 3 основные категории в зависимости от их состава, активности (силы), наличия или отсутствия галогенидных активаторов.
1. Канифоль и заменители канифоли: Канифольный флюс является старейшим и до сих пор одним из наиболее распространенных флюсов, используемых для электрических компонентов. Эти флюсы получают из экстракта сосны. Канифольный флюс практически инертен при комнатной температуре, активизируется только при нагревании.
2. Водорастворимый или органический кислотный флюс: Органический кислотный флюс растворим в воде и может быть очищен водой, отсюда и название. эти флюсы чаще всего используются для пайки электрических цепей.Очень быстро удаляет окисление на электрических проводах.
Водорастворимый или органический кислотный флюс: Органический кислотный флюс растворим в воде и может быть очищен водой, отсюда и название. эти флюсы чаще всего используются для пайки электрических цепей.Очень быстро удаляет окисление на электрических проводах.
3. No-Clean: эти флюсы изготовлены из смол и различных уровней твердых остатков. Судя по названию, эти флюсы практически не требуют очистки.
Как наносится флюс?
Флюс для пайки можно наносить на плату несколькими способами в зависимости от используемого процесса пайки.
Ручная пайка: Флюс для пайки можно наносить вручную с помощью ручки для пайки, или во многих случаях флюс не смешивается с проволокой или бруском припоя.Если флюс смешивается с припоем, то достаточно просто нагреть проволоку на поверхности паяльником. В качестве альтернативы можно равномерно нанести флюс на поверхность платы перед нанесением припоя.
Пайка волной припоя: В этом случае флюс распыляется на плату до того, как она пройдет через волну припоя. Оказавшись на месте, флюс очищает компоненты, подлежащие пайке. Это удаляет любые образовавшиеся оксидные слои. Если на плате используется более агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.
Оказавшись на месте, флюс очищает компоненты, подлежащие пайке. Это удаляет любые образовавшиеся оксидные слои. Если на плате используется более агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.
Пайка оплавлением: Флюс для пайки, используемый для процесса пайки оплавлением, представляет собой пасту, состоящую из липкого флюса и небольших сфер металлического припоя. Паяльная паста представляет собой комбинацию порошка, состоящего из частиц металлического припоя и липкого флюса, имеющего консистенцию замазки. Обычно их смешивают в соотношении 50/50.
В данном случае флюс не только выполняет свою обычную работу по очистке поверхностей пайки от загрязнений и окисления, но также обеспечивает временный клей, удерживающий компоненты поверхностного монтажа на месте.
Селективная пайка: Флюс наносится либо распылением, либо более точным методом капельной струи. Точный процесс капельной струи — это нанесение флюса в заданные места без избыточного распыления.
Очистка флюса для пайки
После завершения процесса пайки очень важно очистить плату и удалить нежелательные остатки флюса. Остатки флюса могут повлиять на работу платы и даже вызвать короткое замыкание.В случае флюса, который требует очистки после пайки, или для флюса, который является более агрессивным, можно использовать очистку растворителем или водными очистителями. Помимо проблем с коррозией, даже остатки неочищенного флюса могут помешать тестированию печатных плат, оптического контрольного оборудования и некоторых чувствительных электронных компонентов. В общем, лучше всего удалять остатки флюса, когда это возможно.
Полный процесс пайки любого твердого паяного соединения включает в себя как припой, так и флюс. Флюс предназначен для подготовки поверхностей и защиты поверхности во время пайки.Флюс — неотъемлемая часть пайки, и его применение — неотъемлемая часть всего процесса.
Оплетка для распайки | Удаление припоя | Предварительно офлюсованный медный фитиль | Фитиль для выпайки
Да, канифольный флюс необходимо смыть с печатной платы (PCB) после завершения пайки. Ниже приведены причины для удаления остатков флюса:
Улучшение эстетического вида печатных плат. Если вы являетесь контрактным производителем печатных плат, внешний вид платы отражается на вашей работе.Прозрачный, жирный на вид остаток вокруг паяного соединения может насторожить прибывающих инспекторов контроля качества вашего клиента. Если остатки флюса обугливаются и образуют пятна на паяных соединениях, это может выглядеть как истинный дефект, например, пустота в паяном соединении или «дыра от флюса». Если остаток флюса образовался в процессе доработки, он действует как метка неисправности в зоне доработки, привлекая внимание к работе, даже если это не должно вызывать беспокойства.
Повышение надежности печатных плат. Требования к надежности обычно определяются характером конечного продукта.Для одноразового продукта, такого как компьютерная клавиатура, никто не погибнет, если он перестанет работать. В этом случае поставщик EMS может использовать флюс без очистки и отказаться от процесса очистки.
Ниже приведены причины для удаления остатков флюса:
Улучшение эстетического вида печатных плат. Если вы являетесь контрактным производителем печатных плат, внешний вид платы отражается на вашей работе.Прозрачный, жирный на вид остаток вокруг паяного соединения может насторожить прибывающих инспекторов контроля качества вашего клиента. Если остатки флюса обугливаются и образуют пятна на паяных соединениях, это может выглядеть как истинный дефект, например, пустота в паяном соединении или «дыра от флюса». Если остаток флюса образовался в процессе доработки, он действует как метка неисправности в зоне доработки, привлекая внимание к работе, даже если это не должно вызывать беспокойства.
Повышение надежности печатных плат. Требования к надежности обычно определяются характером конечного продукта.Для одноразового продукта, такого как компьютерная клавиатура, никто не погибнет, если он перестанет работать. В этом случае поставщик EMS может использовать флюс без очистки и отказаться от процесса очистки. С другой стороны, требования к электронике кардиостимулятора, где отказ платы может привести к смерти, будут намного строже. В этом примере после сборки и любых последующих доработок потребуется очистка, и процесс будет тщательно проверен на эффективность и воспроизводимость. Товары длительного пользования с длительным сроком службы могут находиться где-то посередине, с требованием очистки, но без жесткого тестирования и контроля.Предотвращение коррозии компонентов и печатных плат. Остатки флюса, оставшиеся на электронных платах, являются кислотными. Если их не удалить в процессе очистки, остатки могут впитать в себя влагу из воздуха и привести к коррозии выводов компонентов и контактов печатной платы.
Избегайте проблем с адгезией с конформным покрытием. Большинство людей понимают, что при покраске поверхность должна быть подготовлена так, чтобы она была абсолютно чистой. В противном случае краска быстро слезет с поверхности и отслоится.Та же логика применима к конформному покрытию, даже если загрязнение вызвано нечистым флюсом.
С другой стороны, требования к электронике кардиостимулятора, где отказ платы может привести к смерти, будут намного строже. В этом примере после сборки и любых последующих доработок потребуется очистка, и процесс будет тщательно проверен на эффективность и воспроизводимость. Товары длительного пользования с длительным сроком службы могут находиться где-то посередине, с требованием очистки, но без жесткого тестирования и контроля.Предотвращение коррозии компонентов и печатных плат. Остатки флюса, оставшиеся на электронных платах, являются кислотными. Если их не удалить в процессе очистки, остатки могут впитать в себя влагу из воздуха и привести к коррозии выводов компонентов и контактов печатной платы.
Избегайте проблем с адгезией с конформным покрытием. Большинство людей понимают, что при покраске поверхность должна быть подготовлена так, чтобы она была абсолютно чистой. В противном случае краска быстро слезет с поверхности и отслоится.Та же логика применима к конформному покрытию, даже если загрязнение вызвано нечистым флюсом. «Без очистки» относится к количеству ионного материала, оставшегося после пайки. Это не имеет никакого отношения к тому, может ли покрытие прилипнуть к нему.
Когда перед нанесением покрытия на печатной плате остаются остатки флюса, часто можно увидеть, как покрытие поднимается или отслаивается от поверхности платы. Это очевидно, когда карманы изолированы вокруг паяных соединений, а не по всей поверхности (за исключением нижней части печатной платы, припаянной волной пайки).Что еще хуже, покрытия обычно полупроницаемы, поэтому дышите в определенной степени. Влага может попасть в остатки флюса и впитаться в них, что может привести к коррозии.
Предотвращение роста дендритов из-за ионного загрязнения. Полярные или ионные частицы, оставшиеся от остатков флюса и других источников, при воздействии влаги из окружающего воздуха и при подаче тока могут соединяться в цепь или ветвь, называемую дендритом. Эти дендриты являются проводящими, поэтому образуют непреднамеренную дорожку, которая вызывает утечку тока или, в течение более длительного периода времени, даже короткое замыкание.
«Без очистки» относится к количеству ионного материала, оставшегося после пайки. Это не имеет никакого отношения к тому, может ли покрытие прилипнуть к нему.
Когда перед нанесением покрытия на печатной плате остаются остатки флюса, часто можно увидеть, как покрытие поднимается или отслаивается от поверхности платы. Это очевидно, когда карманы изолированы вокруг паяных соединений, а не по всей поверхности (за исключением нижней части печатной платы, припаянной волной пайки).Что еще хуже, покрытия обычно полупроницаемы, поэтому дышите в определенной степени. Влага может попасть в остатки флюса и впитаться в них, что может привести к коррозии.
Предотвращение роста дендритов из-за ионного загрязнения. Полярные или ионные частицы, оставшиеся от остатков флюса и других источников, при воздействии влаги из окружающего воздуха и при подаче тока могут соединяться в цепь или ветвь, называемую дендритом. Эти дендриты являются проводящими, поэтому образуют непреднамеренную дорожку, которая вызывает утечку тока или, в течение более длительного периода времени, даже короткое замыкание.
Можно ли паять без флюса? (Да! Вот как это сделать) — Модернизированный дом
Вы садитесь, готовые что-то паять, но обнаруживаете, что у вас нет флюса. К счастью, вы можете паять без флюса, если у вас есть альтернатива. Следите за тем, как мы узнаем, как можно безопасно паять без флюса.
Пайка — важный навык для любого любителя делать что-то своими руками.Это полезно для домашней электроники, ремонта автомобилей и многого другого. Однако иногда отсутствие всего необходимого, например флюса, может остановить вашу работу и привести к перерывам.
Да, можно использовать припой без флюса. Для этого вам понадобится что-то кроме флюса, чтобы разрушить оксиды на поверхности металла, без чего ваша поверхность может быть повреждена или не очищена должным образом. Лучшей альтернативой флюсу при пайке является вазелин, который обладает антикоррозийными свойствами и не повредит ваш материал.
Существует несколько способов самостоятельного изготовления флюса в домашних условиях. В этой статье мы объясним, почему при пайке необходимо использовать флюс. Мы также предложим несколько вариантов, которые вы можете сделать сами.
В этой статье мы объясним, почему при пайке необходимо использовать флюс. Мы также предложим несколько вариантов, которые вы можете сделать сами.
Связанный контент: Как удалить припой без паяльника | Как повторно припаять соединение медной трубы, не снимая его
Что такое флюс?Флюс — это универсальное название для любого вещества в металлургии, которое обеспечивает более прочную связь.На всех металлах есть оксиды, которые необходимо очистить, чтобы облегчить чистый сплав. Флюс очищает эти оксиды и дает вам идеально ровную поверхность.
Большинство современных органических флюсов изготавливаются из очищенного и рафинированного соснового сока. Это самый старый тип, который используется и по сей день. Этот тип флюса широко известен как канифоль. Существуют также другие органические флюсы, изготовленные из лимонной и молочной кислот.
Некоторые неорганические флюсы используются в более промышленных целях. Для пайки прочных металлов, таких как латунь и медь, потребуется синтетический кислотный флюс. Это удалит не только окисление, но и коррозию и другие остатки, которые накапливаются на этих металлах.
Для пайки прочных металлов, таких как латунь и медь, потребуется синтетический кислотный флюс. Это удалит не только окисление, но и коррозию и другие остатки, которые накапливаются на этих металлах.
Чтобы обеспечить прочную связь, поверхность должна быть свободна от оксидов металлов. Сколько бы вы ни чистили металлическую поверхность, вам все равно понадобится какой-нибудь флюс, как припой приклеить. Без этого паяное соединение не будет достаточно прочным или проводящим.
Еще одна причина, по которой вам нужен флюс, заключается в том, что припой будет преследовать источник тепла. Это означает, что будет трудно удалить расплавленный припой с вашего железа без флюса. Расплавленный припой лучше прилипает к металлу, если его не блокируют оксиды.
В зависимости от того, какую работу вы выполняете, вы можете обойтись без использования флюса. Однако такое паяное соединение будет трудновыполнимым и не будет прочным. Это допустимо только в том случае, если сустав будет временным.
Это допустимо только в том случае, если сустав будет временным.
Хорошей новостью является то, что большинство современных припоев содержат канифоль. Канифоль — такой же органический материал, как и флюс, поэтому она уже встроена в припой. Если у вас есть этот тип, вам не нужно использовать больше флюса. Припой будет очищать поверхность по мере плавления.
Кислотный припойтакже очищает металлические поверхности от оксидов и побочных продуктов коррозии. Кислота действует как флюс и способна очищать по мере прилипания.Из-за этого рекомендуется для твердых металлов, таких как латунь, сталь и медь.
Сплошной припой не содержит канифоли и требует использования флюса. Попытка использовать твердый припой без флюса приведет к практически бесполезному соединению. Припой не будет цепляться за поверхности, а оксиды оторвутся, что приведет к разрушению соединения.
К счастью, если у вас есть только твердый припой и нет флюса, есть способы сделать его самостоятельно.Преимущество изготовления собственного флюса заключается в том, что вы можете быть уверены, что он сделан из натуральных материалов. Это большой плюс, если вы заботитесь об окружающей среде.
ВазелинВазелин работает так же хорошо, как и купленный в магазине флюс. Он очистит ваши металлические поверхности от любых оксидов и растает при нагревании. Из-за этого он обычно используется многими энтузиастами электроники.
Вазелин представляет собой смесь восков и минеральных масел, обладающую чистящими, а также антикоррозионными свойствами.Это хорошо для всех видов применения по дому и в магазине. Независимо от того, сколько вы паяете, всегда хорошо иметь под рукой.
Преимущество использования этого флюса в том, что он намного дешевле. Если вы много паяете и тратите много на флюс, это может быть хорошей альтернативой. Вазелин обычно вдвое дешевле магазинного флюса.
Вазелин обычно вдвое дешевле магазинного флюса.
Вы также можете сделать свой собственный флюс, используя лимонный сок.Лимонная кислота в лимонном соке способна очищать металл от оксидов, обеспечивая прочную связь. Самый большой плюс этого метода в том, что он невероятно эффективен. Кислотные флюсы обычно используются для тяжелых сантехнических работ.
Чтобы сделать поток из лимонного сока, разрежьте 6 лимонов пополам и выжмите из них сок. Процедите сок через ситечко для сока и перемешайте в течение 20 секунд. Затем снова процедите и перемешайте еще 20 секунд. Следует отметить, что охлаждать этот флюс не следует. Он потеряет свою силу.
Преимущество этого самодельного флюса в том, что он дешев и невероятно прост в изготовлении. Вы также можете использовать купленный в магазине лимонный сок, если хотите, но в этом случае может быть дешевле использовать вазелин. Чтобы нанести его, просто прикоснитесь ватной палочкой к области, которую нужно припаять.
Флюс из сосновых шишек можно приготовить из 10-15 сосновых шишек и небольшого количества денатурированного этилового спирта. Натуральная сосновая смола в листьях шишек действует как флюс и может быть извлечена.
Нарежьте листья конуса и поместите их в контейнер, затем залейте листья спиртом и оставьте на ночь. Утром перемешайте емкость и процедите листья из смеси. Профильтруйте смесь через кофейный фильтр, и теперь у вас есть экологически чистый сосновый флюс.
Метод соскабливанияЕсли у вас нет ни одного из вышеперечисленных материалов, вы всегда можете прибегнуть к методу шабрения. Это следует делать только в качестве последней попытки. Вы также не должны ожидать, что эти суставы будут очень прочными.
Прежде чем что-либо паять, очистите поверхности лезвием или небольшим долотом. Это нужно будет делать снова и снова, чтобы убедиться, что все окисление исчезло. Этот метод занимает много времени и не очень эффективен.
Видео: как это сделать
Связанные вопросы Почему мой припой не прилипает?
Ваш припой может не прилипать по ряду причин. Если вы используете метод скрейпинга, дважды проверьте, достаточно ли вы скрейпинга.Если у вас есть, убедитесь, что материалы, которые вы используете, могут быть спаяны друг с другом в первую очередь.
Какой металл нельзя паять? Двумя наиболее распространенными металлами, которые трудно паять, являются алюминий и нержавеющая сталь. Однако при очень мощном кислотном флюсе их можно как следует очистить от окислов и припаять. Цинк имеет относительно низкую температуру плавления и плавится до того, как попадет в паяное соединение.
Паяные соединения добавляют небольшое электрическое сопротивление.Из-за этого важно, чтобы вы планировали соответствующим образом, особенно вокруг клемм аккумулятора. Большее сопротивление означает, что цепь станет более горячей, что может привести к всевозможным проблемам.
Связанные руководства
Майкл Оконнор
Я писатель и редактор из района залива, Калифорния. Когда я не печатаю, я люблю ходить в походы, заниматься деревообработкой и садоводством. Я люблю делиться советами и открывать для себя новые тенденции в обустройстве дома.
Недавно опубликовано
ссылка на стандартные размеры гаражных ворот (с чертежами)Стандартные размеры гаражных ворот (с чертежами)
Есть много причин для установки новых гаражных ворот.Отремонтируйте свой текущий гараж, расширив его, чтобы вместить больше автомобилей, или замените поврежденную дверь. Независимо от причины, важно найти. ..
..
Стандартные размеры ванны (с чертежами)
Нет ничего лучше, чем расслабиться и расслабиться, приняв горячую ванну после долгого дня. Ванна — отличное дополнение к любому дому, но она может привести к перенаселенности, если она неуместна…
Водорастворимый флюс – Бессвинцовый припой
Водорастворимый флюс – Бессвинцовый припойМагазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
От £ 54,90 45,75 фунтов стерлингов
Доступно для заказа
MPN: Qualitek SAC305 WS700
Ищете хорошие яркие соединения для пайки бессвинцовой проволокой? Водорастворимый флюс является ответом.
- Отличный припой Qualitek для пайки печатных плат
- Активный флюс, который после промывки оставляет яркое покрытие припоя
- Доступны 4 различных калибра
Этот провод для бессвинцового припоя используется для сборки печатных плат, где требуется процесс последующей очистки для удаления всех остатков флюса и получения очень яркого припоя.SAC305 — признанный бессвинцовый припой с содержанием 96,5 % олова, 3 % серебра и 0,5 % меди. Флюс WS700 Qualitek обеспечивает быстрое смачивание и идеально подходит для пайки печатных плат.
поставляется на 500 г барабан с 40030 3.3% Flux Core
Easy Чистка в воде 130 ° F – 150 ° F
Очистка Очистка Превосходные B Правый блестящий припоистые суставы
Остатки поток поток должны быть очищены
| Торговая марка | Квалитек |
|---|---|
| Индивидуальная настройка | № |
| Забрать в магазине | № |
| Спецификация | Флюс: водорастворимый флюс. |
| МПН | Qualitek SAC305 WS700 |
 Классификация: ORh2
Классификация: ORh2 © 2022 Сомерсет Солдерс.Все права защищены. Номер компании 07556658 Номер НДС GB 869 5039 79
Юридический адрес: 124 High Street, Midsomer Norton, Radstock, Somerset, BA3 2DA.
.